Изобретение относится к волочильному производству, в частности к волочильному инструменту для изготовления фасонных профилей.
Известны волоки - заготовки из твердых спеченных сплавов для волочения шестигранных прутков (ГОСТ 5426-76).
Для получения точной геометрической формы шестигранных профилей при волочении через такой волочильный инструмент из круглой заготовки требуется несколько проходов, поскольку один проход не обеспечивает затекание металла в труднодоступные места (углы шестигранника) и не обеспечивает радиус скругления углов до 0,5 мм.
Известна волока для волочения тонкостенных многогранных профилей по авторскому свидетельству №590029, МПК В 21 С 3/00, опубл. 30.01.78, бюл.№4, принятая за прототип, включающая обжимную и калибрующую зоны, у которой для уменьшения утяжки граней профиля многоугольники в поперечных сечениях калибрующей зоны волоки выполнены с выпуклыми сторонами, стрела прогиба которых плавно уменьшается по ходу волочения вплоть до сечения, имеющего форму многоугольника с прямолинейными сторонами, а поперечное сечение обжимной зоны волоки выполнено в форме многоугольника с прямолинейными сторонами.
Такая волока предназначена для формовки тонких полых профилей, когда в большей степени имеет место процесс не деформации металла, а процесс формирования профиля, где толщина стенок профиля остается неизменной, и коэффициент вытяжки (отношение площадей сечения металла до и после волочения) составляет практически единицу.
В случае волочения сплошного профиля коэффициент вытяжки может достигать величины 1,5, при такой деформации утяжка ребер профиля начинается уже в обжимной зоне и металл не успевает заполнить полностью калибрующий поясок волоки.
Кроме того, в известной волоке уменьшена длина калибрующего пояска, что значительно снижает ее стойкость.
Технической задачей изобретения является получение за один проход из круглой заготовки многогранного профиля точной геометрической формы при обеспечении высокой износостойкости волочильного инструмента.
Решение поставленной задачи достигается тем, что многоугольники в поперечных сечениях обжимной зоны волоки выполнены с вогнутыми сторонами, имеющими постоянный радиус скругления по сечениям и стрелу прогиба, уменьшающуюся в направлении к калибрующей зоне, на входе в калибрующую зону волоки величина стрелы прогиба составляет 0,1-0,3 мм, а многоугольники в поперечных сечениях калибрующей зоны волоки выполнены с прямолинейными сторонами.
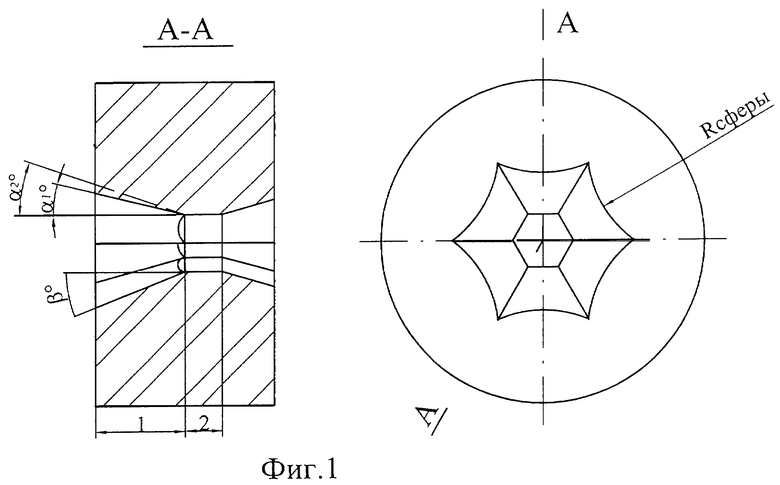
Предлагаемая волока изображена на фиг.1 - для шестигранного профиля, на фиг.2 - для трапециевидного профиля и содержит обжимную (рабочий конус) 1 и калибрующую (калибрующий поясок) 2 зоны. Обжимная зона в поперечном сечении представляет собой многоугольник с вогнутыми внутрь канала волоки сторонами. При этом углы рабочего конуса по сечению обжимной зоны постепенно увеличиваются от середины грани (α 1) к ребрам профиля (α 2), достигая максимального значения в ребрах профиля (β ).
В целях обеспечения равномерного течения металла по сечению обжимной зоны и исключения утяжек элементов профиля сопряжение углов рабочего конуса выполнено с постоянным радиусом скругления (Rсферы) и стрелой прогиба, которая уменьшается в направлении к калибрующей зоне. Стрела прогиба замеряется по перпендикуляру к образующей рабочего конуса волоки.
На входе в калибрующую зону стрела прогиба для различных размеров готового профиля находится в интервале от 0,1 до 0,3 мм. При величине стрелы прогиба на входе в калибрующую зону более 0,3 мм на готовом профиле остается вогнутая поверхность на гранях профиля, если же стрела прогиба менее 0,1 мм - невозможно получить профиль с требуемыми параметрами в части геометрии сечения профиля.
Кроме того, выполнение обжимной зоны с вогнутыми сторонами, имеющими постоянный радиус скругления, обеспечивает равномерное распределение деформации металла заготовки, что в свою очередь повышает стойкость волочильного инструмента.
Сечение калибрующей зоны волоки выполнено в форме многоугольника с прямолинейными сторонами, например, правильного многоугольника.
Длина калибрующей зоны выбирается в зависимости от механических свойств протягиваемого металла. Уменьшение длины приводит к снижению износостойкости инструмента. Поскольку основная деформация металла в предлагаемой волоке перенесена в обжимную зону, длина которой выбрана достаточной для распределения нагрузок, стойкость инструмента значительно возрастает.
