Изобретение относится к холодной листовой штамповке и может использоваться для получения деталей типа диска колеса и др. деталей с отверстиями, изготавливаемых вытяжкой или формовкой.
Известен способ изготовления дисков колес, включающий вырубку заготовки, вытяжку детали, пробивку крепежных отверстий и вентиляционных окон (См. книгу Нефедова А.П. Конструирование и изготовление штампов. М. Машиностроение, 1973, стр. 202, рис. 153). Недостатком способа является высокая трудоемкость изготовления деталей, обусловленная необходимостью поочередной пробивки вентиляционных окон за несколько ходов пресса с установкой заготовки в штамп вручную. Это объясняется невозможностью получения штампованных дисков колес с конструктивно требуемыми соотношениями между размерами диска и вентиляционных окон в штампе для одновременной пробивки вентиляционных окон (см. там же стр. 203, рис. 154) на автоматической линии ввиду:
критически низкой стойкости пробивной матрицы, обусловленной существующими размерами вентиляционных окон и относительно большой толщиной пробиваемого метали (для диска колеса ГАЗ-3302-7 мм);
затрудненности удаления крупных неплоских отходов, возникающих при одновременной пробивке окон;
сложности размещения в верхней части штампа группы пуансонов с механизмами, осуществляющими их возвратно-поступательное движение под углом к горизонтальной плоскости, ввиду ограниченности пространства между линейками подающего устройства;
нестабильности работы сложных механизмов привода пуансонов (особенно в условиях автоматической штамповки), требующих особо точной наладки и регулировки.
Известен также способ изготовления дисков колес на автоматической линии, включающий вырубку листовой заготовки ее вытяжку, пробивку центрального и крепежных отверстий и вентиляционных окон (см. GB, заявка N 2043496, кл. B 21 D 53/26, опубл. 1980 г.). Недостатками способа являются повышенный расход листового металла и низкое качество получаемых дисков, что обусловлено сильным влиянием близко расположенных к краю заготовки пробитых вентиляционных окон и приводит к неравномерности получаемой торцевой кромки и высоты диска. Выравнивание кромки диска в зонах последующей автоматической сварки с ободом, где существенные перепады высоты недопустимы, частично достигается за счет придания контуру вырубленной заготовки специальной формы, но, как следствие, приводит к увеличению габаритных размеров исходной заготовки, а также к усложнению рабочего контура вырубного штампа. Нестабильность формообразования диска вследствие расположения полностью пробитых вентиляционных окон в очаге деформации, усугубляется разбросом механических свойств и толщины исходного металла, а также различным состоянием штампа, качеством и количеством технологической смазки.
Целью изобретения является экономия металла за счет уменьшения габаритов заготовки, а также повышение стабильности размеров диска колеса.
Поставленная цель достигается тем, что в способе штамповки дисков колес, включающем вырубку листовой заготовки, ее вытяжку, пробивку центрального и крепежных отверстий и вентиляционных окон выполняют в два приема: сначала перед вытяжкой пробивают часть окна прилегающую к центральной зоне диска, что позволяет при дальнейшем формообразовании получить диск с равномерной торцевой кромкой в зоне последующей сварки с ободом, затем после вытяжки, после чего в образовавшейся стенке пробивают оставшуюся часть окна, получая при этом деталь со стабильными размерами по высоте в пределах заданных допусков. При этом, за счет существенного повышения равномерности формообразования детали вследствие удаленности пробиваемых в плоской заготовке узких периферийных зон от очага деформации и края вытягиваемой заготовки, достигается уменьшение неуправляемого фестонообразования, а значит габаритов исходной заготовки, и возможность автоматической сварки диска с ободом. Кроме того, упрощение контура листовой заготовки, представляющего собой либо окружность, либо квадрат с закругленными в соответствии с расчетным диаметром углами, существенно упрощает изготовление и эксплуатацию вырубного штампа.
