Изобретение относится к сварке пластмасс и может быть использовано при сварке и резке пленочной упаковки из многослойного полиэтилена и для изготовления пакетов и упаковки продуктов и изделий с помощью электрически нагреваемых элементов.
Изобретение может найти применение в пищевой, медицинской, химической и других отраслях промышленности.
Известно устройство для сварки полимерных пленок, содержащее опорную и сварочную губки с соосными продольными пазами на рабочей поверхности и установленный в пазу сварочной губки нагревательный элемент, выполненный в виде пластин с петлеобразными компенсаторами [1]
Однако, известное устройство имеет ограниченную номенклатуру изготавливаемых изделий по форме и размерам, не может переналаживаться на изготовление различных изделий.
Наиболее близким по технической сущности к изобретению является устройство для изготовления пакетов из полимерного термопластического пленочного материала, содержащее станину, узел сварки, включающий опору с многослойными амортизатором на рабочем торце и прижим, смонтированный на горизонтальных осях траверсы, кинематически связанной с приводом вертикальных перемещений, причем, прижим снабжен двумя плоскими нагревателями, закрытыми антиадгезионным термостойким листом, и размещенной между ними нихромовой проволокой, связанными с блоком питания [2]
Однако область использования известного устройства ограничена, в частности, оно может быть использовано для запечатывания двойным сварочным швом двух пакетов с одновременным их отделением путем разрезания нихромовой проволоки.
Известное устройство имеет также невысокую производительность и неудовлетворительное качество сварных швов. Это связано с перегревом нагревателей в замкнутом объеме защитной ткани и плохим теплоотводом массивного прижима, а также с жестким креплением прижима на траверсе, с перекосами при установке или возникающими в динамике работы геометрическими погрешностями изготовления и сборки, как по ширине швов, так и по их протяженности.
Техническим результатом изобретения является обеспечение формирования различных комбинаций швов, повышение герметичности пакетов.
Для достижения технического результата в устройстве для изготовления пакетов из полимерного термопластичного пленочного материала, содержащем станину, узел сварки, включающий опору с многослойным амортизатором на рабочем торце и прижим, смонтированный на горизонтальных осях траверсы, кинематически связанный с приводом вертикальных перемещений, причем, прижим снабжен двумя плоскими нагревателями, закрытыми антиадгезионным термостойким листом, и размещенной между ними нихромовой проволокой, связанными с блоком электропитания, согласно изобретению, плоские нагреватели и нихромовая проволока подключены к блоку электропитания независимо друг от друга, причем, прижим снабжен ребристым радиатором и регулируемыми упорами, установленными соосно горизонтальным осям траверсы, выполненным со сферическими поясками.
Независимое подключение нагревателей к блоку электропитания расширяет технологические возможности устройства при различном их сочетании в работе для формирования дополнительных комбинаций швов, двойного или одинарного для запечатывания отдельных пакетов или изделий в ленте без штучного разделения, двух сварных швов проплавлением материала при разрезании рукава проволокой в автоматическом режиме с регулируемым шагом подачи, а также при ручном формировании отдельных пакетов произвольной формы и размеров.
Регулируемые упоры прижима позволяют выставить нагреватели параллельно материалу по длине, а шарнирная его подвеска на сферических поясках осей - самоустановку на опоре в поперечном направлении швов, что гарантирует равномерный прижим нагревателей и в совокупности с заданной температурой сварки при эффективном теплоотводе посредством ребристого радиатора обеспечивает проплавление шва, создающее герметичное соединение пленок при повышенной скорости работ.
