Изобретение относится к области порошковой металлургии, а именно к обработке твердых сплавов, и может быть использовано для упрочнения твердосплавного инструмента комплексной обработкой водородом и облучением малыми дозами гамма-квантов, вследствие чего повышается ресурс его работы.
В порошковой металлургии известны различные способы упрочнения инструмента.
Известен способ обработки твердосплавного инструмента, включающий ионизирующее облучение, в котором изделие облучают бета-лучами, протонами и 3He+-ионами в вакууме или атмосфере инертного газа (см. например, заявка Великобритании N 1478452, кл. B 22 F 3/24, 1977 прототип).
Недостатком известного способа является то, что обрабатывается только поверхность инструмента и после его переточки требуется проведение повторных обработок.
Известен способ предотвращения долговременных изменений формы под действием водорода в палладии и его сплавах. Для этого полосу для электрических контактов, прокатываемую из палладия и его сплава, термообрабатывают в атмосфере водорода. Последующую термообработку проводят, увеличивая растяжение в атмосфере, не содержащей водород (см. например, заявка Японии N 59-43542, кл. C 22 F 1/14, 1984).
Недостатком известного способа является необходимость приложения механических напряжений, что неприемлемо для твердых сплавов.
Известен способ предотвращения водородного охрупчивания металлов и сплавов, заключающийся в том, что на металл, сплав или сварочные участки металла или сплава направляют ионизированный радиоактивный луч. Поглощенный водород удаляют принудительным диффундированием (см. например, заявка Японии N 59-44384, кл. C 22 F 3/00, 1984).
Недостатком известного способа является то, что радиацией обрабатываются отдельные участки металла или сплава, тогда как для упрочнения инструмента необходимо облучать одновременно весь объем инструмента.
Задачей изобретения является разработка технологического способа упрочнения твердосплавного инструмента, повышения его износостойкости при обработке различных материалов.
В предложенном способе для повышения работоспособности твердосплавного инструмента после введения в его объем атомов водорода при их введении в твердый сплав накапливаются в порах, трещинах, на границах зерен, вызывая дополнительные напряжения. При облучении атомы водорода ионизируются и за счет этого гигантски усиливается их коэффициент диффузии. Сечение взаимодействия гамма-квантов с атомами водорода составляет колоссальную величину (- 10-16 см2), в результате чего происходит возбуждение водородной атмосферы, энергия мод которой передается ядерной подсистеме твердого сплава и его структура самоорганизуется. Однако для протекания процессов самоорганизации необходима большая плотность дефектов, которая и создается предварительным введением атомов водорода. В процессе облучения протекают цепные процессы аннигиляции дефектов, структура твердого сплава переходит в более равновесное состояние по сравнению с исходным состоянием, повышается адгезия зерен. Водород выходит из твердого сплава, при этом уменьшается количество трещин, повышается пластичность и уменьшается коэффициент трения. Все это в конечном итоге приводит к упрочнению твердосплавного инструмента и повышению его работоспособности.
Изобретение иллюстрируется следующими примерами.
Водород в резцы формы Г-53 из твердого сплава ВК-8 и твердого сплава Т15К6 вводят электролитическим способом из децинормального раствора серной кислоты или карбоната натрия при плотности тока 10 мА/см2 в течение 30 мин. Контроль за содержанием водорода осуществляется взвешиванием образца из твердого сплава, количество введенных дефектов оценивают измерением электрического сопротивления. Облучение проводят на облучательной установке "Исследователь" интегральным потоком гамма-квантов 1•105 P. После облучения резцы монтируют в короночном кольце диаметром 44 мм и фиксируют при помощи кернения.
Затем проводится бурение в блоках кварцевого диорита (IX категория по буримости) при частоте вращения коронок 155 об/мин, интенсивности промывки скважин 7 л/мин и осевой нагрузке на резец 25 кгс.
