Изобретение относится к сварке пластмасс, а более конкретно к устройствам для упаковки изделий в термопластичную полимерную пленку, преимущественно термоусадочную.
Уровень техники характеризует устройство для упаковки изделий в термопластичную пленку, содержащее смонтированные в корпусе узел размотки рулона, опорный ролик подачи пленочного материала в узел сварки, включающий установленную над упругой опорой прижимную траверсу, несущую резистивный проволочный электронагреватель, и стол, установленный за узлом сварки (RU N 2092316 - 1).
Недостатком указанного устройства является низкая производительность и технологическая ограниченность по номенклатуре изготавливаемых упаковок последовательной сваркой пленочных полотнищ с пространственной переориентацией упаковки, а также потребность в дополнительном оборудовании для последующей термоусадки материала на запакованное изделие, что создает разрыв потока и удорожает производство.
Отмеченные недостатки устранены в выбранном в качестве ближайшего аналога предложенному устройстве для упаковки изделий в термоусадочную пленку, содержащем опору узла сварки, совмещенную с нагревательным столом термоусадки, установленным за узлом сварки, и прижимную траверсу, несущую профильный резистивный электронагреватель (US N 3587839 - 2).
Известное устройство совмещенного действия высокопроизводительно за счет параллельно-последовательного проведения операций заварки пленочного пакета по профилю и упаковки изделия термоусадкой его материала.
Однако, недостатком известного устройства является неудовлетворительное качество упаковки изделий в пленочные пакеты из-за неплотного прилегания полотнищ к поверхности изделия по причине наличия внутри воздушной прослойки, что может привести к нарушению целостности пакета при транспортировке и складировании, а также снижает срок хранения в упаковке продуктов питания.
Кроме того, в известном устройстве не представляется возможным, в случае необходимости, вручную упаковать термоусадкой изделия в листовой пленочный материал без предварительной сварки пакетов.
Задачей, на решение которой направлено настоящее изобретение, является повышение качества упаковки изделий и расширение технологических возможностей устройства.
Требуемый технический результат достигается тем, что в известном устройстве для упаковки изделий в термоусадочную пленку, содержащее смонтированные в корпусе узел размотки рулона с опорным роликом, узел сварки, включающий установленную над упругой опорой прижимную траверсу, несущую профильный резистивный проволочный электронагреватель, и установленный за узлом сварки нагревательный стол, на опорном ролике узла размотки радиально закреплены шипы перфоратора, а на корпусе дополнительно пристыкована горизонтальная монтажная рамка.
Каждый отдельно взятый существенный признак необходим, а их новая совокупность, которая носит устойчивый характер, направлена на решение поставленной задачи и достаточна для получения требуемого технического результата как эффекта суммы, не присущего признакам в разобщенности - новизны качества.
Радиальные шипы опорного ролика автоматически прокалывают ряд сквозных отверстий-перфораций в разматываемых полотнищах пленки, через которые удаляется воздух при термоусадке материала для плотного облегания изделия, причем эти отверстия при усадке материала пленки затягиваются, обеспечивая герметичность упаковки.
Горизонтальная монтажная рамка позволяет вручную готовить для термоусадки упаковку изделия в мерный перфорированный листовой пленочный материал, получаемый из узла сварки.
Таким образом расширяются технологические возможности устройства по использованию различных термоусадочных пленочных материалов с практически равным качеством плотной упаковки изделий, которое гарантировано выше, чем в известных аналогах.
Сущность изобретения поясняется чертежами, где изображено:
на фиг. 1 - общий вид устройства;
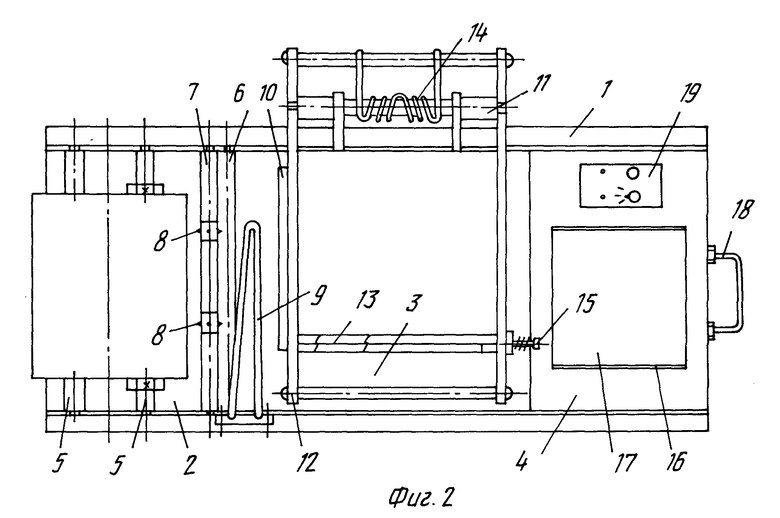
на фиг. 2 -то же, в плане.
