Изобретение относится к устройствам для гибки заготовок, а именно для гибки строительной арматуры круглого поперечного сечения и может быть использовано преимущественно при строительстве сооружений цилиндрической формы из железобетона, например, атомных реакторов, при большом радиусе изгиба заготовок.
Известно устройство для гибки по шаблону, включающее раму с размещенным на ней шаблоном, нажимной ролик, зажимное приспособление для заготовки, каретку с направляющей и приводом /1/.
Недостатками известного устройства для гибки заготовок являются: сложность и высокая металлоемкость конструкции при использовании устройства для гибки строительной арматуры при большом радиусе кривизны изгиба заготовок и сложность обеспечения выполнения требований по технике безопасности для обслуживающего персонала.
Задачами изобретения являются упрощение конструкции, снижение ее металлоемкости и улучшение условий труда обслуживающего персонала.
Технический результат достигается тем, что в устройстве для гибки строительной арматуры, состоящем из рамы и размещенным на ней шаблона, зажимного приспособления для заготовки, нажимного ролика, каретки с направляющей и приводом, опорная рама выполнена в виде дуги уголкового профиля с наружной нижней полкой, шаблон состоит из нескольких, размещенных с зазором друг относительно друга элементов с возможностью их радиального смещения, а выполненная с возможностью движения по дугообразной направляющей П-образного профиля каретка снабжена тремя вертикальными и двумя горизонтальными катками, причем один вертикальный опирается на нижнюю полку опорной рамы, а остальные - на нижнюю полку направляющей, при этом горизонтальный нажимной ролик расположен в плоскости установки элементов шаблона и заготовки, причем зазор "a" между нажимным роликом и шаблоном выбирается из условия
