Изобретение относится к сборочному производству и может быть использовано при соединении втулок с корпусной деталью методом пластического деформирования посредством инструмента.
Цель изобретения - расширение технологических возможностей, увеличение производительности и повышение качества получаемых соединений.
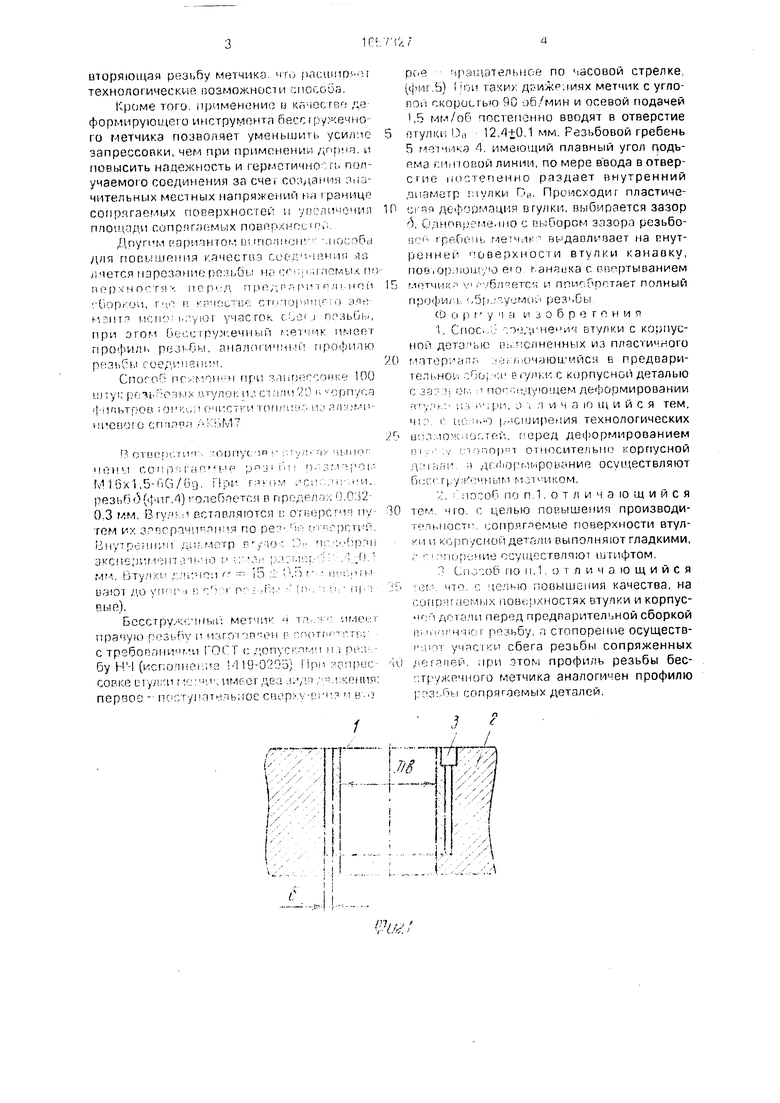
На фиг.1 показаны предварительно собранные детали, застопоренные штифтом; на фиг.2 - соединение после деформирования; на фиг.З - собранные детали, выполненные с резьбовыми сопрягаемыми поверхностями; на фиг.4 - участок резьбового соединения; на фиг.5 - соединение после деформирования.
Способ осуществляют следующим образом.
Перед началом запрессовки втулку 1 устанавливают в отверстие корпусной детали
2 с зазором д. Затем втулку 1 стопорят от проворота в отверстии корпуса 2 с помощью штифта 3,
Бесстружечным метчиком 4 осуществляют поступательно-вращательное движение, при этом резьбовыдавливающий гребень 5 постепенно раздает втулку 1, за счет пластической деформации которой выбирается зазор 6, после чего происходит взаимная пластическая деформация наружной поверхности втулки и поверхности отверстия корпусной детали так, что они из цилиндрических становятся винтообразными с шагом, равным шагу резьбы метчика (фиг.2). При этом поверхности втулки и корпуса сопрягаются без зазора.
