Изобретение относится к области самолетостроения и может быть использовано для сборки тонкостенных клепаных и клееклепаных панелей агрегатов самолетов.
Известен способ сборки тонкостенных панелей самолета, включающий сверление отверстий в обшивке и деталях каркаса, образование гнезд под потайные головки заклепок, сопряжение обшивки с деталями каркаса, приложение к ней усилия натяжения с помощью тандеров и клепку.
Традиционные проблемы, которые возникают в процессе сборки и клепки тонкостенных панелей, это неплавность, волнистость, "слабина", "хлопуны", провалы и выпучивание материала вокруг гнезд, радиальные трещины на кромках отверстий, несовпадение осей гнезд сопрягаемых деталей.
Особенно значительные сложности возникают, когда панели имеют большие габариты, большое относительное удлинение (отношение длины панели к ее меньшей ширине больше 5), форму, отличающуюся от прямоугольной, кривизну аэродинамического контура панели, линии перелома контура панели.
В известном способе предусмотрено обеспечение прилегания обшивки к деталям каркаса, что частично уменьшает появление указанных дефектов, но не исключает их полностью, так как усилие натяжения не рассчитывается в зависимости от геометрических параметров панели и не контролируется, следовательно, не всегда обеспечивается достаточно плотное прилегание обшивки в деталям каркаса в процессе сборки.
Задача изобретения состоит в обеспечении плотного прилегания обшивки к деталям каркаса в процессе сборки за счет приложения оптимального усилия натяжения обшивки в зависимости от ее геометрических параметров и его контроля.
Поставленная задача решается тем, что в известном способе сборки тонкостенных панелей самолета, включающем сверление отверстий в обшивке и деталях каркасов, образование гнезд под потайные головки заклепок, сопряжение обшивки с деталями каркаса, приложение к ней усилия натяжения с помощью тандеров и клепку, усилие натяжения обшивки контролируют динамометрами, а оптимальную величину усилия натяжения определяют, исходя из следующей зависимости:
P = (a•δ2•σ+P1•L)•1/n•δ, (1)
где: P оптимальное усилие натяжения панели, кгс;
a меньшая ширина панели, мм;
δ толщина панели, мм;
s напряжение растяжения, равное 1 кгс/мм2;
P1 дополнительное усилие натяжения, равное 0,01 кгс;
L длина панели, мм,
n количество динамометров.
Обеспечение прилегания обшивки к деталям каркаса с помощью тандеров, контроль усилия натяжения динамометрами, а также расчет оптимального усилия натяжения по формуле, учитывающей геометрические параметры панели, позволяют обеспечить плотное прилегание обшивки к деталям каркаса в процессе сборки, за счет чего полностью исключаются указанные выше дефекты сборки.
На чертеже изображена обшивка тонкостенной панели в процессе сборки.
Обшивка 1 имеет технологические припуски 2, на которых закреплены прижимные планки 3, соединенные с тандерами 4 и динамометрами 5.
Детали каркаса (стрингеры, нервюры, кницы) на чертеже не обозначены.
Тандеры 4 и динамометры 5 перед сборкой панели устанавливают соосно осям стрингеров 6.
Процесс сборки тонкостенных панелей самолета включает сверление отверстий в обшивке и деталях каркаса, образование гнезд под потайные головки заклепок (например, методом штамповки с подчеканкой) и клепку. В местах установки деталей каркаса на обшивку 1 наносят клей (например, марки ВК-27).
В процессе сборки и клепки осуществляют натяжение обшивки 1 с помощью тандеров 4. Усилие натяжения контролируют с помощью динамометров 5.
Расчет оптимального усилия натяжения производят по формуле (1).
Например, для обшивки, имеющей толщину d 0,5 мм, меньшую ширину a 335 мм, длину L 2445 мм и количество динамометров n 2, получим оптимальное усилие натяжения, равное:
P (335 • 0,25 • 1 + 0,01 • 2445) • 1/2 • 0,5 108,2 кгс.
Изобретение обеспечивает возможность производства агрегатов самолета с повышенными требованиями к качеству аэродинамического контура.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |
| Створка двигательного отсека мотогондолы вертолета и способ ее изготовления | 2020 |
|
RU2739827C1 |
| СПОСОБ СБОРКИ КОНСОЛИ КРЫЛА САМОЛЕТА | 2007 |
|
RU2329183C1 |
| СТОЛ | 1996 |
|
RU2107450C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| ТРАНСПОРТИРУЕМЫЙ ЖИЛОЙ БЛОК-КОНТЕЙНЕР | 1994 |
|
RU2094573C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПЕЧАТНЫХ ПЛАТ | 2001 |
|
RU2214699C2 |
Использование: в самолетостроении, при сборке тонкостенных клепаных и клееклепаных панелей. Сущность изобретения: для сборки обшивки с деталями каркаса в них сверлят отверстия и образуют гнезда под потайные головки заклепок. В процессе клепки осуществляют натяжение обшивки с помощью тандеров. Усилие натяжения контролируют динамометрами. Приведена зависимость для определения оптимальной величины усилия натяжения панели. 1 ил.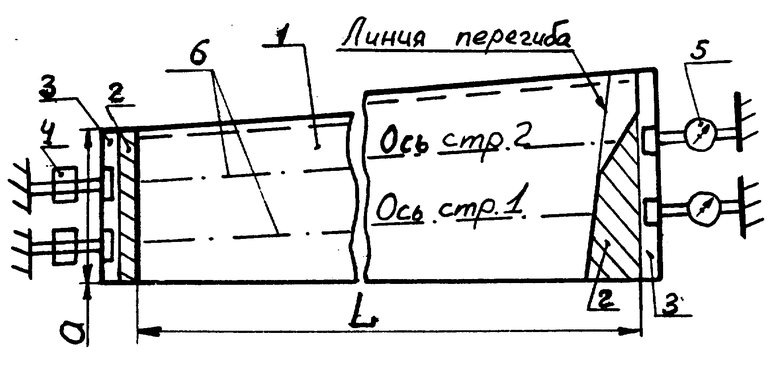
Способ сборки тонкостенных панелей самолета, включающий сверление отверстий в обшивке и деталях каркаса, образование гнезд под потайные головки заклепок, сопряжение обшивки с деталями каркаса, приложение к ней усилия натяжения с помощью тандеров и клепку, отличающийся тем, что усилие натяжения обшивки контролируют динамометрами, а оптимальную величину усилия натяжения определяют, исходя из следующей зависимости:
P = (a•δ2•σ+P1•L)•1/n•δ,
где Р оптимальное усилие натяжения панели, кгс;
а меньшая ширина панели, мм;
δ _ толщина панели, мм;
σ _ напряжение растяжения, равное 1 кгс/мм2;
Р1 дополнительное усилие натяжения, равное 0,01 кгс;
L длина панели, мм;
n количество динамометров.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Григорьев В.П | |||
| Клепка и клепальное оборудование в самолетостроении | |||
| - М.: Оборонгиз, 1948, с.153-168. | |||