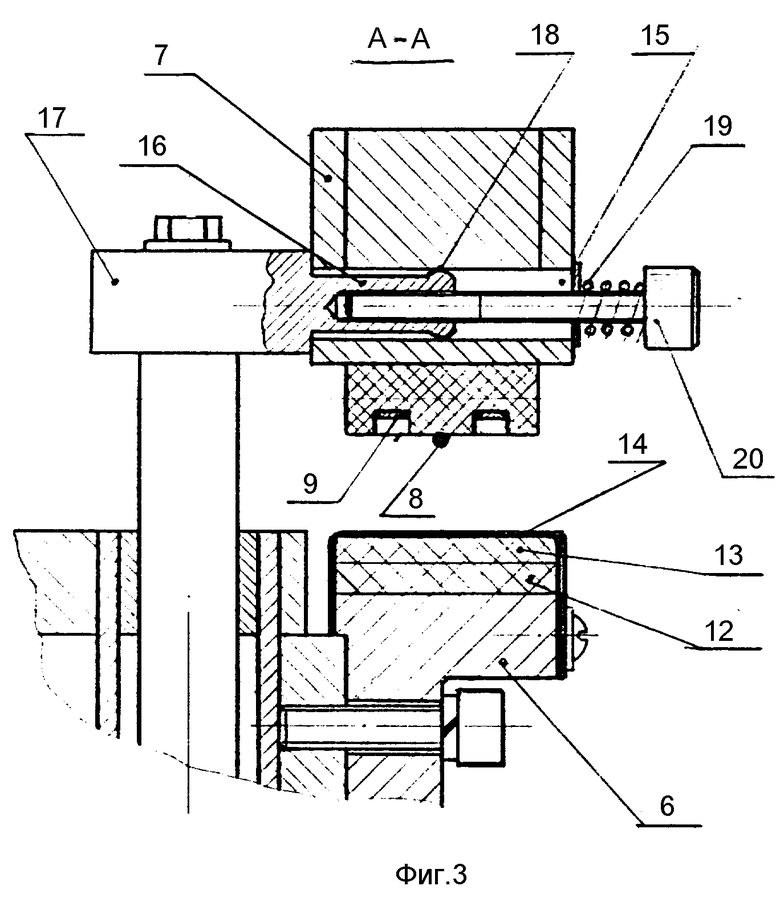
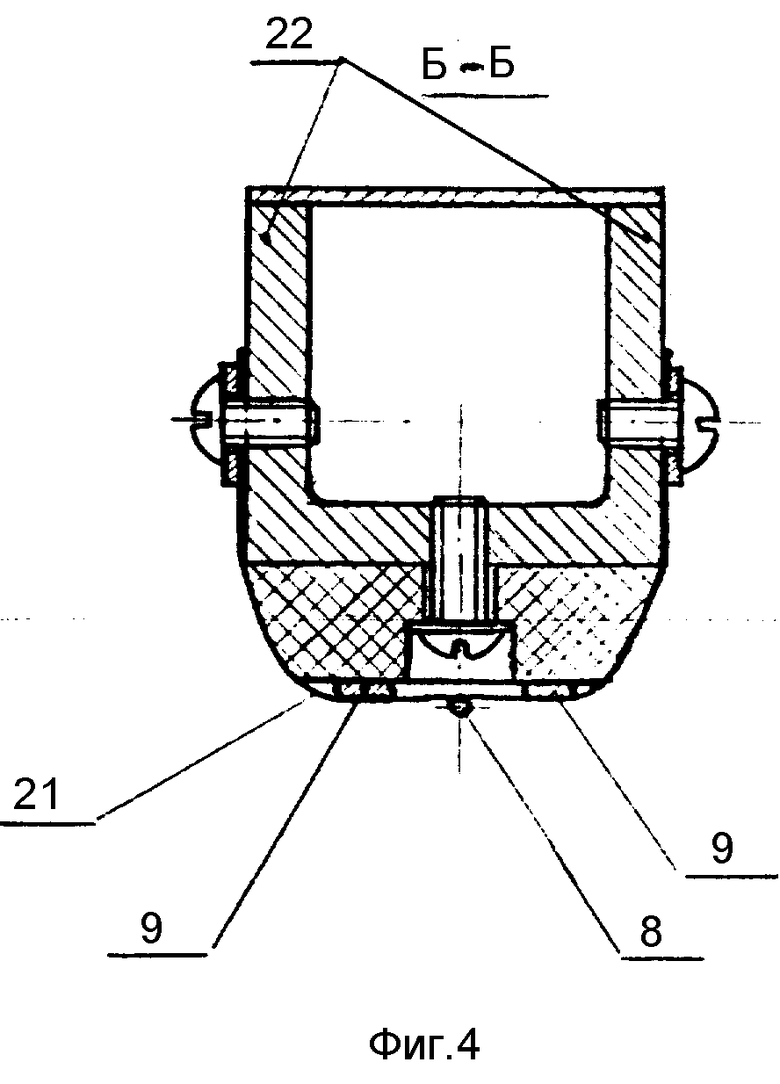
На фиг. 1 изображен общий вид устройства; на фиг.2 прижим; на фиг. 3 - разрез А-А на фиг.2; на фиг.4 разрез Б-Б на фиг.2.