При применении в качестве деформирующего инструмента бесстружечного метчика на внутренней поверхности запрессованной втулки образуется резьба, поOs
01 VI СО
ю
XJ
вторяющая резьбу метчика чги р.нчпш ч технолотическм возможности .исхооа
Кроме того применение и ка юс /.е формирующею инструмента fieccipy ечно го метчика позволяет уменыиип. усилю запрессовки, чем при применении дпп п и повысить надежность и герметично ii. получаемою соединения за счв( со ыанпч in j чительных местных напряжений hd i раиицо соппчга мых nopepxHorrei u плоч1 ин гопочгас мых ПОВРП-НГЧ i PI
ДпуП М PapinHTOM р I lO I i4l ПО О I
для порл игм ия 1-ачестчп ref ял
ьЧСТОЯ НЭРС ЗаНИО ( Р Н. - i , П П f1 p i (T ГЧ P r pi п п (IP/ , Г Р i i f I i ПРИ
f.) ). ОИ, I1 l f L I T 1 J| 11 r i I 11- iH H I llri I IUI чаГ ГО С , J Г Mbtjl
при огом hf , груч ечннй Г.РТМПЬ пмес i профиль ptJi frb1 аиа ии ivi -u IP ot1, IIM
Спогпг иг г и и пгч1 ii rjr ( -он f 100 т1, i f - о u i i -и лп| п i ми V 1 i pn /i i
i UlbTi Oft , ru. M ii-r-fv ii iorii Si И
гиечпг о г п i,1 .1
0 П ГЧ1 Г 1 ( II ir
11 « i i ч Г с 11 i ) UJ r J I
M 1 6л 1,5 ) j i -ir r ,4 r , им резьГк)( иг 4) олеГпетгч в npr ,,РЛ i ПЗУ 03мм В ry i РСТЛРЛЧЮТСЯ i огирс мм, гсм и Ппг рт1|11 nii л по ре i j)i н i
Un Г И,1 1 Ч Ч тр , (ПП P h
JKC IC.H1 il И Т i 1 i .П
м( ijrv i г ug i 1 f i )
Ud OI Л,и s I i i l r i P t
РЫР)
Бсссгру -ч- пни. мег ii1 i т ( чпш i прачуК г ( fi , п iroir nner) t noTt t rt
С ТрЭбОРЛНИЧГ 41 t ПГ Г (, ДОП n 1 i п . nt
6y H l (vcro .i 190°n oj Mf.ii MM
COPM5D1J/I И Г I 11MCCI ДСМ ., i f Hlld
первое - nr гуп ruop i M ц i
PU чр )тел1 нее по часовой стрелке {чт Ь) р мд1 1ичх метчик с угло- РОП скоростью ЯО Ь мин и осевой подачей ,5 мм /об ппстепзнно воодят в отверстие огулк1, 1Л„ 12 4+0 1 мм Резьбовой гребень 5 мзтчикэ 1 имеющий плавный угол п,одь- рма - и повои линии, по мере ввода в отверстие постепенно раздает внутренний ; и. лки П„ Происходит пластиче- Р ,i я i деформация втулки выбирается зазор i-1 i4nR;vMe.nio о рупором зазора резьбо- s i tpeOt ii- ме ч it вь даол чзает на гнут- реннег овеохности втулки канавку, riOQiO нот ЭР о ( г пв)тыванием rj Г1ртчр,/п i блг ртггл и прчг Г пгтаег полный щэофи; i /JP vjMo.i рет.Сы
cu 11 р г у м i и j о 6 р е т о н и п t С nor. i V,i нв /i j DTV/iKu с коипус- нои flOTj oic p i олненных из плас1иигото 0 niepvi ,л очсноиийся в рредоариTf 11 HOI го, с т уяг г с корпусной деталью r a i г i по зуючдем деформировании , ч .i ри л i i и ч а ю IK ийся тем, i. i | сширемия технологических j ffn rеред деформированием i юр п отюситечык1 корпусной i дс inj|44ipoB,iHne осуществляют
Gl i. Г( / l i 4hi(in Г1 . L ИКПМ
по р 1 о т л и чающийся
0 inf что цетью повышения производи(f THiorii оопряглемие поверхности втул п п I ljpii /сноп дет а т в ып о пня ют гладкими,
idr ние с Щрсгеляют 1итпфтом
I i ,ob по п 1 отличающийся
, t что i ( повышения качества, на
i UIID т,к ni i повч мхностях втупки и корпусчг i дг тапн предпарительной сборкой
Р ч i ч ,ir i p -ibGy а стопорение осуществi y ,ici 4 сбега резьбы сопряженных
t три ITONI профиль резьбы бесц /ЖРЧНОГО метчика аналогичен профилю
j hhi сопрягаемых деталей
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ КРЕПЛЕНИЯ ВТУЛКИ В ГЛУХОМ ОТВЕРСТИИ КОРПУСНОЙ ДЕТАЛИ | 1994 |
|
RU2094153C1 |
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| Бесстружечный метчик | 1977 |
|
SU735369A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Способ изготовления метчика | 1979 |
|
SU831444A1 |
| Метчик | 1990 |
|
SU1773612A1 |


Изобретение относится к сборочному производству, в частности к способам сборки втулок с корпусной деталью методом пластического деформирования. Цель изобретения - расширение технологических возможностей, увеличение производительности и повышение качества получаемых соединений. Втулку (В) устанавливают с зазором в корпусную деталь, стопорят от проворота, а затем с помощью бесстружечного метчика, вворачиваемого во В, осуществляют пластическое деформирование. При этом первоначальный зазор между В и корпусом выбирается и происходит сопряжение между В и корпусом по винтовой поверхности. На внутренней поверхности В образуется резьба, повторяющая резьбу метчика. 2 з.п. ф-лы. 5 ил.
M6 tf-6G/6t
Риг.З
Фигь
Фиг.5
| Способ крепления втулок в цилиндрических отверстиях | 1979 |
|
SU1340959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
