Изобретение относится к способу изготовления топливных элементов трубчатого сечения и устройство для его осуществления и может быть использовано при производстве эксплуатационным методом зажигаемых от спички двухкомпонентных или однокомпонентных топливных элементов на одном и том же оборудовании.
Известен способ изготовления топливных элементов трубчатого сечения, при котором осуществляют подачу под давлением в формующий кольцевой канал экструзионной головки одного экструдируемого компонента или двух компонентов топливного элемента, включающего угольную и зажигательную смеси, подаваемые раздельно из двух экструдеров, при этом зажигательную смесь подают через дополнительный канал экструзионной головки (US, патент, N 4810255, кл. C 10 L 44/06, 1989).
Для осуществления способа служит устройство для изготовления топливных элементов трубчатого сечения, содержащее два экструдера для подачи угольной и зажигательной смесей, соответственно включающие корпус со шнеком и связанные с экструзионной головкой, имеющей формующий кольцевой канал и сообщенный с ним дополнительный канал для зажигательной смеси (US патент, N 4810255, кл. C 10 L 11/06, 1989).
Однако, недостатком известного способа является усложнение конструкции реализующего способ устройства за счет необходимости подачи в дополнительный канал как угольной смеси при изготовлении однокомпонентного топливного элемента, так и зажигательной смеси при изготовлении двухкомпонентного топливного элемента.
Техническим результатом изобретения является повышение эффективности за счет упрощения способа и устройства при переходе на производство нового типа топливного элемента.
Для достижения технического результата в способе изготовления топливных элементов трубчатого сечения, при котором осуществляется подача под давлением в формующий канал экструзионной головки одного экструзионного компонента или двух компонентов топливного элемента, включающего угольную и зажигательную смеси, подаваемые отдельно из двух экструдеров, при этом зажигательную смесь подают через дополнительный канал экструзионной головки, согласно изобретению переход на изготовления двухкомпонентного или однокомпонентного топливного элемента производят путем открытия и соответственно перекрытия дополнительного канала подачи зажигательной смеси в экструзионную головку.
В устройстве для изготовления топливных элементов трубчатого сечения, содержащем два экструдера для подачи угольной и зажигательной смеси, соответственно включающие корпус со шнеком и связанные с экструзионной головкой, имеющей формующий кольцевой канал и сообщенный с ним дополнительный канал для зажигательной смеси, согласно изобретению экструзионная головка снабжена установленными в формующем кольцевом канале центральным стержнем с перемычкой, расположенной перед дополнительным каналом для зажигательной смеси, и цилиндрической втулкой, примыкающей к наружному торцу перемычки одним концом, выполненным с вырезом прямоугольного сечения, размеры которого равны размерам поперечного сечения дополнительного канала в зоне его сообщения с формующим каналом, причем перемычка имеет толщину, равную ширине дополнительного канала для зажигательной смеси, а цилиндрическая втулка снабжена расположенными на ее свободном конце приспособлениями для поворота втулки, удержания ее от продольного смещения, фиксации угла поворота втулки и поддержания топливного элемента.
Приспособление для поворота цилиндрической втулки выполнено в виде маховика, соосно закрепленного на втулке.
Приспособление для удержания цилиндрической втулки от продольного смещения выполнено в виде кольцевого выступа на втулке и нажимного кольца, закрепленного на экструзионной головке и имеющего возможность взаимодействия с кольцевым выступом.
Приспособление для фиксации угла поворота цилиндрической втулки выполнено в виде упоров, закрепленных на нажимном кольце, и выступа на втулке, имеющего возможность взаимодействия в ее крайних положениях с упорами.
Приспособление для поддержания топливного элемента выполнено в виде размещенной на оси маховика направляющей втулки с внутренней конической поверхностью, сужающийся в сторону движения топливного элемента, имеющего возможность свободного прохода через направляющую втулку.
