Изобретение относится к обработке металлов давлением, а именно к волочению проволоки, и может быть использовано для производства проволоки с винтовыми углублениями (канавками) на поверхности.
Целью предложенного технического решения является получение на поверхности проволоки винтовых канавок (углублений) с заданным шагом и глубиной путем их накатки в волоке, установленной в корпусе с возможностью вращения вокруг оси волочения.
Известно устройство для волочения-обкатки, содержащее корпус и размещенный в нем механизм кругового обкатывания волоки, состоящий из волокодержателя, установленного на приводном шпинделе под углом к оси волочения на подшипниках, при этом шпиндель выполнен с плоским торцом, наклоненным к его оси под углом, равным углу качания волоки, а волокодержатель установлен одним концом в корпусе на сферическом подшипнике скольжения, а другим на торце шпинделя через упорный подшипник качения [1]
Данное устройство позволяет повысить производительность волочения гладкой проволоки за счет увеличения степени деформации, также может быть использовано для волочения тугоплавкой проволоки.
Недостатком данного устройства является невозможность получения на поверхности готовой проволоки канавок (углублений) по винтовой линии с заданным шагом и глубиной.
Известно устройство для волочения, содержащее корпус с расположенным в нем инструментодержателем, совершающими качательное и осевое перемещение, и установленный на станине под углом к оси устройства подшипник для восприятия радиальных и осевых нагрузок, кроме этого инструментодержатель размещен внутри подшипника и соосно с ним, при этом оси вращения ииструментодержателя и подшипника пересекаются в точке, проходящей через центр тяжести устройства. Устройство может быть использовано при получении волочением гладкой проволоки [2]
