Изобретение относится к обработке материалов давлением с использованием энергии электрического взрыва проводника и касается, в частности, запрессовки стальных втулок в глухое отверстие блока цилиндров двигателей, изготовленных из алюминиевого сплава.
Существует достаточно большое количество методов запрессовки труб и втулок в отверстия корпусной детали с применением механических роликов, раскаток, дорнов [1]
Указанные методы имеют ограниченные технологические возможности, требуют больших энергетических затрат и времени обработки, имеют большую металлоемкость, а кроме того, применение данных методов представляет собой сложную проблему осуществления запрессовки втулки в глухое отверстие корпусной детали.
Широкое применение в науке и технике находят способы деформирования металлов с использованием энергии взрывчатых веществ [2] Основными недостатками данного метода являются повышение требования к технике безопасности, ограниченность технологических возможностей, а также невозможность осуществления деформирования труб и втулок малых диаметров.
Известен способ соединения втулки с корпусной деталью [3] заключающийся в предварительной сборке втулки с корпусной деталью, стопорении втулки штифтом относительно детали и деформировании втулки бесстружечным метчиком. Кроме того, перед сборкой и деформированием на сопрягаемых поверхностях детали и втулки формируется резьба. Данный способ имеет большую энергоемкость, ограниченность технологических возможностей, длительное время обработки, проблемное осуществление деформирования высокопрочных и твердых металлов.
Наиболее близким по технической сущности является электрогидроимпульсный способ крепления втулки в глухом отверстии корпусной детали, включающий размещение в полости втулки, имеющей дно, взрывающегося проводника, подсоединяемого с помощью электрического контакта к центру донной части втулки, заполнение полости втулки рабочей передающей средой, установку втулки с зазором в отверстие корпусной детали и последующее деформирование втулки в радиальном направлении энергией, возникающей при электрическом взрыве проводника [4]
Указанный известный способ не обеспечивает получения достаточно надежного соединения втулки с корпусной деталью.
Задачей изобретения является создание способа, с помощью которого возможно получение качественного и надежного соединения втулки с корпусной деталью, имеющих различные размеры и изготовленных из различных материалов.
Для решения поставленной задачи в известном электрогидроимпульсном способе крепления втулки в глухом отверстии корпуса детали, включающем размещение в полости втулки, имеющей дно, врывающегося проводника, подсоединяемого с помощью электрического контакта к центру донной части втулки, заполнение полости втулки рабочей передающей средой, установку втулки с зазором в отверстии корпусной детали и последующее деформирование втулки в радиальном направлении энергией, возникающей при электрическом взрыве проводника, предварительно на верхней части сопрягаемой поверхности втулки и/или корпусной детали выполняют резьбу, на нижней части сопрягаемой поверхности формируют шлицы, а после деформирования втулки удаляют высверливанием ее донную часть.
На чертеже представлена схема осуществления электрогидроимпульсного способа крепления втулки в глухом отверстии корпусной детали. Способ осуществляют следующим образом.
В полости запрессовываемой втулки 1, выполненной с резьбой и шлицами соответственно на верхней и нижней частях сопрягаемой поверхности, располагают взрывающуюся проволочку 2 длиной, несколько большей, чем высота втулки. Проволочка 2 либо припаивается к донной части через соответствующее отверстие, либо приваривается контактной сваркой. В отверстии корпусной детали 3 с резьбой либо без нее размещают втулку с взрывающейся проволочкой. В полость втулки заливают рабочую передающую среду 4, например воду, парафин. Устанавливают прокладку 5 в виде шайбы из диэлектрического материала с диаметром отверстия, примерно равным диаметру взрывающейся проволочки. Другой конец проволочки механически соединяют электрическим контактом с электродом 6. Электрод 6 и корпус детали 3 присоединяют к токоведущим кабелям генератора импульсных токов 7. При подаче высокого напряжения на взрывающуюся проволочку 2 через токоподводящие кабели 8, электрод 6 и корпус детали 3 проволочка взрывается и вокруг нее в среде образуется ударная волна. Распространяясь в передающей рабочей среде 4 радиально, волна сжатия высокого давления цилиндрически однородно деформирует втулку 1 и при этом производит ее запрессовку в отверстие корпусной детали. Наличие оксиальной составляющей давления ударной волны оказывает воздействие на донную часть втулки 1, что позволяет избежать осевого смещения втулки 1 вдоль оси отверстия при взрыве проводника. Наличие донной части у втулки не позволяет, как это было бы в случае использования стандартного патрона и втулки без донной части, отраженной волне от дна отверстия детали оказывать воздействие на торец втулки и производить смещение последней вдоль оси отверстия. Кроме того, благодаря втулке, выполненной в виде стакана, осуществляется строго соосное с втулкой 1 расположение взрывающейся проволочки 2, что обеспечивает однородную деформацию втулки. Выполнение на сопрягаемых поверхностях втулки 1 и/или корпусной детали 3 резьбы, а на сопрягаемой поверхности втулки шлицев повышается качество запрессовки. Применение трубной резьбы позволяет избежать возможности возникновения микротрещин в корпусной детали. Наличие шлицев различного вида на нижней части сопрягаемой поверхности втулки не позволяет ей поворачиваться. Использование прочной на механическое разрушение диэлектрической прокладки 5 позволяет избежать прижогов на поверхности корпусной детали, особенно в случае малых диаметров втулки, тем самым обеспечивает полноценный взрыв проволочки 2. В случае необходимости деформирования толстостенных втулок во избежание потерь есть смысл закрепить диэлектрическую прокладку на корпусной детали.