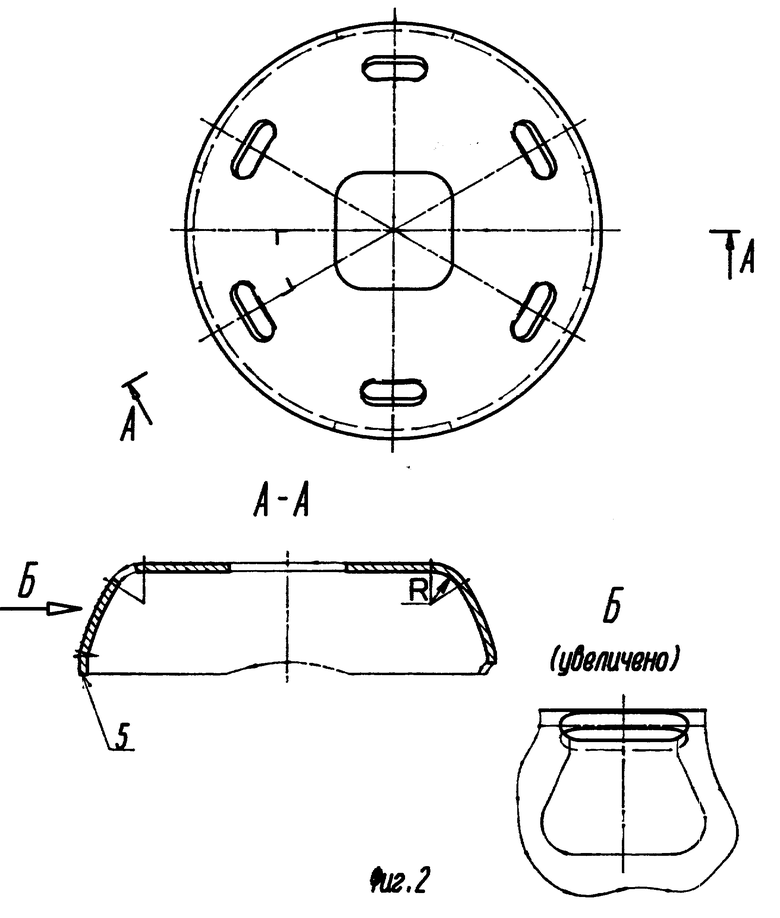
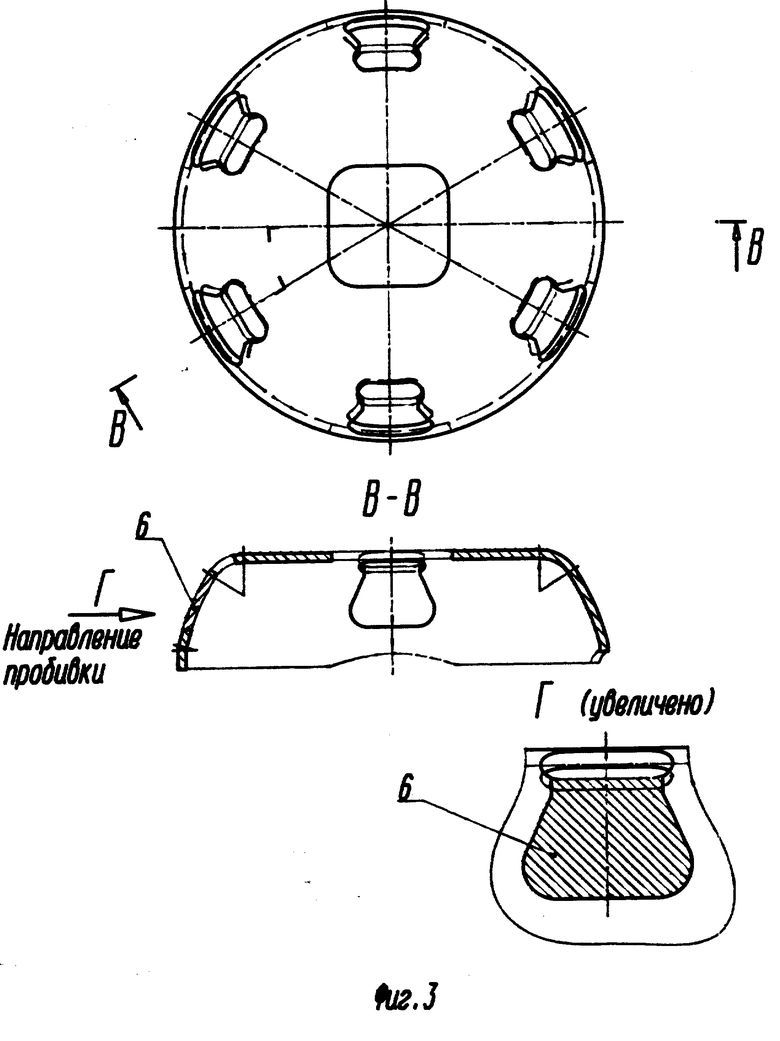
На фиг. 1 показана листовая заготовка диска колеса с пробитым фиксационным отверстием и предварительно пробитыми, прилегающими к центральной части диска, зонами вентиляционных окон; на фиг. 2 полуфабрикат диска колеса после операции вытяжки; на виде по стрелке Б контур предварительно пробитого вентиляционного окна; на фиг. 3 диск колеса после пробивки периферийных зон вентиляционных окон ( на виде по стрелке Г заштриховано).