Недостатком данного устройства является невозможность получения на поверхности готовой проволоки канавок (углублений), расположенных по винтовой линии с заданным шагом и глубиной.
Наиболее близким к предлагаемому устройству является инструмент для волочения-обкатки проволоки, содержащий волоку размещенную в обойме, установленной в корпусе с возможностью вращения вокруг оси волочения, и привод вращения обоймы, причем внутренний профиль рабочего канала волоки образован обжимной зоной и сопряженной с ней выходной зоной, ось которой расположена на оси вращения обоймы, а волока жестко установлена в обойме. Устройство может быть использовано при получении гладкой круглой проволоки из черных и цветных металлов [3]
Общим недостатком рассмотренных выше аналогов является невозможность получения на поверхности проволоки углублений (канавок) по винтовой линии с заданным шагом и глубиной.
Целью данного изобретения является получение на поверхности проволоки углублений (канавок) по винтовой линии с заданным шагом и глубиной путем их накатки с помощью вращающейся волоки.
Поставленная задача решается тем, что внутренний профиль рабочего канала волоки образован обжимной зоной и сопряженной с ней выходной зоной, при этом внутренний профиль каждой из зон выполнен конусным, их оси параллельны и размещены симметрично на равном расстоянии относительно оси вращения волоки, при этом угол наклона образующих конусных зон определяется зависимостью:
tgα = 2d1/S
где d1- расстояние между осями конусных зон.
S удвоенное расстояние (горизонтальная проекция) между вершинами обжимной и выходной конусных зон, мм.
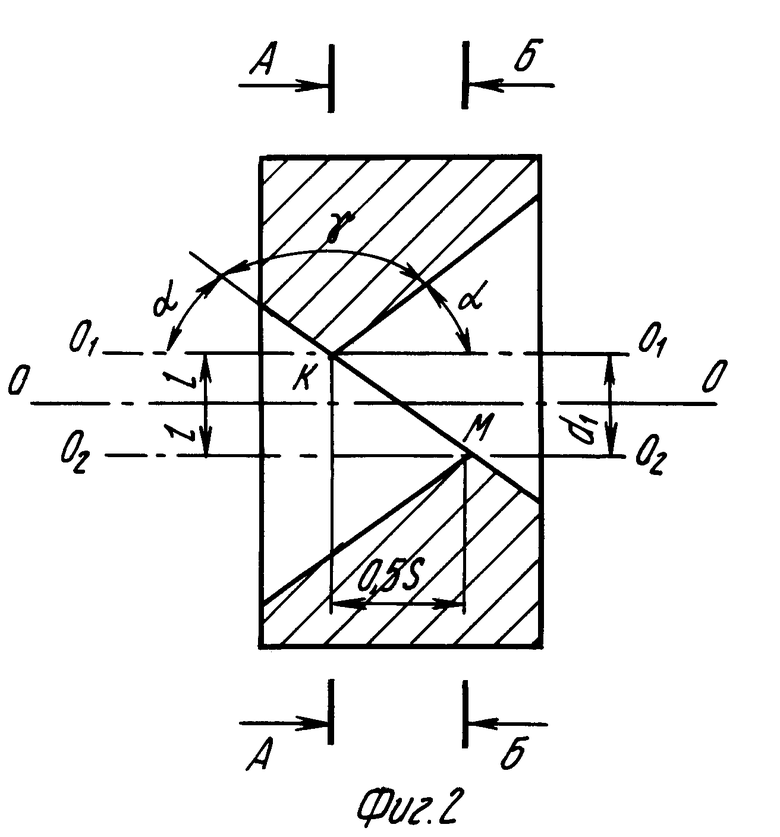
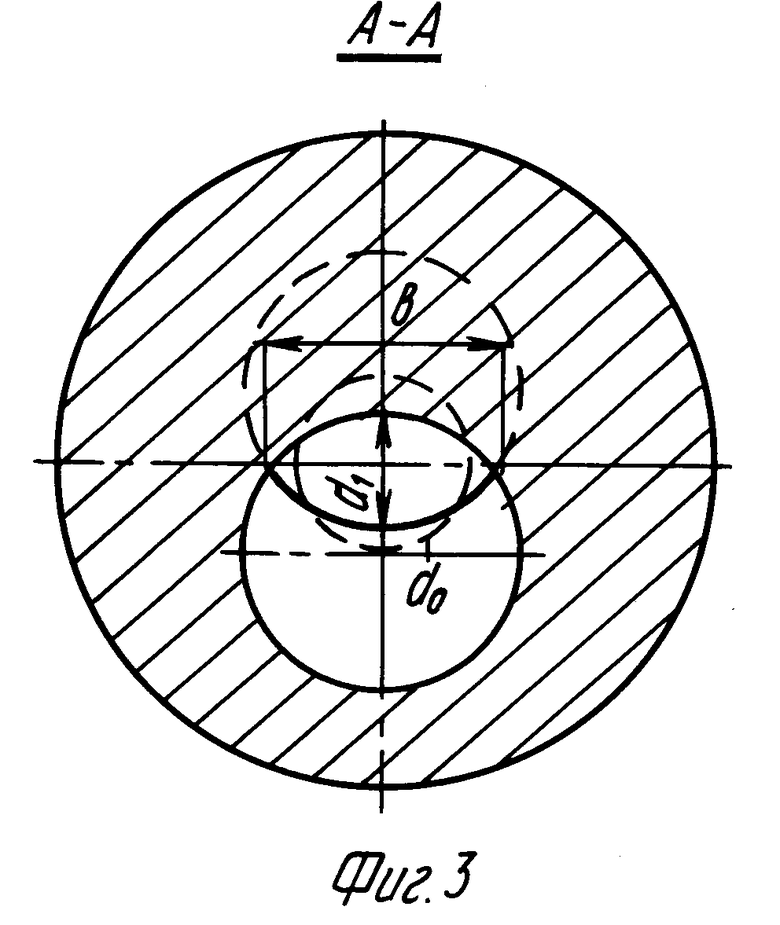
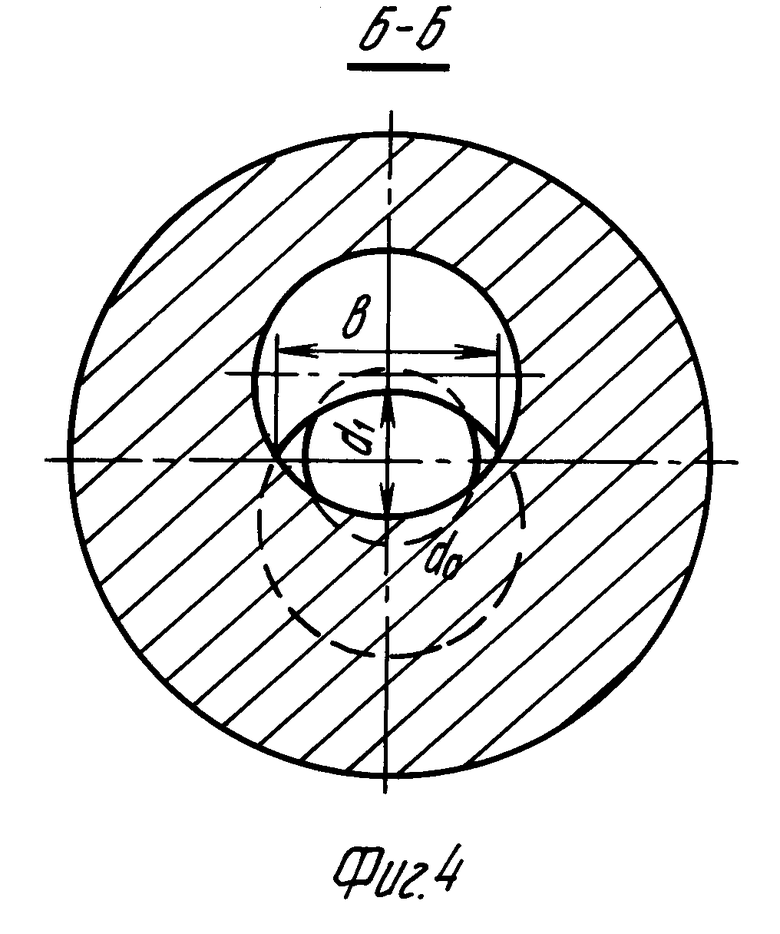
На фиг. 1 схематически изображен инструмент для волочения обкатки проволоки; на фиг. 2 волока (разрез); на фиг.3 разрез А-А на фиг. 2; на фиг.4 разрез Б-Б на фиг.2.
