Изобретение относится к производству абразивных инструментов методами порошковой металлургии.
Большинство металлоабразивных мелкоразмерных инструментов получают электрохимическими методами реже спеканием, в том числе горячей допрессовкой порошковых заготовок в различных защитных средах. Применяемые для этих целей технологии из-за большого количества переменных факторов затрудняют поддержание стабильности основных параметров при серийном производстве, что в ряде случаев снижает качество, производительность изготовления мелкоразмерного инструмента (авт.св. 1703718, кл. С 25 D 5/02, 1989).
Известно также, что при получении металлоабразивных инструментов из импрегированных материалов процесс изготовления каждого инструмента проводится индивидуально в узком температурном интервале (авт.св. 1069982, кл. В 24 D 3/34, 1982).
Наиболее близким к предлагаемому способу является способ изготовления алмазных элементов, по которому на пористую заготовку накладывают порошкообразный легкоплавкий пропиточный материал. Для повышения качества инструмента пропиточный материал берется в капсуле, открытой со стороны, сопряженной с пористой заготовкой, при этом количество материала капсулы и порошкообразного материала составляет 1:(1-4). В порошкообразный материал вводят активирующие добавки для понижения температуры его плавления. Основным недостатком способа является невозможность применения его для изготовления мелкоразмерного инструмента в многогнездных формах, так как практически не удается достичь за несколько минут стабилизации температурного градиента в объеме всей формы, что приводит к неполному цементированию алмазных зерен пропиточным материалом. При работе инструмента рабочая поверхность его засаливается и алмазные зерна приходится механически вскрывать, что приводит к преждевременному износу. Засаливание усиливается при использовании пропиточных материалов на основе медных сплавов, когда на стыке алмазных зерен выбранной фракции образуются округлой формы пластичные участки твердого раствора меди. Образованию скоплений способствует также перенагрев легкоплавких составляющих из-за концентрации, неравномерности, теплового поля при блочном (многогнездном) изготовлении инструментов в графитовых формах. Брак составляет не менее 30%
Цель изобретения повышение качества и производительности изготовления износостойких головок при мелкосерийном производстве с широкой номенклатурой конфигураций и размеров, в частности стоматологического назначения.