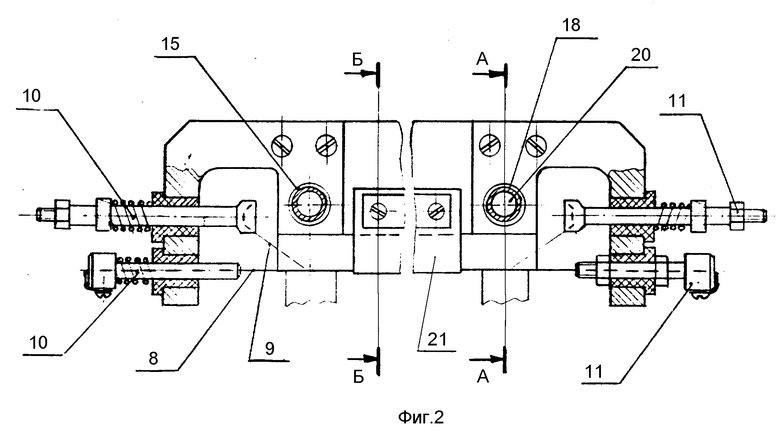
Устройство для изготовления пакетов из полимерного термопластичного пленочного материала содержит закрепленные на станине 1 (фиг.1) накопитель 2, узел 3 сварки, приемный стол 4 и блок 5 питания и управления.
Узел сварки 3 включает смонтированные в одной вертикальной рабочей плоскости опору 6, закрепленную на станине 1, и прижим 7, несущий электронагреватели 8 и 9, снабженные пружинными компенсаторами 10 теплового расширения (фиг.2), установленными с обеих сторон, каждый из которых оснащен клеммой 11 подключения к блоку 5 электропитания.
Опора 6 снабжена амортизатором (фиг.3), который выполнен в виде последовательно уложенных прослоек из губчатой резины 12 (материала с пористой структурой и наличием большого числа открытых сообщающихся между собой пор), монолитной жесткой листовой резины 13 и тефлонового листового покрытия 14. Тефлон торговое название фторопласта 4, фторлона 4, политетрафторэтилена, лакоткани на основе фторопласта, эластичного термостойкого, негорючего материала с очень низкой адгезией, практически нелипкого.
Прижим 7 (фиг.2 и 3) отверстиями 15 с гарантированным зазором установлен на горизонтальных осях 16, закрепленных на траверсе 17 поперек опоры 6. На осях 16 (фиг.3) выполнены опорные сферические пояски 18, на которых базируется прижим 7, образуя шарнирное соединение. Прижим 7 нагружен пружинами 19 регулировочных упоров 20, которые ограничивают угловые его качания вокруг поясков 18 при базировании на опоре 6. Упоры 20 аксиально установлены в осях 16 с возможностью продольных относительных перемещений.
На рабочем торце термоизолированного прижима 7 (фиг.4) под тефлоновым листом 21, симметрично нихромовой проволоке 8 диаметром 0,63.0,9 мм, закреплены два плоских нагревателя 9 из полосы 0,3•3 мм сплава Х15Н60, ГОСТ 12766.5-77. Противоположный торец прижима 7 оснащен ребрами 22, выполняющими функции отводящего тепло радиатора.