где R - радиус изгиба заготовки; l - плечо изгиба заготовки нажимным роликом, а зажимное приспособление для заготовки снабжено удлиняющей штангой со съемным хомутом со скошенными кромками, при этом длину штанги вместе с хомутом выбирают по меньше плеча изгиба штанги заготовки.
Механизм радиального смещения элементов шаблона выполнен из прикрепленных к каждому элементу ползунов трубчатого сечения с возможностью их осевого смещения по двум параллельным штокам, консольно закрепленным на дугообразной раме, и маточной гайки с возможностью ее взаимодействия с винтом, установленным на дугообразной раме с возможностью вращения снабженным хвостовиком для его взаимодействия с гаечным ключом.
Привод каретки выполнен в виде двухбарабанной лебедки с головным и хвостовым тяговыми канатами с возможностью разворота лебедки в горизонтальной плоскости.
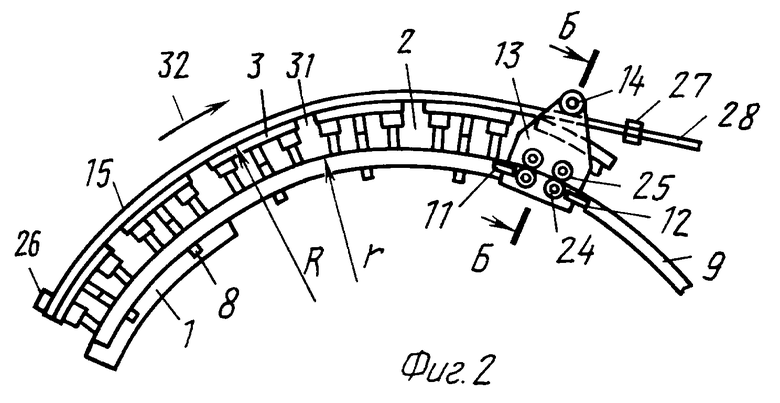
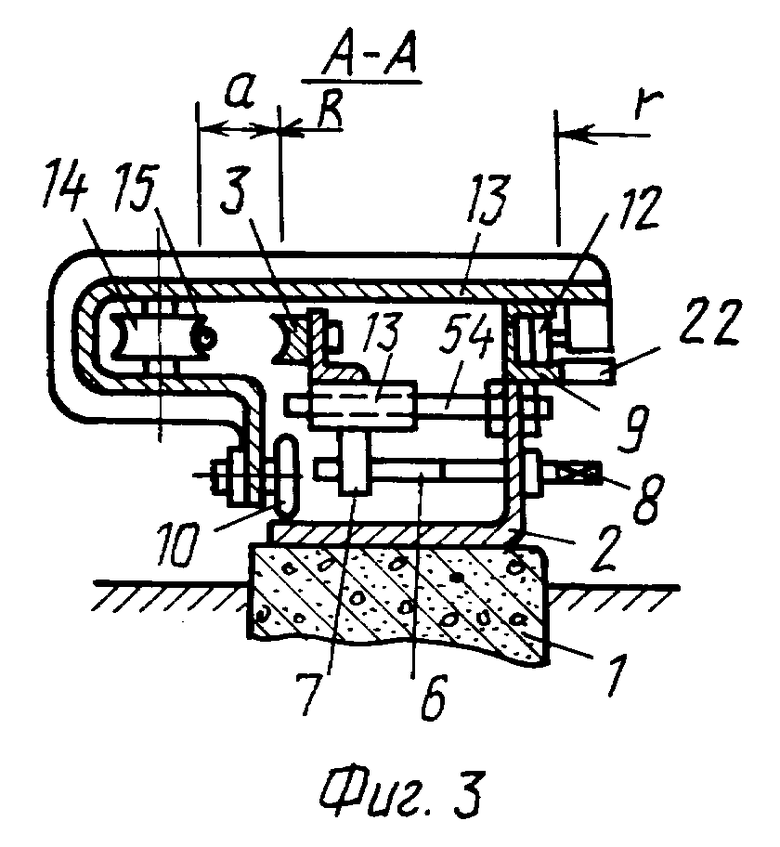
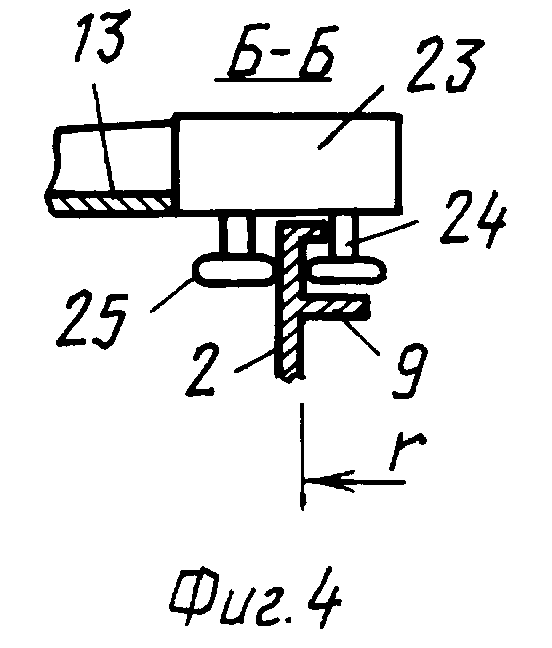
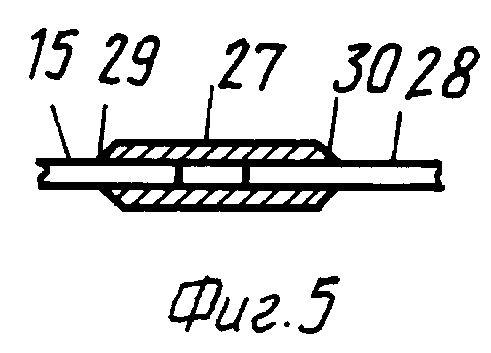
Устройство для гибки строительной арматуры представлено на чертеже, где на фиг. 1 - план с приводом каретки от двухбарабанной лебедки; на фиг. 2 - тоже, с приводом от рычажно-роликового механизма; на фиг. 3 - разрез А-А по фиг. 1; на фиг. 4 - разрез Б-Б по фиг. 2; на фиг. 5 - узел крепления удлинительного рычага к изгибаемой заготовке.