Цель достигается путем стабилизации температурного градиента при цементировании алмазных зерен сплавами меди за счет применения блока керамических форм для профилирования геометрии сендвич-головок из композиционного материала дополнительно содержащего 5-10% карбоборидных зерен, величиной более низкой фракции по отношению к алмазу с 0,025-0,2 мас. молибдена, никеля, хрома или их смеси.
Введением послойно (сендвич) абразивных зерен иной фракции достигается разделение и регулирование содержания и плотности упаковки алмазных зерен в металлооснове. Более плотная упаковка алмазоабразивных зерен, (снижающих скорость движения металлической жидкости), высокая смачиваемость (взаимодействие абразивных зерен с поверхностью расплава) ускоряют диффузионные процессы жидкофазного спекания и тем самым устраняется возможность образования округлых пластичных участков. Процесс синтеза композиционного металлоабразивного материала протекает равномерно по всему объему и формирование сендвич-головок заканчивается одновременно.
Способ исключает брак, повышает износостойкость головок благодаря устранению эффекта засаливания. Кроме того сокращаются трудозатраты за счет замены одноразовых графитовых форм на керамические, срок службы которых составляет не менее 10 циклов работы.
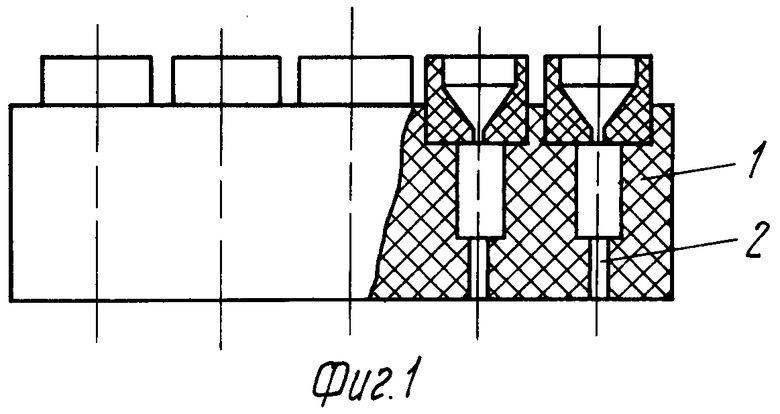
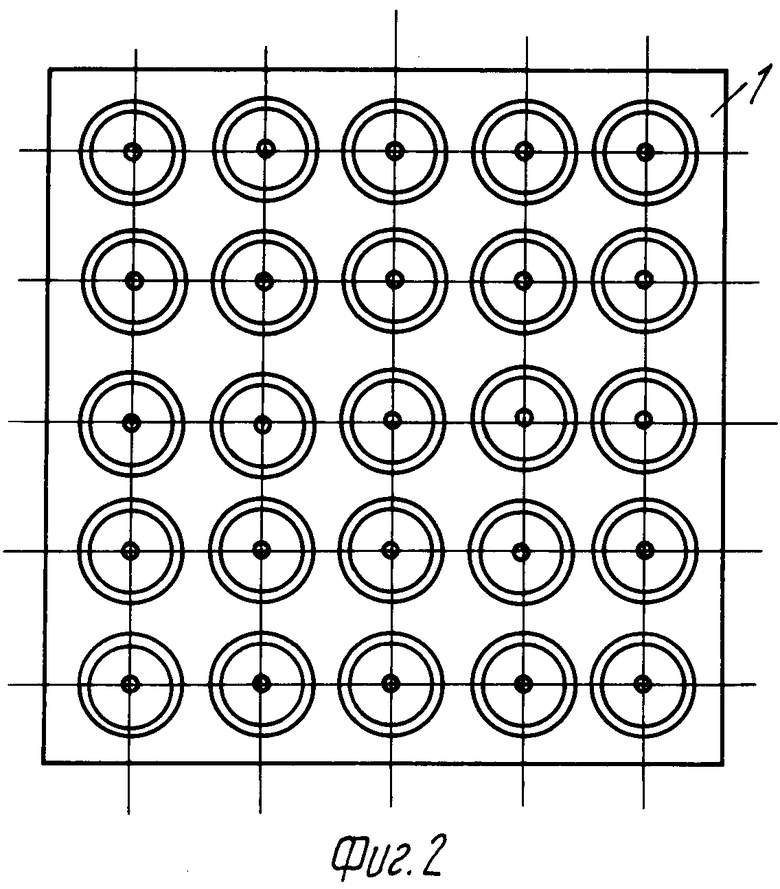
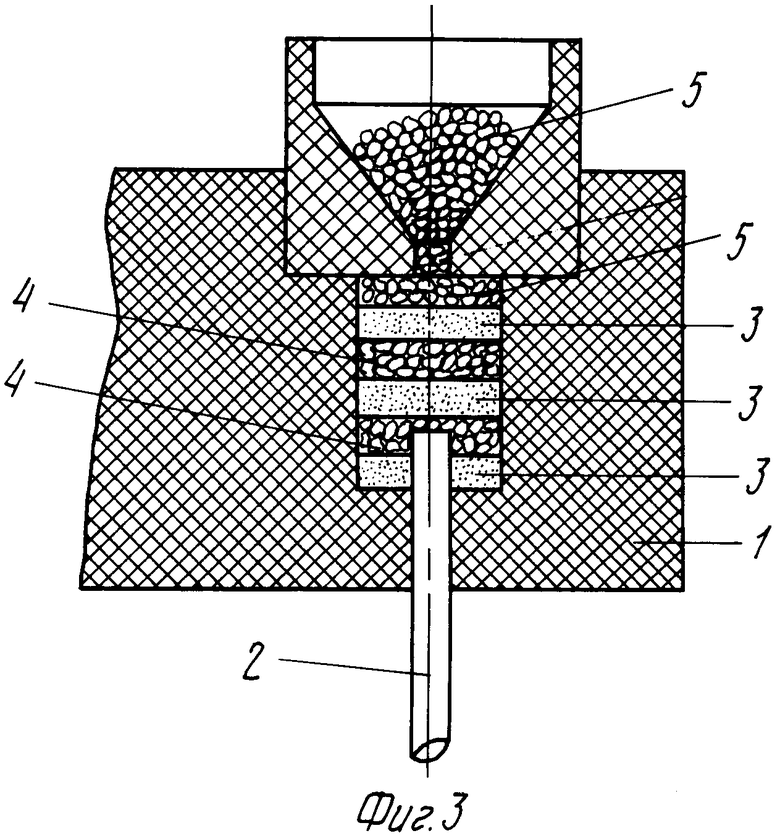
На фиг. 1 изображена блок-форма; на фиг.2 то же, вид сверху; на фиг.3 пример загрузки одной из форм.
Способ изготовления металлоабразивных алмазосодержащих головок заключается в следующем.
Первоначально изготавливают блок-форму из корундовой керамики.
В этой блок-форме 1 размещается несколько металлических хвостовиков 2 и производится засыпка компонентов смеси. Изготовление блок-формы из корундовой керамики позволяет получить несколько эффектов. Во-первых, повышается срок службы формы по сравнению с такой же формой, изготовленной из графита. Во-вторых, за счет меньшей теплопроводности керамики, достигается снижение температуры металлических хвостовиков, что исключает их деформацию. И, самое главное, за счет большей температурной инерционности блок-формы, в процессе термообработки удается снивелировать температурные перепады, возникающие непосредственно в печи, что позволяет получить градиент температуры в объеме всего блока форм не более 5оС.