Траверса 17 смонтирована на тягах 23 (фиг.1), установленных в колонках 24, закрепленных в станине 1. Тяги 23 нагружены пружинами 25, снабжены регулировочными гайками 26 и кинематически связаны с педалью 27. В накопителе 2 установлены два рулонодержателя 28 и опорный ролик 29 размотки пленочных полотен или рукава, подаваемых на сварку.
Полное смыкание рабочих поверхностей прижима 7 (нагревателей 9) и опоры 6 через тефлоновые листы 21 и 14 предварительно настраивается и выставляется регулировочными упорами 20 (поперечное направление) и гайками 26 тяг 23 (продольное направление). В зависимости от вида работ к блоку 5 подключают все три нагревателя 8, 9, два широких 9, проволоку 8 одну или в комбинации с выходным широким нагревателем 9 (правый по чертежу).
Стол 4 устанавливают на уровне столешницы станины 1 или ниже (при упаковке изделий и товаров в пакет) так, чтобы горловина пакета располагалась на уровне опоры 6, что сокращает расход материала на припуск.
Работает устройство следующим образом.
Два полотна пленки с рулонов держателей 28 (или полурукавов с одного из них) заправляют через ролик 29 в рабочую зону узла сварки 3 и укладывают на амортизатор опоры 6. Затем нажатием педали 27 сжимают пружины 25 перемещающимися вниз тягами 23. При этом прижим 7 нагревателями 8, 9 устанавливается через материал на амортизатор опоры 6, сжимая эластичную прослойку 12 через лист 14 и монолитную резиновую прослойку 13, компенсируя зазоры, перекосы и неровности вдоль нагревателей 9. Давлением разогретых широких плоских нагревателей 9 через тефлоновый лист 21 термопластичные обрабатываемые полотна свариваются широким швом (запечатываются). Проволока 8 непосредственным контактом с пленкой расплавляет материал в общей сварочной ванне и разделяет его на проходе в паз между нагревателями 9, отжимая лист 21.
Затем блоком 5 сигнализируется окончание времени выдержки нагрузка с педалями 27 снимается: пружинами 25 тяги 23 перемещаются вверх, возвращая прижим 7 в исходное положение. Далее цикл повторяется.
В случае обработки полурукавной пленки получают готовое изделие пакет. При сварке полотен далее отрезанный рукавный полуфабрикат заправляют с фронтальной стороны устройства для заварки дна. Также заваривают пакет с уложенным в него изделием.