Устройство для гибки строительной арматуры состоит из закрепленной на фундаменте 1 и дугообразной из уголкового профиля горизонтальной полки опорной рамы 1, нижняя полка которой расположена с внешней стороны дуги.
На горизонтальной полке опорной рамы 2 с возможностью радиального смещения в горизонтальной плоскости установлены сменные элементы 3 шаблона, спрофилированного по дуге окружности радиуса R. Каждый элемент 3 установлен на горизонтальной полке опорной рамы 2 с помощью двух штоков 4 и ползунов 5, жестко связанных с элементом 3, с возможностью смещения ползунов 5 относительно штоков 4. Средняя часть элемента 3 с горизонтальной полкой опорной рамы дополнительно связана винтом 6 через маточную гайку 7, закрепленную на элементе 3, при этом винт 6 с противоположной стороны снабжен хвостовиком 8 для его взаимодействия с гаечным ключом. Винт 6 ориентирован радиально относительно окружности радиуса R, а штоки 4 размещены параллельно ему.
На верхней части горизонтальной полки опорной рамы 2 закреплена горизонтальная полка направляющей 9, изогнутая в горизонтальной плоскости по дуге окружности радиуса r, концентрично дуге окружности радиуса R установки элементов 3 шаблона.
На раме 2 с возможностью опирания на ее нижнюю полку катка 10 и опирания на нижнюю полку направляющей 9 двух катков 11 и 12 размещена каретка 13, снабженная нажимным роликом 14, расположенным в плоскости установки элементов 3 и с возможностью взаимодействия с изгибающей заготовкой 15. При этом просвет "a" между нажимным роликом 14 и элементами 3 шаблона выбран из условия обеспечения заданного плеча l изгиба заготовки 15 при допустимом усилии нажатия нажимного ролика 14 на заготовку 15 при ее изгибе:
где R - радиус изгиба заготовки; l - плечо изгиба заготовки нажимным роликом.
Привод передвижения каретки 13 может быть выполнен от двухбарабанной лебедки 16, которая головным и хвостовым тяговыми канатами 17 и 18 через отклоняющий блок 19 и прицепные приспособления 20 и 21 кинематически связана с кареткой 13 (см.фиг. 1, 3). В этом случае каретка 13 снабжена двумя ориентированными в горизонтальной плоскости неприводными катками 22 с возможностью их взаимодействия с нижней горизонтальной полкой направляющей 9.
Привод передвижения каретки 13 может быть выполнен в виде рычажно-роликового механизма 23, кинематически связанного с двумя парами приводных катков 24 и 25, между которыми зажата вертикальная стенка направляющей 9 с внешней и внутренней ее стороны.
Подлежащая изгибу заготовка 15 одним концом закрепляется на одном из крайних элементов шаблона 3, в зависимости от длины заготовки 15, с помощью зажимного приспособления 26. Предварительно заготовка заводится между элементов шаблона 3 и нажимным роликом 14. На втором свободном конце заготовки 15 с помощью съемного хомута 27 закрепляется удлиняющая штанга 28, длина которой вместе с хомутом 27 должна быть не меньше плеча изгиба l. Хомут выполнен со скошенными кромками 29 и 30.
Элементы шаблона 3 размещены с зазорами 31 друг относительно друга, величина которых выбрана из условия свободного радиального смещения элементов 3 при уменьшении радиуса R кривизны изгибаемой заготовки 15. Направление движения каретки 13 при изгибе заготовки - 32.
Лебедка 16 может быть закреплена на платформе 33 с возможностью ее поворота в горизонтальной плоскости.