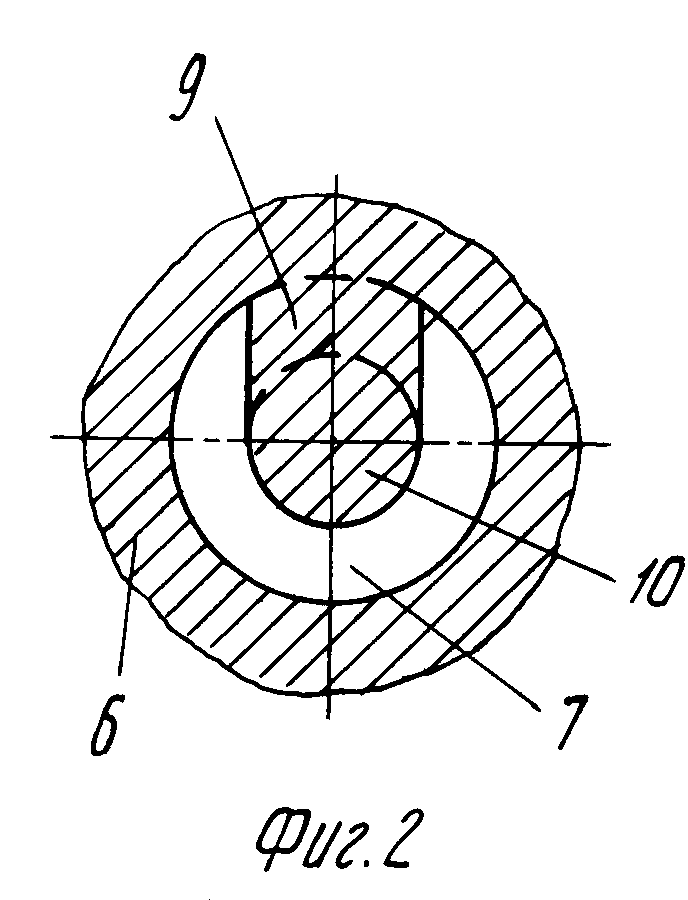
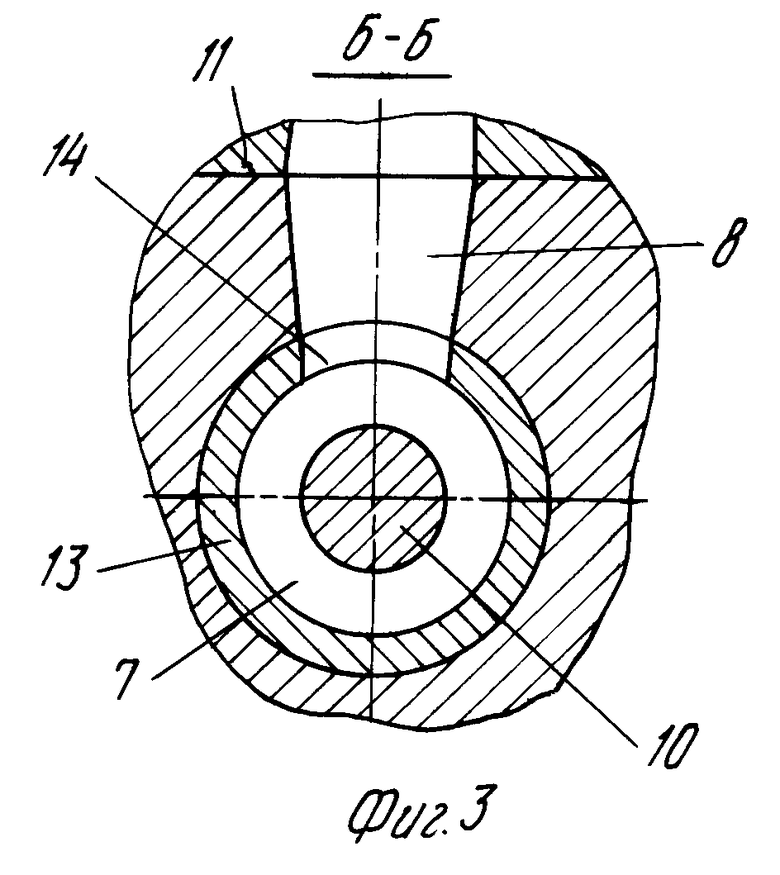
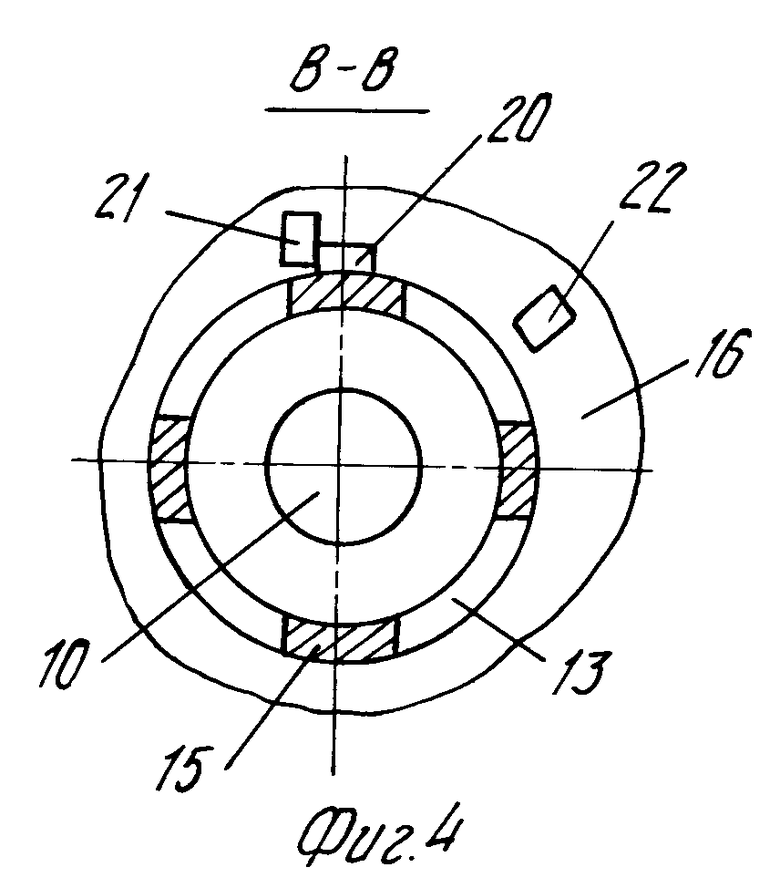
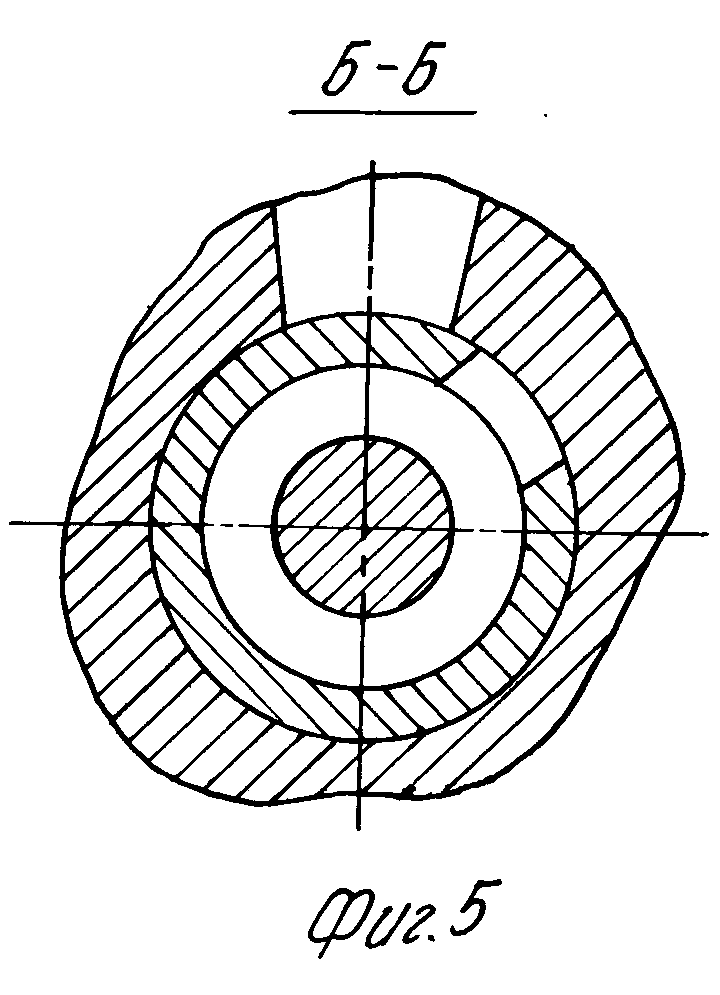
На фиг. 1 изображен продольный разрез устройства; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1 при изготовлении двухкомпонентных топливных элементов; на фиг. 4 разрез В-В на фиг. 1; на фиг. 5 разрез Б-Б на фиг. 1 при изготовлении однокомпонентных топливных элементов.