Устройство для упаковки изделий в термоусадочную пленку представляет собой настольную машину, скомпонованную из следующих функциональных узлов, установленных в корпусе 1 последовательно: размотки рулона 2, сварки 3 и нагревательный стол 4.
Узел 2 размотки рулона пленочного материала включает в себя параллельные рулонодержатель 5, обводной ролик 6 и опорный ролик 7 с двумя рядами радиальных шипов 8, и профильную рамку - разделитель 9, обращенную более высоким торцом в сторону открытой части полурукава пленки на рулоне.
Разделитель 9 примыкает непосредственно к углу 3 сварки и смонтирован на его входе перед Г-образной упругой опорой 10, покрытой термостойкой лакотканью. Над опорой 10 установлена консольно закрепленная в корпусе 1, на оси 11, траверса 12, несущая профильный Г-образный электронагреватель 13. Траверса 12 под действием пружины 14 скручивания в исходном положении находится вверху, в "раскрытом" положении. Электронагреватель 13 узла 3 сварки выполнен из нихромовой проволоки диаметром 0,3 - 1,2 мм марок Х20Н80, Х15Н60 ГОСТ 12766.3-90 и размещен на траверсе 12 соответственно профилю опоры 10 таким образом, что одна его проволока смонтирована в размер отрезаемого пакета от рулона, параллельно роликам 6, 7 и разделителю 9, а другая его проволока - перпендикулярно первой, над открытой горловиной формируемого пакета, со стороны открытого торца полурукава рулона пленочного материала.
Проволоки резистивного электронагревателя 13 на концах снабжены осевыми пружинными компенсаторами 15 теплового удлинения. Электронагреватель 13 оказывает установленное (номинальное) сопротивление электротоку для контролируемого тепловложения принудительной конвекции посредством регулирования величины тока и напряжения.
Стол 4 нагревается от ТЭН-ов (которые расположены внутри и условно не показаны на чертеже) и покрыт термостойкой пленкой 16 из материала с плохой адгезией, преимущественно, из светотермостойкого авиационного материала СТАМ ТУ 17-1323-75, тефлона, термостойкой лакоткани или гальванического покрытия. За столом 4 на корпусе 1 закреплена горизонтальная рамка 17 - монтажный столик для обертывания изделий листовой пленкой вручную.
Панель 19 блока автоматики (фиг. 2) для регулирования параметров и режимов сварки установлена в корпусе 1. Обе проволоки электронагревателя 13 электрически независимо связаны с источником питания (50 Гц, 220 В).
Работает устройство следующим образом. Рулон термоусадочной полурукавной пленки, открытым торцом ориентированный в сторону продольной проволоки электронагревателя 13, устанавливается в рулонодержателе 5. Полотна полурукава последовательно пропускают вокруг обводного ролика 6 и опорного ролика 7 с радиальными шипами 8 и протягивают, разделяя полотна, по обеим сторонам рамки 9, на длину узла 3 сварки, укладывая на Г-образную опору 10. При этом между разделенными полотнами полурукавного материала образуется открытый объем, в который укладывают упаковываемое изделие, продукт, товар.
При протягивании пленки из рулона шипы 8 ее прокалывают, поворачивая ролик 7 - в итоге образуются два ряда вентиляционных отверстий-перфораций.
Затем траверсу 12 поворачивают вокруг оси 11 до смыкания нагретых проволок электронагревателя 13 с упругой опорой 10. Резистивный электронагреватель 13 получает питание от сети через блок автоматики (на чертеже не показан), различные режимы энерговложения которого устанавливаются регулировочными ручками управления на панели 18 в зависимости от вида и толщины пленочного материала.
Линейное тепловое удлинение проволок электронагревателя 13 компенсируется растяжением пружин 15, обеспечивая постоянное натяжение проволок.
При механическом прижиме траверсы 12 к упругой опоре 10 нагретые проволоки электронагревателя 13 расплавляют материал полотен полурукавной пленки: одна отделяет упаковку от рулона, формируя два сварных шва, а другая заваривает горловину сформированного пакета со стороны открытого торца полурукава.
Таким образом за один рабочий ход траверсы 12 образуется Г-образный сварной шов на упаковке, который запечатывает пакет по периметру, и поперечный сварной шов на конце рулонной полурукавной заготовки для следующего пакета.
После окончания сварки рукоятку траверсы 12 освобождают и она под действием сил упругости пружины 14 скручивания возвращается в исходное положение, открывая доступ для укладки следующего изделия.