Длина дуги радиуса R соответствует максимальной длине заготовки 15, а длина дуги горизонтальной полки направляющей 9 (радиуса r) принята с учетом размещения каретки 13 в ее крайнем положении (фиг.1) при полностью изогнутой заготовки 15, когда хомут 27 штанги 28 примыкает к наружной кромке противоположного по отношению к зажимному приспособлению 26 элемента шаблона 3.
Устройство для гибки строительной арматуры действует следующим образом.
Вращение хвостовиков 8 винтов 6 устанавливают необходимый радиус R кривизны дуги, образованной элементами шаблона 3. Это достигается смещением ползунов 5 этих элементов по неподвижным штокам 4. Далее с помощью зажимного приспособления 26 на крайнем элементе шаблона 3 закрепляется конец подлежащей изгибу заготовки 15 (фиг.1). На другом свободном конце заготовки 15 устанавливают с помощью хомута 27 (фиг.5) удлиняющую штангу 28. При этом каретка 13 в это время находится вблизи от зажимного приспособления 26, а заготовка 15 перед ее креплением заводится в устройство таким образом, что заготовка 15 располагается между нажимным роликом 14 каретки 13 и элементом шаблона 3.
Далее включается привод каретки 13, в результате чего каретка смещается в направлении 32, опираясь горизонтальными катками 22 и вертикальными катками 11 и 12 на горизонтальную полку направляющей 9 радиуса r, а вертикальным катком 10 - на горизонтальную полку опорной рамы 2. При этом привод каретки 13 может быть осуществлен от двухбарабанной лебедки 16 с тяговыми канатами 17 и 18.
Привод каретки 13 может быть осуществлен от рычажно-роликового механизма 23. В этом случае горизонтальные катки 24 и 25, автоматически прижимающиеся с двух сторон к вертикальной полке уголковой направляющей 9, являются приводными. При этом тяговое усилие, определяемое условиями сцепления катков 24 и 25 с направляющей 9, автоматически меняется в зависимости от сопротивления движению каретки 13 (фиг. 2,4) за счет изменения усилий прижатия катков 24, 25 к вертикальной стенке направляющей.
При перемещении каретки 13 по горизонтальной полке направляющей 9 с постоянным радиусом кривизны r (конструктивный) заготовки 15 изгибается по заданному радиусу R (задается с учетом последующей упругой деформации заготовки 15; которая частично распрямляется после снятия с устройства). Изгиб заготовки 15 происходит при взаимодействии с ней нажимного ролика 14, так как заготовка 15 при движении каретки 13 в направлении 32 постоянно подвергается действие изгибающего момента, создаваемого усилием нажатия ролика 14 на плече l заготовки 15.
Криволинейный профиль заготовки 15 окончательно формируется (по всей длине заготовки 15), когда каретка 13 приблизится к концу горизонтальной полки направляющей 9 (фиг. 1), а нижний ролик перейдет через хомут 27 на штангу 28, которые не изгибаются, т.к. находятся под действием меньшего по величине изгибающего момента и выполнены более прочными чем заготовка 15.
Если привод перемещения каретки 13 по горизонтальной полке направляющей 9 осуществляется от лебедки 16, то положение головного тягового каната 17, находящегося под максимальным натяжением, меняется. Под действием этого натяжения лебедка 16 разворачивается. вместе с платформой 33 в горизонтальной плоскости, благодаря чему ветвь 17 канала на барабан лебедки 16 набегает практически под прямым углом. Это позволяет снизить износ каната, повысить его долговечность и уменьшить энергоемкость процесса гибки за счет снижения потерь на перегибы каната.
Далее заготовка 15 освобождается от зажимного приспособления 26, штанги 28 и снимается с устройства, а каретка 13 возвращается с помощью привода в исходное положение.
Формирование криволинейного профиля из нескольких шаблонов позволяет гнуть заготовки с переменным по длине радиусом за счет радиального смещения шаблонов на разную величину.
