Изобретение относится к производству абразивных инструментов на основе изготовления абразивной смеси из материалов с различными характеристиками по твердости и по хрупкости.
Известны металлоабразивные инструменты, получаемые электрохимическими методами или спеканием, в том числе горячей допрессовкой порошковых заготовок в различных защитных средах. Применяемые для этой цели технологии из-за большого количества переменных факторов затрудняют стабильность основных параметров при серийном производстве, что в ряде случаев снижает качество изготовляемых инструментов /1,2/.
Наиболее близким по технической сущности к данному является абразивный инструмент /3/, который содержит держатель, жестко скрепленный с рабочей частью, выполненной в виде смеси абразивных алмазных зерен и частиц наполнителя с металлическим связующим (прототип).
Его недостатком является потеря рабочих свойств при выкрашивании с поверхности рабочей части алмазных зерен. Кроме того, в случае образования пустот и каверн при выкрашивании в теле инструмента снижается его износостойкость.
Целью изобретения является повышение качества рабочих свойств изготовляемого инструмента за счет использования смеси алмазных абразивных зерен и хрупких соизмеримых с их размерами частиц наполнителя со связующим материалом, из которой сформирована рабочая часть инструмента. Происходящее в процессе эксплуатации выкрашивание наружной поверхности инструмента при этом приводит к образованию пор, сколов и т. п. которые не ухудшают, а улучшают абразивные режущие функции инструмента за счет улучшения условий отвода материалов шлифования и увеличения плеча режущего звена, повышая ресурс инструмента.
Указанная цель достигается тем, что абразивный инструмент, содержащий рабочую часть, выполненную из смеси жестко связанных посредством металлического связующего алмазных зерен и соизмеримых с ними частиц наполнителя, распределенных по ее объему, и держатель, размещенный в центральной зоне рабочей части, имеет гнезда, предназначенные для размещения в них алмазных зерен и/или частиц наполнителя, связь алмазных зерен с металлическим связующим выполнена в виде нанесенной на их поверхности плакирующей металлической пленки, наружная поверхность рабочей части выполнена шероховатой.
Рабочая часть содержит до 95 частиц наполнителя с твердостью менее, чем в 1,5 раза меньше твердости алмазных зерен и более чем в 1,5 раза большей хрупкости. Кроме того, рабочая часть содержит частицы наполнителя из SiO2, например, стекла, песка и/или кварца. Кроме того, рабочая часть содержит частицы наполнителя в виде гранул металла и/или сплава металла. Кроме того, металлическое связующее рабочей части выполнено из мельхиора.
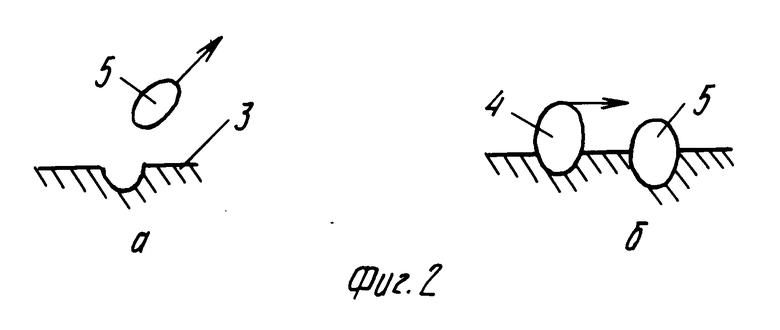
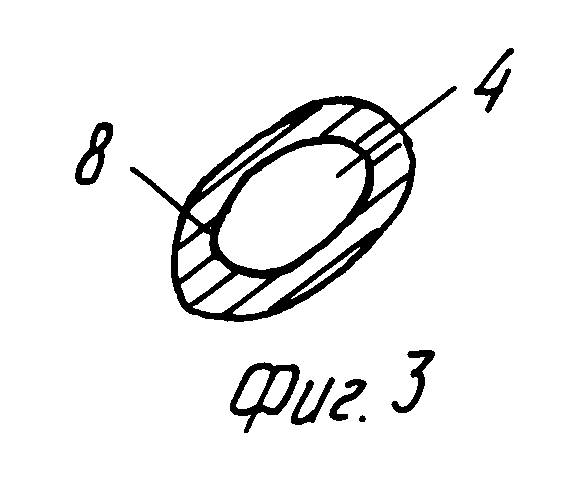
На фиг. 1 показан внешний вид инструмента; на фиг. 2а наружная поверхность инструмента с образовавшимся сколом; на фиг. 2б различные частицы на наружной поверхности, создающие за счет плеча рычага с опорой момент дополнительного воздействия; на фиг. 3 алмазное зерно с нанесенной на него посредством плакирования металлической пленкой (например, молибденовой) для лучшего закрепления в расплавленном металле, который связывает алмазные зерна.
На фиг. 1 показан инструмент, содержащий держатель 1 с гнездами 2, металлическая связка 3, гнезда 2 предназначены для размещения в них части алмазных зерен 4 и/или частиц наполнителя 5, блок-форма 6 в виде графитового стакана, в котором изготавливается инструмент, шероховатая поверхность 7 наружной стороны рабочей части инструмента.