Пример. Опыты производились на экспериментальной установке, содержащей взрывную камеру, в которой размещено прочное диэлектрическое основание с металлической конструкцией, осуществляющей крепление корпусной детали, электродов и токоподводящих кабелей. Применяется генератор импульсных токов марки ГИТ 10-20/400-У4 с запасаемой энергией до 36 кДж. Стальная втулка с внешним диаметром d1 12 мм, внутренним диаметром d2 6,5 мм, длиной l 16 мм, толщиной донной части h 1,0 2 мм запрессовывалась в глухое отверстие корпусной детали из алюминиевого сплава диаметром d3 12,5 мм. На 2/3 части длины втулки и отверстия детали нарезалась метрическая резьба M 12. На 1/3 нижней части длины втулки диаметром d1 10,7 мм формировались вдоль оси втулки треугольные шлицы. Размеры взрывающейся проволочки варьировались в пределах lпр 20 40 мм и dпр 0,5 0,8 мм. Толщина диэлектрической прокладки применялась в зависимости от величины проволочки. Начальное напряжение на ГИТе варьировалось U0 3,5 5 кВ.
В процессе проведения экспериментов получены зависимости по качеству запрессовки от параметров установки и физических свойств деформируемых материалов, а также опытные образцы запрессовки втулки в глухое отверстие корпусной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ ЗАПРЕССОВКИ ТРУБ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1997 |
|
RU2125496C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОВЗРЫВНОЙ ЗАПРЕССОВКИ ТРУБ | 2000 |
|
RU2186648C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОВЗРЫВНОЙ ЗАПРЕССОВКИ ТРУБ | 2003 |
|
RU2245753C1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ ЗАПРЕССОВКИ ТРУБ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 2008 |
|
RU2378075C1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ ЗАПРЕССОВКИ ТРУБ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 2008 |
|
RU2378074C1 |
| СПОСОБ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ЗАПРЕССОВКИ ТРУБ В ТРУБНЫЕ РЕШЕТКИ | 1990 |
|
RU1760677C |
| ПАТРОН ДЛЯ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ЗАПРЕССОВКИ ТРУБ | 1984 |
|
SU1205394A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ ФОЛЬГИ | 2009 |
|
RU2393268C1 |
| СПОСОБ ПОЛУЧЕНИЯ УДАРНЫХ ВОЛН ВЫСОКИХ И СВЕРХВЫСОКИХ ДАВЛЕНИЙ В ГАЗАХ | 2004 |
|
RU2280195C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ ФОЛЬГИ | 2010 |
|
RU2449945C1 |
Использование: обработка материалов давлением с использованием энергии, возникающей при электрическом взрыве проводника. Сущность изобретения: в полости втулки, имеющей дно, размещают взрывающийся проводник, подсоединенный с помощью электрического контакта к центру донной части втулки. Полость втулки заполняют рабочей передающей средой, после чего втулку устанавливают с зазором в отверстие корпусной детали. Производят электрический взрыв проводника и образующейся при этом энергией осуществляют деформирование втулки в радиальном направлении. Предварительно на верхней части сопрягаемой поверхности втулки и/или корпусной детали выполняют резьбу. На нижней части сопрягаемой поверхности втулки формируют шлицы. После деформирования втулки высверливанием удаляют ее донную часть. 1 ил.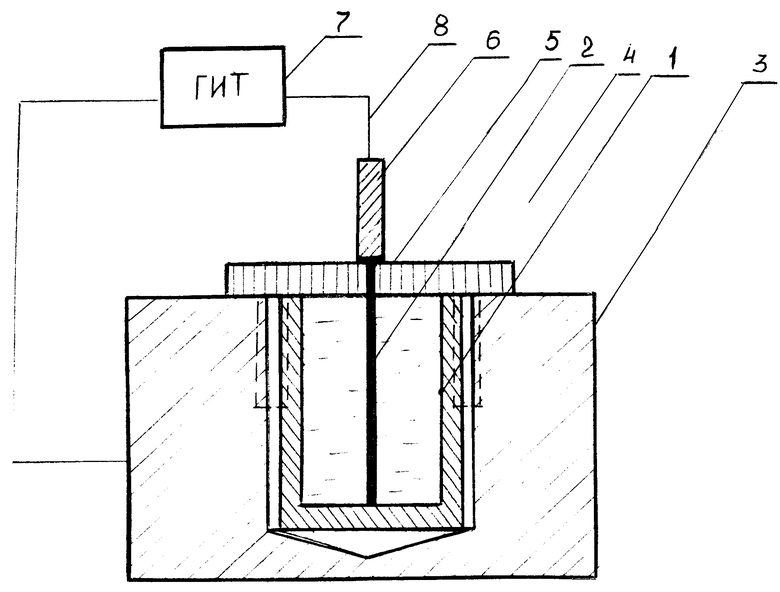
Электрогидроимпульсный способ крепления втулки в глухом отверстии корпусной детали, включающий размещение в полости втулки, имеющей дно, взрывающегося проводника, подсоединяемого с помощью электрического контакта к центру донной части втулки, заполнение полости втулки рабочей передающей средой, установку втулки с зазором в отверстие корпусной детали и последующее деформирование втулки в радиальном направлении энергией, возникающей при электрическом взрыве проводника, отличающийся тем, что предварительно на верхней части сопрягаемой поверхности втулки и/или корпусной детали выполняют резьбу, на нижней части сопрягаемой поверхности втулки формируют шлицы, а после деформирования втулки удаляют высверливанием ее донную часть.
