Изобретение относится к производству абразивных инструментов на основе изготовления абразивной смеси из материалов с различными характеристиками твердости и хрупкости.
Инструменты, изготовленные таким образом, могут быть использованы для чистовой обработки труднообрабатываемых сплавов, а также цветных металлов, керамики и камня.
Известен способ изготовления абразивного инструмента на основе вулканизирующих связующих, который предусматривает приготовления абразивной смеси, прокатку ее в валках, последующую вырубку и ее вулканизацию [1]
Недостатком инструмента, изготовленного по указанному способу, является низкая износостойкость, обусловленная малой адгезией связки к абразивному зерну.
Последнее может быть связано как с неудачно выбранными наполнителями, так и с наличием в теле инструмента раковин и пустот, оставшихся после прокатки смеси.
Наиболее близкими по технической сущности к заявляемому способу является способ изготовления абразивного инструмента на основе металлоабразивных элементов, при котором производят холодное прессование заготовки, включающей порошки алмазных зерен и карбоборидных зерен со связкой, полученную заготовку пропитывают связкой на основе медных сплавов, для пропитки заготовок связкой берут блок-форму из корундовой керамики, порошки алмазных и карбоборидных зерен со связкой размещают в ней по меньшей мере в два слоя, верхний слой формируют из материала связки, а в качестве связки, входящей в смесь с карбоборидными зернами, берут порошок металла, образующий соединение с углеродом и бором, в количестве 0,02-0,2 мас. металлоабразивного элемента, при этом карбоборидных зерен берут в количестве 5-10 мас. металлоабразивного элемента и фракции более низкой, чем фракция алмазных зерен.
В качестве указанного порошка металла берут металл, выбранный из группы Mo, Ni, Cr или их смесь [2]
Недостатком прототипа является потеря рабочих свойств при выкрашивании с поверхности рабочей части алмазных зерен. Кроме того, в случае образования пустот и каверн при выкрашивании в теле инструмента снижается его износостойкость и работоспособность.
Техническим результатом заявленного способа является повышение качества рабочих свойств изготовляемого описанным способом инструмента за счет использования смеси алмазных абразивных зерен и хрупких соизмеримых с их размерами частиц наполнителя со связующим материалом, из которой сформирована рабочая часть инструмента. Происходящее в процессе эксплуатации выкрашивание наружной поверхности инструмента при этом приводит к образованию пор, сколов и т. п. которые не ухудшают, а улучшают абразивные режущие функции инструмента, за счет улучшения условий отвода материалов шлифования и увеличении плеча режущего звена, повышая ресурс инструмента.
Указанный технический эффект достигается тем, что формируют рабочую часть инструмента путем заполнения блок-формы смесью из алмазных зерен и соизмеримых с ними частиц наполнителя со связующим из металла. Блок-форму выполняют в виде графитового стакана, внутренние стенки которого имеют шероховатую поверхность, размеры неровностей которой соизмеримы с размерами алмазных зерен, перед заполнением блок-формы, в центральной ее части размещают держатель инструмента с гнездами на поверхности, предназначенными для размещения в них части алмазных зерен и/или частиц наполнителя, алмазные зерна предварительно плакируются металлической пленкой, заполнение блок-формы осуществляют смесью со связующим в расплавленном состоянии.
Кроме того, при формировании рабочей части до 95% заполняемой блок-форму смеси составляют частицы с твердостью менее чем в 1,5 раза меньшей твердости алмазных зерен и более чем в 1,5 раза большей хрупкости.
В качестве частиц наполнителя могут использоваться частицы SiO2, например, стекла, песка и/или кварца.
В качестве частиц наполнителя используют гранулы металла или сплава металла, в качестве сплава связки используют, например, мельхиор.
На фиг. 1 показан инструмент, который изготавливают по предложенному способу; на фиг. 2 а) и б) поверхность инструмента с образованием сколов; на фиг. 3 алмазное зерно, покрытое пленкой, например, из Mo.
Инструмент изготавливаемый по данному способу содержит держатель 1 с гнездом 2, предназначенными для размещения в них части алмазных зерен с пленкой и/или частиц наполнителя, металлическая связка 3 (связующее), алмазные зерна 4, частицы 5 наполнителя, блок-форма 6 в виде графитового стакана, шероховатая поверхность 7 графитового стакана, формирующая наружную поверхность рабочей части изготовляемого инструмента.
При изготовлении абразивного инструмента указанным способом формируют режущую рабочую часть путем перемещения алмазных зерен 4 и частиц 5 различной твердости и хрупкости за счет проникновения и перенесения алмазных зерен 4 с нанесенной на них металлической пленкой, например Mo и частиц 5 наполнителя внутри всего объема блок-формы 6. Заполнение блок-формы 6 в центральной ее части вблизи держателя 1 с гнездами 2 алмазными зернами 4 и/или частицами 5 наполнителя позволяет за счет процесса отверждения расплавленного металлического связующего (металлической связки 3) жестко скрепить держатель 1 с режущей частью /рабочей/ инструмента.
Выполнение блок-формы 6 в виде графитового стакана с шероховатой внутренней поверхностью 7 формирует неровности на внешней поверхности рабочей части инструмента, что улучшает его режущие качества.