На фиг. 3 показано алмазное зерно 4 с нанесенной на его поверхности плакирующей металлической пленкой 8.
Рабочую часть инструмента образует смесь алмазных зерен 4 с металлической пленкой 8, частицы 5 наполнителя и металлическое связующее 3 (металлическая связка).
Инструмент выполняют следующим образом.
Берут блок-форму 6 в виде графитового стакана, внутренние стенки которого имеют шероховатость 7, размеры неровностей которых соизмеримы с размерами алмазных зерен.
В центральной части блок-формы 6 размещают держатель 1, который имеет гнезда 2, предназначенные для размещения в них алмазных зерен 4 и/или частиц 5 наполнителя. Алмазные зерна предварительно покрывают металлической пленкой 8 посредством плакирования. Заполняют блок-форму по всему объему плакированными алмазными зернами 4 и частицами 5 наполнителя. Затем заливают заполненную блок-форму металлическим связующим 3 в расплавленном состоянии.
Предварительное плакирование алмазных зерен 4 металлической пленкой 8 позволяет в процессе отверждения расплавленного металлического связующего 3 в смеси покрытых металлической пленкой 8 алмазных зерен 4 и частиц 5 наполнителя осуществить формирование рабочей части абразивного инструмента посредством диффузионных процессов между всеми компонентами, участвующими в процессе его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2092301C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ ОСНАЩЕНИЯ БУРОВЫХ ДОЛОТ | 2020 |
|
RU2744213C1 |
| МЕТАЛЛОПОКРЫТИЕ С ПОВЫШЕННОЙ АДГЕЗИЕЙ К МАТЕРИАЛУ ПОДЛОЖКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2358034C2 |
| СТРУКТУРИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2650459C1 |
| АЛЮМИНИЕВО-АЛМАЗНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2505378C2 |
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
Использование: производство абразивных инструментов на основе изготовления абразивной смеси из материалов с различными характеристиками твердости и хрупкости. Сущность изобретения: абразивный инструмент содержит рабочую часть из смеси алмазных зерен, покрытых металлической пленкой, и соизмеримых с ними частиц наполнителя с металлическим связующим, держатель с гнездами, предназначенный для размещения алмазных зерен и/или частиц наполнителя. Наружная поверхность инструмента выполнена шероховатой. Рабочая часть содержит до 95 % от общего количества смеси частиц наполнителя, которые имеют твердость менее, чем в 1,5 раза меньше твердости алмазных зерен, и хрупкость в 1,5 раза больше хрупкости зерен. 5 з.п. ф-лы, 3 ил.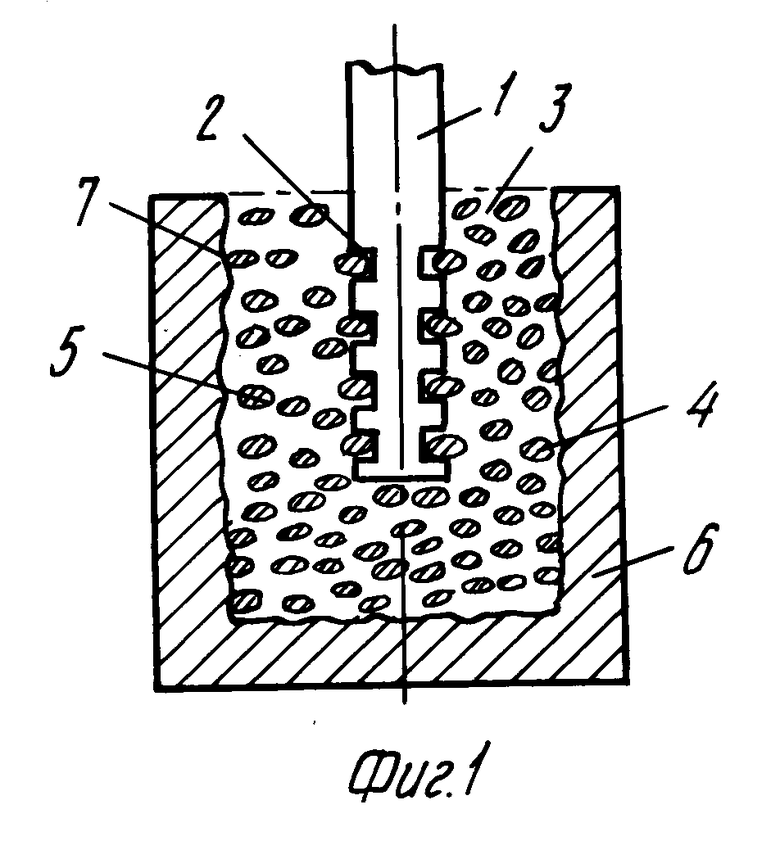
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения локального гальванического покрытия | 1989 |
|
SU1703718A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления алмазных элементов | 1988 |
|
SU1705052A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОАБРАЗИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2042499C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