Таким образом, предложенное устройство упрощает конструкцию, снижает ее металлоемкость и улучшает условия труда обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2163848C2 |
| РАМНЫЙ ФИЛЬТР-ПРЕСС | 1998 |
|
RU2134140C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ТРАМВАЙНЫХ ПУТЕЙ | 1998 |
|
RU2137878C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ШТУЧНЫХ ГРУЗОВ | 1999 |
|
RU2146642C1 |
| АГРЕГАТ ДЛЯ СУШКИ БРИКЕТОВ | 1994 |
|
RU2092755C1 |
| УСТАНОВКА ДЛЯ БУРЕНИЯ СКВАЖИН | 1992 |
|
RU2011816C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ ТРУБЧАТОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094227C1 |
| ШАГАЮЩАЯ УСТАНОВКА ДЛЯ ВЗЯТИЯ ПРОБ СО ДНА МОРЕЙ И ОКЕАНОВ | 1994 |
|
RU2087718C1 |
| УСТРОЙСТВО ДЛЯ ДОБЫЧИ САПРОПЕЛЯ | 1998 |
|
RU2132908C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1997 |
|
RU2130888C1 |
Изобретение относится к устройствам для гибки заготовок, а именно для гибки строительной арматуры круглого поперечного сечения, и может быть использовано преимущественно при строительстве сооружений цилиндрической формы из железобетона, например атомных реакторов, при большом радиусе изгиба заготовок. Устройство характеризуется тем, что горизонтальная полка опорной рамы выполнена дугообразной из уголкового профиля с наружной нижней полкой, а шаблон состоит из нескольких, размещенных с зазором относительно друг друга элементов, с возможностью их радиального смещения, при этом выполненная с возможностью передвижения по дугообразной из уголкового профиля направляющей П-образного профиля каретка имеет три вертикальных и два горизонтальных катка. Благодаря такому выполнению упрощается конструкция устройства, снижается ее металлоемкость и улучшаются условия труда обслуживающего персонала. 2 з.п. ф-лы, 5 ил.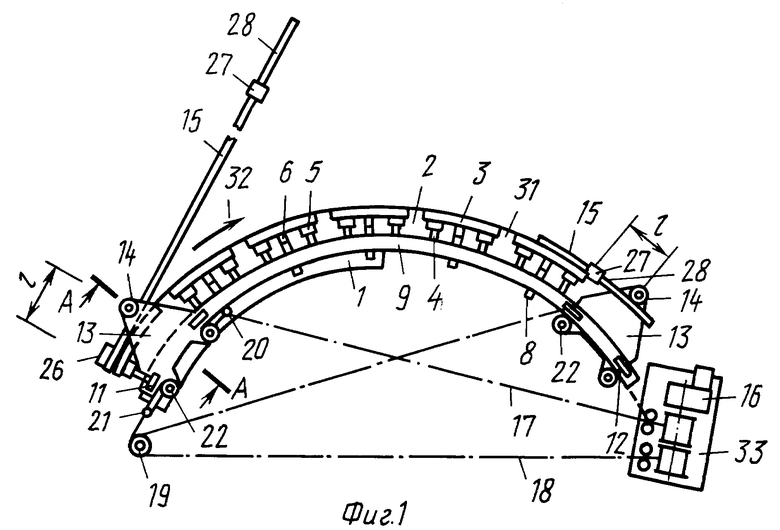
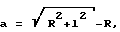
где R - радиус изгиба заготовки;
l - плечо изгиба заготовки нажимным роликом,
зажимное приспособление для заготовки выполнено в виде удлиненной штанги и съемного хомута со скошенными кромками, длина которых не менее длины плеча l изгиба заготовки.
| Станок для гибки труб | 1990 |
|
SU1764740A1 |
| Машина для гибки профилей | 1977 |
|
SU886370A1 |
| US 4212188 A, 15.07.80 | |||
| АНГОБ | 2004 |
|
RU2257364C1 |
| Интерференционный способ измерения термических изменений показателя преломления стекол и кристаллов и прибор для его осуществления | 1960 |
|
SU144304A1 |