Способ осуществляется следующим образом.
Сначала получают листовую заготовку 1 (фиг. 1) с центральным фиксационным отверстием 2 и прилегающими к центральной части диска узкими отверстиями 3, являющимися внутренними зонами вентиляционных окон. При этом, наружный контур заготовки может представлять собой как окружность расчетного диаметра D, так и (в случае "спицевого" варианта конструкции колеса) фигуру в виде квадрата с закругленными по дугам 4 окружности D углами, по которым диск приваривается к ободу колеса.
Затем, базируя плоскую заготовку на фиксационное отверстие 2 (фиг. 2), вытягивают форму диска. При этом, ввиду удаленности предварительно пробитых частей вентиляционных отверстий от очага деформации, отсутствия их взаимодействия с перетяжной кромкой матрицы и удаленности от края заготовки, влияние отверстий на формообразование диска оказывается несущественным, что обеспечивает стабильную высоту H и требуемую равномерность кромки металла в спицевых зонах торца 5 вытянутой детали. В результате отпадает необходимость в пробивке зон вентиляционных окон на радиусе R перехода "седла" в стенку диска, т.е. создается возможность окончательной пробивки оставшихся периферийных зон 6 окон (фиг. 2) посредством горизонтального движения пробивных пуансонов. Достигнутая равномерность формообразования, при этом, обеспечивает возможность вырубки спицевых зон заготовки по дугам окружности D, что резко упрощает изготовление и ремонт вырубного штампа.
Далее в вытянутой детали выполняют пробивку центрального и крепежных ("болтовых") отверстий и др. операции ( не показано). После этого производят окончательное формирование вентиляционных окон пробивкой зон 6 (на фиг. 3 заштриховано) за счет горизонтального движения пробивных пуансонов, приводимых посредством простых устройств, например клиновых, расположенных на нижней плите штампа и не требующих особо точного исполнения, наладки и ухода. Существенно при этом облегчается и удаление отходов ("выдры"), что объясняется их меньшими размерами и плоской формой.
Далее готовый диск поступает на линию сборки-сварки с ободом колеса.
Пример. Ведется подготовка к реализации способа при изготовлении "диска колеса 3302-3101016" полуторатонного автомобиля "Газель". На автоматическом комплексе АККБ-2040.21 от полосы шириной 435 мм отрезается квадратная заготовка размерами прибл. 7x435x435 мм и пробивается квадратное фиксационное отверстие, а также прилегающие к центру узкие зоны шести вентиляционных отверстий габаритными размерами прибл. 20x70 мм). Далее по транспортной системе заготовка поступает на автоматическую штамповочную линию АЛ-522.91.500 на базе прессов усилием 1000 тонн, где штампуется за 5 технологических переходов:
1. Обрезка углов по дугам окружности D-452 мм
2. Вытяжка формы детали
3. Пробивка центрального и болтовых отверстий
4. Окончательная пробивка вентиляционных окон с полными размерами приблизительно 65x70 мм.