Описываемое устройство просто в эксплуатации, в наладке и обслуживании. Обеспечивается равное качество герметичных сварных швов. Машина компактна и легко переналаживаема.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПОЛИМЕРНОЙ ПОЛУРУКАВНОЙ ПЛЕНКИ | 1997 |
|
RU2115555C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ | 1997 |
|
RU2132775C1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1996 |
|
RU2108272C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1995 |
|
RU2080273C1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 2001 |
|
RU2195418C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2026186C1 |
| Устройство для контактной сварки изделий из термопластичных материалов | 2017 |
|
RU2662269C1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
Изобретение относится к сварке пластмасс и может быть использовано при сварке и резке пленочной упаковки из многослойного полиэтилена для изготовления пакетов и упаковки продуктов и изделий с помощью электрически нагреваемых элементов. Изобретение может найти применение в пищевой, медицинской, химической и других отраслях промышленности. Сущность изобретения: в устройстве для изготовления пакетов из полимерного термопластичного пленочного материала плоские нагреватели и нихромовая проволока подключены к блоку электропитания независимо друг от друга. Прижим снабжен ребристым радиатором и регулируемыми упорами. Регулируемые упоры установлены соосно горизонтальным осям траверсы. Горизонтальные оси траверсы выполнены со сферическими поясками. 4 ил.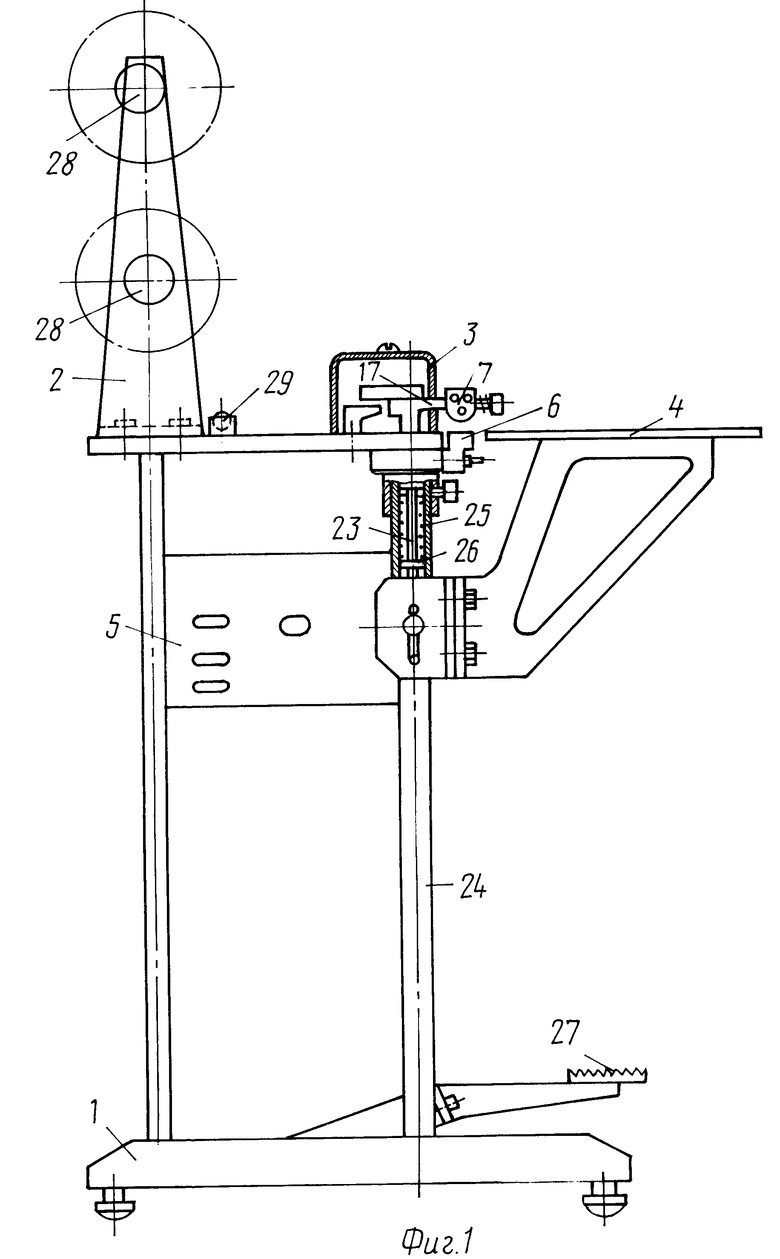
Устройство для изготовления пакетов из полимерного термопластичного пленочного материала, содержащее станину, узел сварки, включающий опору с многослойным амортизатором на рабочем торце и прижим, смонтированный на горизонтальных осях траверсы, кинематически связанной с приводом вертикальных перемещений, причем прижим снабжен двумя плоскими нагревателями, закрытыми антиадгезионным термостойким листом, и размещенной между ними нихромовой проволокой, связанными с блоком электропитания, отличающееся тем, что плоские нагреватели и нихромовая проволока подключены к блоку электропитания независимо друг от друга, причем прижим снабжен ребристым радиатором и регулируемыми упорами, установленными соосно горизонтальным осям траверсы, выполненным со сферическими поясками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1353646, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 528235, кл | |||
| Солесос | 1922 |
|
SU29A1 |

