Изобретение касается нанесения покрытий, в частности электродугового проволочного напыления различных металлов путем расплавления двух проволочных электродов в зоне воздействия на них электрической дуги и распыления их при помощи потока газа, и может быть использовано в различных областях металлургии и машиностроения, судостроения и судоремонта.
Известны устройства для электродугового напыления покрытий, сущностью которых является одновременное воздействие на распыляемый материал энергии электрической дуги и кинетической энергии газовой струи. В металлизаторе возбуждается дуга между двумя проволочными электродами, изолированными друг от друга и расположенными под острым углом, указанные электроды расплавляются и затем металл распыляется сжатым газом /воздухом, аргоном и др./, при этом скорость полета частиц не превышает 200 м/с.
Наиболее близким к изобретению является устройство для нанесения покрытий, позволяющее производить распыление двух проволочных электродов и нанесение частиц металла на подложку при помощи газового потока, при этом скорость напыляемых частиц составляет до 200 м/с. Коэффициент использования напыляемых материалов составляет не более 60% при невысокой прочности сцепления.
Недостатками известного устройства, выбранного в качестве прототипа, являются
невысокий коэффициент использования напыляемых материалов, не превышающий 60%
невозможность получения более высококачественных покрытий за счет низкой скорости полета частиц более 200 м/с и невысокая прочность сцепления;
высокая пористость, составляющая 10.20%
Технический результат, достигаемый использованием данного изобретения, заключается в повышении коэффициента использования распыляемого материала до 70 80% в получении более высококачественных покрытий за счет увеличения скорости полета расплавленных частиц до 500 600 м/с и в снижении пористости напыленного слоя до 2 3%
Технический результат изобретения обеспечивается за счет того, что устройство для электродугового высокоскоростного проволочного напыления, состоящее из корпуса, механизма подачи проволочных электродов, форкамеры и узла подвода воздуха, имеет сверхзвуковое сопло, жестко соединенное с форкамерой, а патрубок подачи воздуха выполнен в виде патрубка.
Схема устройства высокоскоростного электродугового проволочного напыления представлена на чертеже.
Устройство состоит из корпуса 1, механизма подачи проволоки 2, форкамеры 3, проволочных электродов 4, патрубка подачи газа /воздуха/ в форкамеру 5, сверхзвукового сопла 6.
Устройство работает следующим образом.
В форкамеру 3, закрепленную на корпусе, при помощи механизма подачи 2 поступают проволочные электроды 4, находящиеся под напряжением, и одновременно через патрубок 5 подается газ под давлением 6 8 атм при температуре до 600oC. При соприкосновении проволочных электродов 4 они расплавляются и жидкие частицы металла, подхваченные потоком газа, через сверхзвуковое сопло 6 направляются к подложке, достигая скорости полета до 600 м/с.
Устройство работает следующим образом.
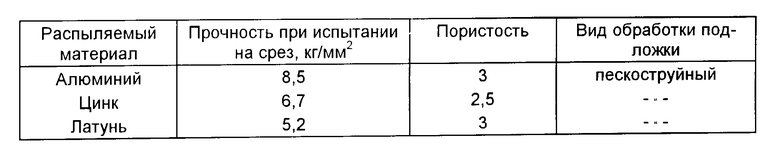
Напыляли латунь, алюминий и цинк на стальную подложку.
Режим напыления:
Давление воздуха в форкамере, атм 6
Температура воздуха в форкамере, oС 600
Скорость воздуха на срезе сверхзвукового сопла, м/с 760 800
Скорость полета расплавленных частиц, м/с до 600
Расстояние от сопла до подложки, мм 100
Полученные данные представлены в таблице.
Коэффициент использования распыляемого материала повышается до 80% за счет того, что при помощи сверхзвукового сопла (с углом расхождения 2 - 3o) удается получить узконаправленный газометаллический поток, что не ведет к большому рассеиванию частиц, при применении металлизатора без сверхзвукового сопла, минимальный угол расхождения газовой струи составляет 25o.
Описываемая конструкция электродугового проволочного металлизатора для нанесения металлических покрытий позволяет повысить коэффициент использования материала до 80% повысить прочность сцепления и снизить пористость напыленных покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2099442C1 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041744C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2013 |
|
RU2530580C1 |
| Устройство для электродугового распыления материалов | 1987 |
|
SU1484376A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2483138C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2001 |
|
RU2191075C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 2000 |
|
RU2186269C2 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 2000 |
|
RU2191637C2 |
Сущность изобретения заключается в том, что в устройстве для электродугового высокоскоростного проволочного напыления, состоящем из корпуса, форкамеры, механизма подачи проволочных электродов, узла подачи воздуха и сопла, последнее выполнено сверхзвуковым, жестко соединенным с форкамерой, а узел подачи воздуха выполнен в виде патрубка. 1 ил., 1 табл.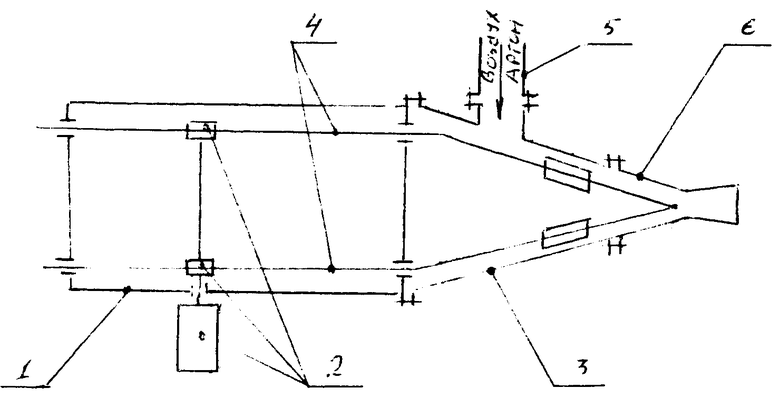
Устройство для электродугового высокоскоростного проволочного напыления, включающее корпус, форкамеру, механизм подачи проволочных электродов, узел подвода воздуха и установленное на выходе форкамеры распылительное сопло, отличающееся тем, что распылительное сопло выполнено сверхзвуковым, а узел подачи воздуха выполнен в виде патрубка.
| SU, авторское свидетельство, 264101, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