Далее для термоусадки материала пленки пакета упаковку из узла 3 сварки укладывают на стол 4, где под действием конвективного теплообмена от ТЭН-ов происходит нагрев пленки, которая обжимает изделие. При этом воздух из пакета вытесняется через вентиляционные отверстия (перфорации), которые затягиваются сжимающимися от термоусадки материалом пленки и перекрываются, что образует в итоге герметичную упаковку изделия.
В случае, когда упаковку изделий проводят не в полурукавный, а в однослойный пленочный материал, изменяется порядок проведения операций. Во-первых, от электропитания отключают поперечную проволоку нагревателя 13, а продольную проволоку используют в качестве разделительного мерного теплового ножа. Во-вторых, рамка 9 служит элементом натяжения полотна узла 2 размотки рулона. В этом случае на отрезанное перфорированное полотно, после автоматического возврата траверсы 12 в исходное верхнее положение, укладывают упаковываемое изделие и совместно переносят их на монтажную горизонтальную рамку 17, при этом поворачивают на 180o, чтобы пленка покрывала изделие. Затем пленку поворачивают снизу изделия, что возможно, потому что доступ к опорной поверхности свободен через монтажную рамку 17, формируя плотное прилегание материала.
Затем упаковку переносят на стол 4 нагрева и устанавливают на подвернутые складки пленочного материала. Материал термусадочной пленки, контактирующей через неадгезионное термостойкое покрытие 16 с нагретой поверхностью стола 4, разогревается до пластического состояния и частично приваривается в складках, в объеме термоусаживается на изделии, жестко фиксируется, обеспечивая плотную упаковку.
Таким образом, в одном универсальном устройстве осуществляется упаковка изделий в разные исходные материалы с различной последовательностью операций, но практически с равным качеством.
В устройстве предложенной конструкции совмещенного действия проводят полный цикл упаковки: размотку пленки из рулона с автоматическим формированием перфораций, мерную отрезку проплавлением, сварку швов с запечатыванием горловины формируемого пакета и термоусадку материала пленки на изделие для плотной упаковки.
Устройство упаковки совмещенного действия минимизировано по компоновке до настольного аппарата и мобильно по электрическому питанию от промышленной сети, что определяет широкие возможности оперативного его использования.
Сопоставительный анализ предложенного технического решения устройства упаковки изделий, которое может быть реализовано серийно в пищевой и медицинской промышленности, сельском хозяйстве и торговле, с известными аналогами доступных источников информации уровня техники свидетельствует о том, что оно не известно и для специалиста машиностроения явным образом не следует, то есть соответствует критериям патентоспособности.
Использованная литература.
1. Патент РФ N 2092316, кл. B 29 C 65/38, 65/22, опубл. 10.10.97, бюл. N 28.
2. Патент США N 3587839, нац.кл. 206 - 484, МПК B 65 B 53/00 от 28.06.71 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПОЛИМЕРНОЙ ПОЛУРУКАВНОЙ ПЛЕНКИ | 1997 |
|
RU2115555C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНКИ ДЛЯ СВАРКИ ПАКЕТОВ | 1996 |
|
RU2111121C1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| КОНВЕЙЕРНАЯ ПЕЧЬ | 1997 |
|
RU2115599C1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1996 |
|
RU2108272C1 |
Изобретение относится к сварке пластмасс, а более конкретно к устройствам для упаковки изделий в термопластичную полимерную пленку, преимущественно термоусадочную. Устройство для упаковки изделий содержит смонтированные в корпусе узел размотки рулона с опорным роликом, узел сварки и нагревательный стол. Узел сварки включает установленную над упругой опорой прижимную траверсу, несущую профильный резистивный электронагреватель. Нагревательный стол установлен за узлом сварки. На опорном ролике узла размотки радиально закреплены шипы перфоратора. На корпусе дополнительно пристыкована горизонтальная монтажная рамка. Изобретение обеспечивает плотное прилегание пленки к поверхности изделия, повышая качество упаковки, а также производит упаковку в разные исходные материалы с различной последовательностью операций. 2 ил.
Устройство для упаковки изделий в термоусадочную пленку, содержащее смонтированные в корпусе узел размотки рулона с опорным роликом, узел сварки, включающий установленную над упругой опорой прижимную траверсу, несущую профильный резистивный проволочный электронагреватель, и установленный за узлом сварки нагревательный стол, отличающееся тем, что на опорном ролике узла размотки радиально закреплены шипы перфоратора, а на корпусе дополнительно пристыкована горизонтальная монтажная рамка.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| US 3587839 А, 28.06.71 | |||
| US 4104848 А, 08.08.78 | |||
| US 4945707 А, 07.08.90 | |||
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| УСТАНОВКА ДЛЯ ОЗОНИРОВАНИЯ ЖИДКИХ СРЕД | 1994 |
|
RU2063377C1 |