Устройство для изготовления топливных элементов трубчатого сечения состоит из полого корпуса 1, в котором размещен шнек 2, вал 3 которого кинематически через муфту 4 связан с силовым приводом (не показан). Корпус 1 снабжен загрузочным приспособлением в виде бункера 5 для угольной смеси. На конце корпус а 1 закреплена экструзионная головка 6 с двумя взаимно перпендикулярными и пересекающимися формующими каналами 7 и дополнительным каналом 8 для зажигательной смеси. Причем формующий канал 7 имеет неполное кольцевое сечение с перемычкой 9, на которой закреплен стержень круглого сечения 10, размещенный соосно с валом 2 шнека 2. Стержень 10 с перемычкой 9 расположен перед дополнительным каналом 8. Дополнительный канал 8 для зажигательной смеси расположен в плоскости перемычки 9 с наружной относительно корпуса 1 стороны и примыкает к перемычке 9. Толщина перемычки 9 (в плоскости, перпендикулярной оси шнека 2) принята равной ширине канала 8, который соединен с внутренней полостью корпуса 11 с размещенным в нем шнеком 12. Шнек 12 кинематически связан с приводом (не показан) и загрузочным приспособлением для зажигательной смеси (не показан).
наружная поверхность формующего канала 7 за пределами перемычки 9 образована внутренней поверхностью коаксиально размещенной относительно стержня 10 цилиндрической втулки 13 с возможностью ее поворота относительно экструзионной головки 6. Один конец втулки 13 размещен в плоскости наружного среза перемычки 9 и снабжен продольным вырезом прямоугольного сечения 14, размеры которого совпадают с размерами поперечного сечения канала 8 в зоне его примыкания к формующему каналу 7. Второй конец втулки 13 размещен за пределами экструзионной головки 6 и снабжен маховиком 15.
От продольного смещения втулка 13 удерживается нажимным кольцом 16, закрепленным на экструзионной головке 6 винтами 17 и взаимодействующим с кольцевым выступом 18 на втулке 13.
Маховик 15 снабжен размещенной на его центральной части направляющей втулкой 19 для выходящего из экструзионной головки топливного элемента. Направляющая втулка 19 выполнена и конической поверхностью с сужением проходного сечения в сторону движения топливного элемента и с возможностью его свободного прохода через направляющую втулку 19.
Втулка 13 снабжена выступом 20 с возможностью его взаимодействия при повороте втулки 13 с упорами 21 и 22, закрепленными на нажимном кольце 16. Наружная поверхность втулки по поверхности ее контакта с экструзионной головкой 6 может быть покрыта густой смазкой.
Способ реализуется при работе устройства.
При изготовлении двухкомпонентных топливных элементов (с зажигательным компонентом) втулка 13 с помощью маховика 15 поворачивается в положение, при котором выступ 20 упирается в упор 21. При этом вырез 14 совпадает с дополнительным каналом 8 (фиг. 3 и 4). Из бункера 5 шнеком 2 угольная смесь подается в формующий канал 7 экструзионной головки 6, в котором формуется тело неполного кольцевого сечения. В свободную зону, образующуюся за счет наличия перемычки 9, с помощью шнека 12 подается зажигательная смесь, которая, проходя канал 8 в экструзионной головке 6 и вырез 14 во втулке 13, заполняет эту свободную зону.
Образующийся двухкомпонентный топливный элемент, выходя за пределы втулки 13, поддерживается направляющей втулкой 19. Благодаря расширению конической поверхности в сторону экструзионной головки 6 топливный элемент не заклинивается в направляющей втулке 19 и в то же время поддерживается ею.
При изготовлении однокомпонентного топливного элемента (без зажигательного компонента) с помощью маховика 15 втулка 13 поворачивается по часовой стрелке до упирания выступа 20 в упор 22 (на фиг. 4). Благодаря этому вырез 14 смещается за пределы канала 8. Шнек 12 в этом режиме работы устройства не включается. При подаче угольной смеси шнеком 2 в экструзионную головку 6 свободная зона за перемычкой 9 и вырез 14 заполняются угольной смесью за счет ее давления в канале 7. Поэтому в канале 7 формируется однокомпонентный топливный элемент.
При повороте втулки 13 винты 17 могут немного отпускаться для уменьшения крутящего момента на маховике 15.