Данное устройство содержит корпус 1, в котором на подшипниках 2 и 3 установлена обойма 4. Вращение обойме 4 передается от электродвигателя с помощью ременной передачи 5. Волока 6, деформирующая заготовку 7, жестко закреплена в обойме 4 таким образом, что ось цилиндрического корпуса волоки б совпадает с осью вращения обоймы 4.
При вращении обоймы 4 сообщается вращательное движение волоке 6. В связи с тем, что оси обжимной (О2 O2) и выходной (О1 - О1) конусных зон рабочего канала волоки (см. фиг. 2) параллельны и расположены друг от друга симметрично относительно оси вращения обоймы 4, точки М и К рабочего канала волоки совершают круговое обкатывание вокруг оси обоймы О О, деформируя при этом на поверхности углубление (канавку) по винтовой линии. Так как вертикальная проекция пересечения обжимной и выходной конусных зон представляет собой овал с высотой d1 и шириной b, которая всегда больше d0(см. фиг. 3 и 4), то деформация исходной заготовки диаметром d0 осуществляется одновременно только с двух сторон.
При накатке на проволоке винтовой канавки требуемого качества, число оборотов n вращающейся волоки зависит от скорости волочения V и заданного шага винтовой линии, и определяется зависимостью:
n V/L
где V скорость волочения, мм/мин;
L шаг винтовой линии, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 1996 |
|
RU2118211C1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1992 |
|
RU2030942C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| Инструмент для волочения-обкатки проволоки | 1972 |
|
SU590030A1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ | 1992 |
|
RU2040987C1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
Использование: получение на поверхности проволоки в потоке с волочением винтовых линий с заданным шагом и глубиной. Сущность: инструмент представляет собой вращающуюся волоку, рабочий канал которой состоит из обжимной и выходной конусных зон, оси которых параллельны и расположены симметрично относительно оси вращения волокодержателя на расстоянии. Кроме того, регламентирован угол наклона образующих конусных зон. 4 ил.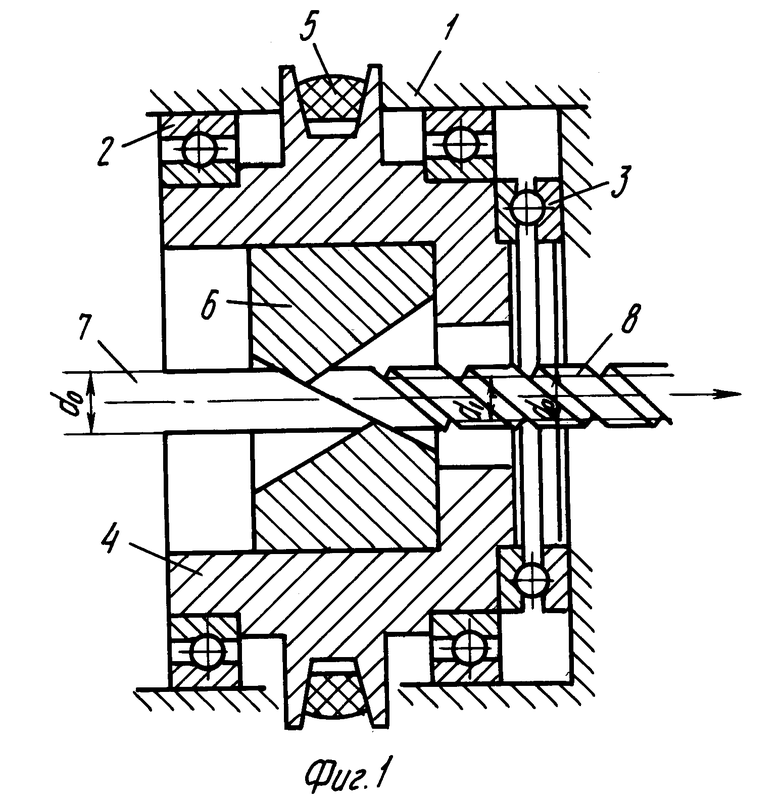
Инструмент для волочения-обкатки проволоки, содержащий корпус, установленную в ней с возможностью вращения вокруг оси волочения обойму с приводом ее вращения и жестко установленную в обойме волоку, внутренний профиль рабочего канала которой образован обжимной зоной и сопряженной с ней выходной зоной, отличающийся тем, что внутренний профиль каждой из зон выполнен конусным, их оси параллельны и размещены симметрично на равном расстоянии относительно оси вращения волоки, при этом угол наклона образующих конусных зон определяется зависимостью
tgα = 2d1/S ,
где d1 расстояние между осями конусных зон, мм;
S удвоенное расстояние (горизонтальная проекция) между вершинами обжимной и выходной зон, мм.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для волочения-обкатки | 1981 |
|
SU1256832A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ШТАМПОВКИ | 0 |
|
SU382447A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Инструмент для волочения-обкатки проволоки | 1972 |
|
SU590030A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