До и после бурения резцы взвешивались на весах с точностью 0,001 г и абразивный износ определялся по потере массы. Проводилось бурение 50 резцами по предложенному и известному способам.
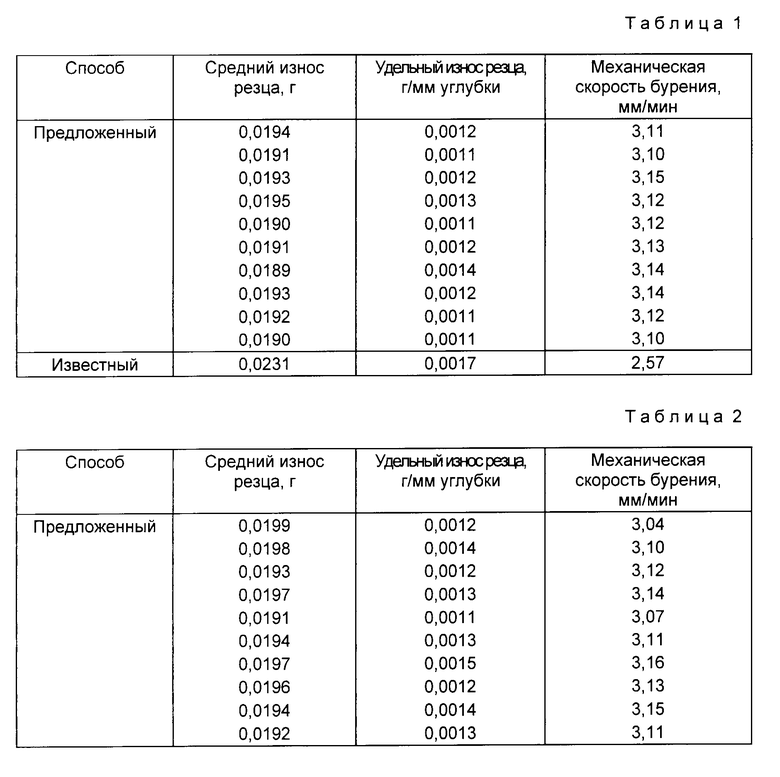
Результаты измерений для резцов из твердого сплава ВК-8 представлены в табл. 1 и для резцов из твердого сплава Т15К6- в табл. 2.
Приведенные результаты свидетельствуют о том, что введение водорода и последующее облучение гамма-квантами приводит к уменьшению износа и повышению механической скорости бурения твердосплавного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2168393C2 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 1995 |
|
RU2101456C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| Способ обработки твердосплавного инструмента | 1987 |
|
SU1498820A1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 2001 |
|
RU2195388C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2008 |
|
RU2374040C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2011 |
|
RU2465985C1 |
| ТВЕРДОСПЛАВНАЯ МИКРОФРЕЗА С АЛМАЗНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2017 |
|
RU2658567C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698490C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
Изобретение относится к области порошковой металлургии, а именно к обработке твердых сплавов, и может быть использовано для упрочнения твердосплавного инструмента комплексной обработкой водородом и облучением малыми дозами гамма-квантов, вследствие чего повышается ресурс его работы. Задача предполагаемого изобретения заключается в разработке технологического способа упрочнения твердосплавного инструмента, повышении его износостойкости при обработке различных материалов. Поставленная задача решается тем, что в инструмент электролитически вводят водород и после введения водорода проводят облучение инструмента гамма-квантами источника кобальт-60. Положительный эффект. Найденный способ упрочнения твердосплавного инструмента обладает рядом преимуществ, которые выражаются в том, что упрочненный инструмент дает стабильно высокую скорость обработки различных материалов, имеет малый средний и удельный износ в процессе работы. 2 табл.
Способ упрочнения твердосплавного инструмента, включающий облучение, отличающийся тем, что перед облучением в инструмент электролитически вводят водород, а облучение инструмента проводят гамма-квантами источника кобальт-60.
| Заявка Великобритании N 1478452, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