Предварительное плакирование алмазных зерен 4 металлической пленкой 8 позволяет в процессе отверждения расплавленного металлического связующего 3 в смеси из покрытых металлической пленкой, например, молибденом алмазных зерен 4 и частиц 5 наполнителя осуществлять формирование рабочей части инструмента посредством диффузионных процессов между всеми компонентами, участвующими в процессе изготовления.
Выполнение режущей части инструмента в виде смеси твердых алмазных зерен 4 и достаточно хрупких частиц 5 наполнителя формирует в процессе работы инструмента "незасаленную", сколотую, неровную поверхность, обрабатывающую различные материалы, т.е. это улучшает режущие функции инструмента в целом. На фиг. 2а показаны виды сколов, выпадение частицы наполнителя из лунки. На фиг. 2б показан выступ зерна на поверхности, формирующей плечо рычага с опорой.
Способ осуществляют следующим образом.
Первоначально изготавливают блок-формы 6 из графитовых стаканов.
В каждой их этих блок-форм размещают соответствующие держатели 1, на поверхности которых выполняют гнезда 2 /любым известным образом, отливкой или посредством специального выполнения канавок и т.п./. Далее осуществляют заполнение блок-формы плакированными, покрытыми металлической оболочкой алмазными зернами 4 и частицами 5 наполнителя. Затем в заполненную блок-форму 6 вводят связующий металл 3 или сплав металла, например, мельхиор в расплавленном состоянии. Таким образом, осуществляют, по существу диффузионную сварку зерен алмаза, покрытых металлом, и частиц друг с другом и с металлом или сплавом связки. В результате образуется режущая часть инструмента, выполненная вышеуказанным образом и жестко скрепленная с держателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2092302C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОАБРАЗИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2042499C1 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ ОСНАЩЕНИЯ БУРОВЫХ ДОЛОТ | 2020 |
|
RU2744213C1 |
| СТРУКТУРИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2650459C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2013 |
|
RU2535195C1 |
| Металлическая связка для абразивного инструмента | 1983 |
|
SU1087320A1 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |


Использование: производство абразивных инструментов на основе изготовления абразивной смеси из материалов с различными характеристиками твердости и хрупкости. Сущность изобретения: согласно описываемому способу изготовления абразивного инструмента, используют неметаллическую блок-форму с шероховатой поверхностью, размеры неровностей которой соизмеримы с размерами алмазных зерен. Перед заполнением блок-формы в ее центральной части размещают держатель с гнездами для размещения алмазных зерен, предварительно покрытых металлической пленкой и/или частиц наполнителя, после чего заполняют металлическим связующим в расплавленном состоянии. В качестве наполнителя используют частицы с твердостью меньшей твердости алмазных зерен и хрупкостью больше хрупкости алмазных зерен. 5 з.п. ф-лы, 3 ил.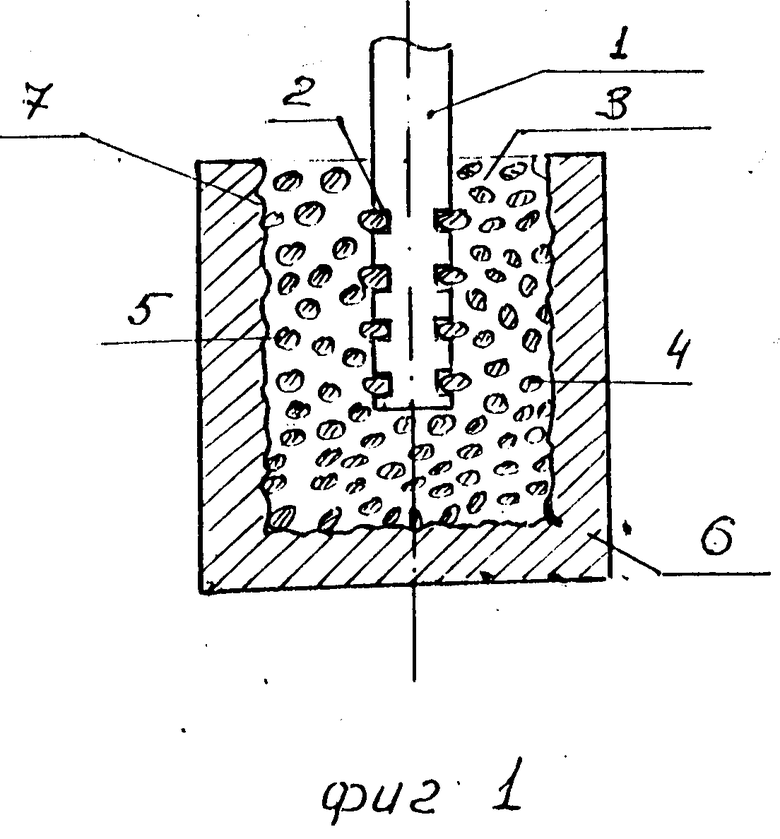
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ производства абразивного инструмента | 1980 |
|
SU921838A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОАБРАЗИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2042499C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