После сборки блока керамических форм производят виброзасыпку композитных материалов. Засыпку производят в несколько слоев. Первый слой образован алмазным порошком 3, затем засыпают карбоборидные зерна 4 с примесью металла в виде порошка. В качестве металла берут молибден, или никель, или хром. Может быть использована также смесь этих металлов. Количество карбоборидных зерен составляет 5-10% от общей массы головки инструмента. Количество металлического порошка, добавляемого в карбоборидные зерна, составляет 0,025-0,2% от общей массы головки. При этом фракция карбоборидных зерен должна быть ниже, чем фракция алмазных зерен. Это позволяет достичь более плотной упаковки зерен смеси в форме, что обеспечивает более высокое качество инструмента. Последний слой при виброзасыпке образован материалом связующего металла медным сплавом 5.
После засыпки блок-форму помещают в вакуумную печь, где и производится процесс спекания.
Наилучший результат был получен при условии поддержания градиента температуры в объеме всего блока форм не более 5оС.
П р и м е р. Расчет навесок для получения алмазных сендвич головок производится по формуле Р γ ˙V, г, где γ плотность головки, γ= 8,1 г/см3.
Р Pa + Pаб + Рс,
где Ра навеска алмазных зерен, Ра (0,17 0,20)˙ Р; Раб навеска абразивных зерен, Раб (0,08 0,10) ˙Р; Рс навеска частиц сплава; Рс (0,75 0,70) ˙Р.
Для изготовления в блоках 100 шт. головок размером Ф Н 0,45 ˙1 см навески составляет: Р 8,1˙ 0,16 12,96 г.
Ра 0,2˙ 12,96 2,592 г; Раб 0,1 ˙12,96 1,296; Рс 0,7 ˙12,96 9,072 г.
В примере использован алмаз АС32м 160/125; абразив карбоборид кремния с 0,2 мас. Мо:Ni 1:1; сплав медноникелевый.
Собранный блок керамических форм устанавливался на вибростенде. Навески зерен засыпались в формы частями, послойно в следующей последовательности: 1/3 Ра 1/2 Раб 1/3 Ра 1/2 Раб 1/3 Ра 1/5 Рс Рс остальное. Продолжительность виброутряски 10 с. Этажерка с 4 блоками форм переносилась в вакуумную печь. При температуре 1000оС давалась выдержка 5 мин, после чего стабилизировалась температура 1050±5оС при выдержке 100 с. При комнатной температуре разгружалась этажерка. Все 100 форм раскрывались для извлечения головок. Из партии 100 шт. головок были испытаны 10 шт. в сравнении с гальваническими аналогичного профиля.
Испытания проведены на стоматологической бормашине с гибким рукавом БЭТСГ-03 по следующему режиму: скорость вращения головки 3-10 тыс. об/мин; продольная подача 0,2 м/мин.
Результаты испытаний следующие: безотказная наработка каждой из 10 головок составила по сравнению с 2,5 ч гальванических.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 1994 |
|
RU2056994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2092301C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ПРОПИТКИ АЛМАЗОСОДЕРЖАЩИХ БРИКЕТОВ ЛЕГКОПЛАВКИМИ МЕТАЛЛАМИ И СПЛАВАМИ | 2014 |
|
RU2580264C1 |
| Способ изготовления абразивного инструмента | 1988 |
|
SU1620280A1 |
| Способ изготовления керамического защитного элемента системы гамма-каротажа роторных управляемых систем (варианты) | 2022 |
|
RU2798534C1 |
| Способ изготовления алмазного инструмента | 1991 |
|
SU1817748A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО МАТЕРИАЛА (ВАРИАНТЫ), УСТРОЙСТВА НА ОСНОВЕ ЭТОГО МАТЕРИАЛА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2157431C2 |
| Способ получения сфероидизированных гранул металлокерамического композиционного материала на основе молибдена | 2022 |
|
RU2785385C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРАТА КУЛЬТУРЫ КЛЕТОК БРУЦЕЛЛ ИЗ ШТАММА Brucella abortus 19 ДЛЯ ПРИГОТОВЛЕНИЯ БРУЦЕЛЛЕЗНЫХ АНТИГЕНОВ, БРУЦЕЛЛЕЗНЫЕ АНТИГЕНЫ (ТРИ ВАРИАНТА), СПОСОБ ИЗГОТОВЛЕНИЯ БРУЦЕЛЛЕЗНОЙ ДИАГНОСТИЧЕСКОЙ СЫВОРОТКИ И ТЕСТ-СИСТЕМЫ ДЛЯ ДИАГНОСТИКИ БРУЦЕЛЛЕЗА ЖИВОТНЫХ (ТРИ ВАРИАНТА) | 2014 |
|
RU2593712C2 |
Использование: для производства алмазосодержащего абразивного инструмента. Сущность изобретения: головки абразивного инструмента формируют в блок-формах из корундовой керамики. Засыпку ведут послойно слоями из алмазных и карбоборидных зерен. Карбоборидные зерна содержат металлический порошок, в качестве которого берут Mo, Ni, Cr или смесь этих металлов. 1 з.п. ф-лы, 3 ил.
| Способ изготовления алмазных элементов | 1988 |
|
SU1705052A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Пуговица для прикрепления ее к материи без пришивки | 1921 |
|
SU1992A1 |