Формирование профиля при волочении происходит следующим образом: при входе в сферический рабочий конус волоки металл заготовки как бы “разрезается” (принцип разрезного калибра при прокатке) и перетекает от середины грани к ребрам профиля. Это является одним из условий равномерного и полного заполнения сечения калибрующего пояска волоки.
Вторым непременным условием равномерного и полного заполнения сечения калибрующего пояска является качество подготовки поверхности рабочего конуса волоки.
Опытным путем установлено, что поверхность рабочего конуса волоки шероховатостью Rа≤0,16 мкм способствует уменьшению коэффициента трения металла при волочении и обеспечивает прирост ребер профиля дополнительно на 0,5-0,8 мм на размер, компенсируя величину утяжки в ребрах профиля, которая всегда имеет место при неравномерной деформации при протяжке профиля из круглой заготовки.
Шлифовка и доводка канала твердосплавных шестигранных и других фасонных волок, как правило, осуществляется ручным способом с помощью специальных притиров.
Полировка рабочего конуса и калибрующего пояска твердосплавных фасонных волок на практике не применялась.
Известен способ обработки канала волоки, включающий шлифование и доводку ультразвуковым инструментом с применением абразивной суспензии (см. М.Б.Горловский и др. “Справочник волочильщика проволоки”, М., Металлургия, 1993 г., с. 282-289).
Из механизированных способов шлифовки волок известен, например: способ обработки канала волоки по а.с. №1811932, МПК В 21 С 3/18, опубл. 30.04.92, бюл. №16.
Наиболее близким техническим решением по отношению к заявленному, принятым за прототип, является способ обработки канала волоки для волочения многогранных фасонных профилей, состоящей из обжимной и калибрующей зон, включающий шлифовку калибрующей зоны и полировку обжимной и калибрующей зон (см. И.Ш.Берин и др. Твердосплавные волоки в кабельной промышленности, М., ИНФОРМЭЛЕКТРО, 1971 г., с. 25-28).
Общим недостатком описанных способов является то, что они не обеспечивают достижение шероховатости поверхности рабочего конуса и калибрующего пояска многогранной фасонной волоки после обработки Ra≤0,16 мкм.
Технической задачей изобретения является повышение качества обработки поверхности канала волоки и обеспечение точных геометрических размеров волочильного инструмента.
Поставленная задача решается тем, что в предлагаемом способе обработку канала волоки для волочения многогранных фасонных профилей, состоящего из обжимной и калибрующей зон, осуществляют ультразвуковым методом, при этом полировку производят до достижения шероховатости поверхности после обработки Rа≤0,16 мкм.
Предлагаемый способ осуществляется следующим образом.
Волоку-заготовку из твердого сплава, например ВК8, устанавливают на ультразвуковой станок. Шлифовку калибрующего пояска ведут стержневым притиром, изготовленным из стали 45, сечением, равным сечению калибрующего пояска волоки, с припуском, учитывающим размеры абразивного зерна и последующую полировку волоки. Притиру сообщают ультразвуковые колебания амплитудой до 30 мкм и частотой 22 кГц. При этом используется водная суспензия алмазной пудры зернистостью 20-40 мкм.
Полировку канала волоки (обжимной и калибрующей зон) ведут притиром, изготовленным из твердых пород дерева (бук) с использованием ультразвуковых колебаний амплитудой до 10 мкм и частотой 22 кГц. При этом используется водная суспензия алмазной пудры зернистостью 14-20 мкм.
Данная технология позволяет получать многогранный фасонный профиль из круглой заготовки за один проход.
Предлагаемая волока и способ ее изготовления внедрен на ОАО “Череповецкий сталепрокатный завод”.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волока для волочения тонкостенных многогранных профилей | 1976 |
|
SU590029A1 |
| Волока | 1987 |
|
SU1454533A1 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| Волока | 1989 |
|
SU1650306A1 |
| Волока для волочения изделий | 1987 |
|
SU1438873A1 |
| Волока для волочения прифилей | 1979 |
|
SU856605A1 |
| Роликовая волока | 1980 |
|
SU884783A1 |
| Способ обработки канала волоки | 1991 |
|
SU1811932A1 |
| Составная волока | 1974 |
|
SU692652A1 |
| ВОЛОКА | 1996 |
|
RU2101109C1 |

Группа изобретений относится к волочильному производству, в частности к области изготовления волочильного инструмента для производства фасонных профилей. Задача изобретения - получение за один проход из круглой заготовки многогранного профиля точной геометрической формы при обеспечении высокой износостойкости волочильного инструмента. Волока имеет обжимную и калибрующую зоны, поперечные сечения которых выполнены в виде многоугольников. Многоугольники в поперечных сечениях обжимной зоны волоки выполнены с вогнутыми сторонами, имеющими постоянный радиус скругления по сечениям и стрелу прогиба, уменьшающуюся в направлении к калибрующей зоне. На входе в калибрующую зону волоки величина стрелы прогиба составляет 0,1-0,3 мм. Многоугольники в поперечных сечениях калибрующей зоны волоки выполнены с прямолинейными сторонами. Канал волоки подвергают ультразвуковой обработке: шлифовке калибрующей зоны и последующей полировке обжимной и калибрующей зон до достижения шероховатости поверхности Rа≤0,16 мкм. Изобретение обеспечивает уменьшение коэффициента трения металла при волочении и прирост ребер, компенсируя величину утяжки металла в ребрах профиля. 2 н.п. ф-лы, 2 ил.
| Волока для волочения тонкостенных многогранных профилей | 1976 |
|
SU590029A1 |
| БЕРИН И.Ш | |||
| и др | |||
| Твердосплавные волоки в кабельной промышленности | |||
| - М.: Информэлектро, 1971, с.25-28 | |||
| Способ шлифования канала волоки | 1990 |
|
SU1801647A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Способ прививки растений черенком | 1978 |
|
SU718051A1 |