5. Правка детали
Получаемые диски соответствуют требованиям чертежно-технической документации и по равномерности "спицевых" (привариваемых) кромок обеспечивают возможность автоматической сварки с ободом. Одновременно, по сравнению с ранее действовавшим технологическим процессом автоматической штамповки дисков, достигается снижение нормы расхода проката прибл. на 1,4 кг на одну деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ | 1997 |
|
RU2118220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Способ изготовления полых деталей | 1984 |
|
SU1240489A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2009 |
|
RU2438823C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2547063C2 |
Изобретение относится к холодной листовой штамповке и может использоваться для получения деталей типа диска колеса и других деталей с отверстиями, изготавливаемых вытяжкой или формовкой. Задачей, решаемой изобретением, является экономия металла за счет уменьшения габаритов заготовки, а также повышение стабильности размеров диска колеса. Задача решается за счет того, что в способе штамповки дисков колес, включающем вырубку листовой заготовки, ее вытяжку, пробивку центрального и крепежных отверстий и вентиляционных окон, пробивку вентиляционных окон выполняют в два приема: сначала перед вытяжкой пробивают часть окна, прилегающую к центральной зоне диска, что позволяет при дальнейшем формообразовании получить диск с равномерной торцевой кромкой в зоне последующей сварки с ободом, затем после вытяжки в образовавшейся стенке пробивают оставшуюся часть окна, получая при этом деталь со стабильными размерами по высоте в пределах заданных допусков. 3 ил.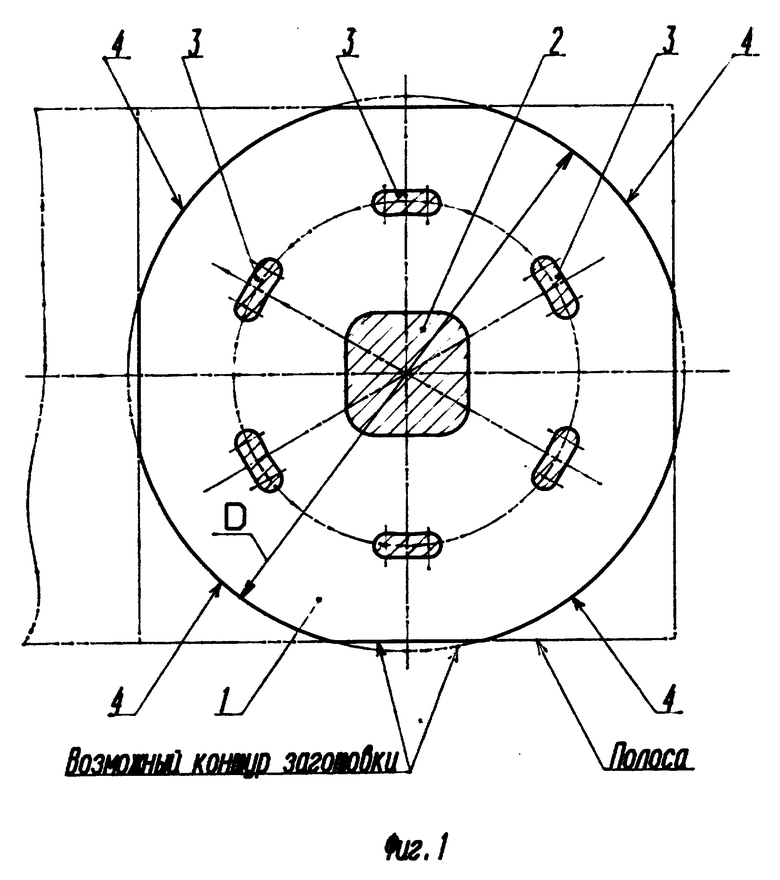
Способ штамповки дисков колес, включающий вырубку листовой заготовки, ее вытяжку и пробивку центрального и крепежных отверстий и вентиляционных окон, отличающийся тем, что пробивку вентиляционных окон выполняют в два приема - сначала перед вытяжкой пробивают часть окна, прилегающую к центральной зоне диска, а потом после вытяжки в образовавшейся стенке пробивают оставшуюся часть окна.
| GB, заявка, 2043496, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