Таким образом способ позволяет использовать одно и то же устройство для изготовления как двухкомпонентных, так и однокомпонентных топливных элементов при упрощенной схеме реализующего его устройства, что позволяет быстро и с минимальной трудоемкостью осуществлять переход на выпуск другой номенклатуры брикетов без остановки непрерывного технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С ПРОДОЛЬНОЙ ВЫЕМКОЙ, ЗАПОЛНЕННОЙ ЗАЖИГАТЕЛЬНЫМ СОСТАВОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024594C1 |
| РОТОРНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПЕРФОРИРОВАННЫХ БРИКЕТОВ | 1991 |
|
RU2013209C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 1992 |
|
RU2042523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ И РОТОРНЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2013208C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТВЕРДОГО ТОПЛИВА | 1991 |
|
RU2009193C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ СТРОИТЕЛЬНОЙ АРМАТУРЫ | 1998 |
|
RU2145264C1 |
| ПЛАНЕТАРНАЯ МЕЛЬНИЦА | 1994 |
|
RU2085292C1 |
| СЛОИСТЫЙ ТОПЛИВНЫЙ БРИКЕТ | 1991 |
|
RU2009181C1 |
| УСТРОЙСТВО ДЛЯ ДОБЫЧИ САПРОПЕЛЯ | 1998 |
|
RU2132908C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1997 |
|
RU2130888C1 |
Использование: изобретение относится к способу изготовления топливных элементов трубчатого сечения и устройству для его осуществления и может быть использовано при производстве экструзионным методом зажигаемых от спички двухкомпонентных или однокомпонентных угольных топливных элементов на одном и том же оборудовании. Сущность изобретения: в способе изготовления топливных элементов трубчатого сечения переход на изготовление двухкомпонентного или однокомпонентного топливного элемента производят путем открытия и соответственно перекрытия дополнительного канала подачи зажигательной смеси в экструзионную головку. В устройстве для изготовления топливных элементов трубчатого сечения экструзионная головка снабжена установленными в формующем канале центральным стержнем с перемычкой и цилиндрической втулкой. Перемычка расположена перед дополнительным каналом для зажигания смеси. Цилиндрическая втулка примыкает к наружному торцу перемычки одним концом. Этот конец выполнен с вырезом прямоугольного сечения, размеры которого равны размерам поперечного сечения дополнительного канала в зоне его сообщения с формующим кольцевым каналом. Толщина перемычки равна ширине дополнительного канала. Цилиндрическая втулка снабжена расположенными на ее свободном конце приспособлениями для поворота втулки, удерживая ее от продольного смещения, фиксации угла поворота и поддержания топливного элемента. Кроме того, приспособление для поворота цилиндрической втулки выполнено в виде маховика, соосно закрепленного на втулке. Приспособление для удержания цилиндрической втулки от продольного смещения выполнено в виде кольцевого выступа на втулке и нажимного кольца. Нажимное кольцо закреплено на экструзионной головке и имеет возможность взаимодействия с кольцевым выступом. Приспособление для фиксации угла поворота цилиндрической втулки выполнено в виде упоров, закрепленных на нажимном кольце, и выступа на втулке. Выступ имеет возможность взаимодействия в крайних положениях втулки с упорами. Приспособление для поддержания топливного элемента выполнено в виде размещенной на оси маховика направляющей втулки с внутренней конической поверхностью, сужается в сторону движения топливного элемента. Топливный элемент имеет возможноть свободного прохода через направляющую втулку. 2 с. и 4 з.п. ф-лы, 5 ил.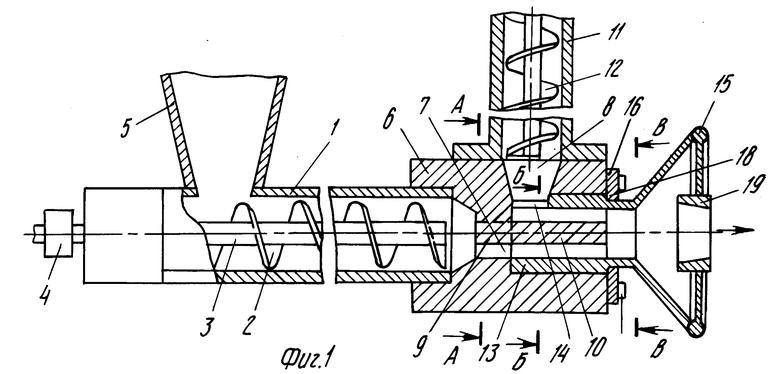
6. Устройство по пп.2 и 3, отличающееся тем, что приспособление для поддержания топливного элемента выполнено в виде размещенной по оси маховика направляющей втулки с внутренней конической поверхностью, сужающейся в сторону движения топливного элемента, имеющего возможность свободного прохода через направляющую втулку.
| Патент США N 4810255, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
