Изобретение относится к области машиностроения и может быть применено для изготовления и восстановления подшипников скольжения.
Известен "Способ получения многослойных покрытий на восстанавливаемых деталях" по а. с. СССР 1465226, кл. В 23 Р 6/00, С 23 С 28/00, по которому производят плазменное напыление порошка, например никель-алюминия, на восстанавливаемую деталь из легкоокисляющегося сплава, толщину слоя выбирают в пределах 0.5-0.9 мм. Затем оплавляют нанесенный слой электроэрозионным методом в режиме эрозии. После чего осуществляют наращивание основного слоя необходимого состава тем же электроэрозионным методом в режиме легирования.
Недостатком данного способа является сложный технологический процесс: напыление, последующее оплавление напыленного слоя, затем наращивание основного слоя электроэрозионным методом в режиме легирования, что делает данную технологию получения покрытия дорогостоящей и трудоемкой.
Известен способ по газотермическому напылению на стальные вкладыши подшипников бронзового антифрикционного покрытия, полученного при использовании порошка ПГ-19М-01 с добавлением серы, а.с. СССР 1739602. Недостатками бронзовых покрытий вкладышей подшипников являются: невысокие триботехнические характеристики, повышенная жесткость (твердость) и низкая усталостная долговечность, что обуславливает невысокий технический ресурс таких подшипников.
Попытка увеличить прочность и износостойкость ряда плазменных покрытий посредством стандартных порошков (ПГ-СР4, ПН70Ю30, ПХ20Н80 и др.) путем их длительной обработки контактной сваркой (см. Фролов Ю.В. "Увеличение прочности и износостойкости плазменных покрытий. В сб.: Морской инженерный сервис. - М.: Транспорт, 1991 г.) результатов не дала: антифрикционные подшипниковые материалы на основе алюминия и меди электроспеканию не подвергались.
Известен "Способ получения антифрикционного покрытия на тонкостенных стальных вкладышах опор скольжения" (см. патент РФ 2076960), принятый за прототип, включающий послойное газотермическое напыление смеси порошков с последующей электроконтактной обработкой каждого слоя. При этом в качестве смеси порошков используют порошок алюминиевого сплава в виде частиц сферической формы, полученных вспомогательной операцией путем распыления этого расплава струей азота в атмосферу азота при следующем соотношении его компонентов, маc.%:
Олово - 3,0 - 6,0
Медь - 0,3 - 0,6
Лантан - Не менее 0,01
Алюминий - Остальное
По данному способу используют метод плазменного напыления таким порошком, каждая сферическая частица которого состоит из сплава алюминия, олова, меди. Распыление сплава в процессе изготовления порошка производят струей азота в атмосферу азота, что сопряжено со сложностью оборудования. Данный способ получения сплава из известного порошка не предотвращает электроконтактный процесс коррозии алюминий-олово, что снижает коррозионную стойкость, антифрикционные свойства и когезионную прочность нанесенного покрытия, т.е. снижает технический ресурс вкладышей опор скольжения. Это обусловлено тем, что в частицах изготавливаемой смеси порошковых материалов возникает электроконтактная коррозия, что и снижает коррозионную стойкость, антифрикционные свойства и когезионную прочность покрытия. Кроме того, технология приготовления смеси порошковых материалов вспомогательной операции достаточно трудоемкая и дорогостоящая из-за сложности оборудования. Смесь порошковых материалов сначала расплавляют, потом распыляют в струе азота в камере.
Техническая задача, на решение которой направлен предлагаемый способ, - это устранение указанных недостатков, а именно: увеличение срока службы антифрикционных покрытий вкладышей опор скольжения за счет увеличения коррозионной стойкости, когезионной прочности и улучшения антифрикционных свойств покрытия, а также снижение затрат на плазменное напыление порошковых материалов и, как следствие, снижение стоимости изготовления и восстановления изделий, изготавливаемых или восстанавливаемых предложенным способом.
Указанная техническая задача достигается тем, что в известном способе получения антифрикционного покрытия на тонкостенных стальных вкладышах опор скольжения, включающем послойное плазменное напыление смеси порошковых материалов олова, меди, лантана, алюминия, имеющих следующее соотношение ингредиентов, маc.%:
Олово - 3,0 - 6,0
Медь - 0,3 - 0,6
Лантан - Не менее 0,01
Алюминий - Остальное
и электроконтактную обработку каждого слоя, в отличие от него первый, второй и третий совместно с четвертым компонент смеси порошковых материалов в процессе напыления подают друг от друга отдельно под срез сопла плазмотрона по соответствующим трубопроводам, оси которых разнесены относительно друг друга на 120o, а плазменную струю закручивают.
Заявленные ограничительные и отличительные признаки обеспечивают предлагаемому техническому решению достижение поставленной технической задачи, а именно увеличение срока службы антифрикционного покрытия вкладышей опор скольжения, снижение стоимости их изготовления и восстановления.
Так, для достижения технического результата необходимо без выполнения сложной и трудоемкой предварительной подготовки порошковых материалов известного состава, а именно следующего состава и соотношения ингредиентов, маc. %:
Олово - 3,0 - 6,0
Медь - 0,3 - 0,6
Лантан - Не менее 0,01
Алюминий - Остальное
подавать в процессе самого напыления первый, второй и третий совместно с четвертым компонент смеси порошковых материалов, притом каждый отдельно от других компонентов смеси. Это предотвращает возникновение в частицах смеси порошковых материалов электроконтактной коррозии, которая снижает коррозионную стойкость, антифрикционные свойства и когезионную прочность покрытия.
Подачу каждого из компонентов производят под срез сопла плазмотрона по соответствующим трубопроводам, оси которых разнесены относительно друг друга на 120o. Это условие является необходимым для обеспечения равномерной подачи всех компонентов смеси порошковых материалов в плазменную струю. При этом производят закручивание плазменной струи, выполняемое посредством использования спиральных каналов плазмотрона, что обуславливает турбулентное истечение плазменной струи. Наличие закрученной с достаточной угловой скоростью плазменной струи наилучшим образом обеспечивает равномерность смешивания всех компонентов смеси порошковых материалов и получение качественного покрытия.
Так обеспечивается достижение поставленной технической задачи, а именно: увеличение коррозионной стойкости, когезионной прочности и улучшение антифрикционных свойств покрытия. Это позволяет повысить срок службы антифрикционных покрытий, отпадает необходимость использования дорогостоящего оборудования и сложной технологии вспомогательной операции смешивания порошков, что, в свою очередь, позволяет снизить себестоимость плазменного напыления порошковых материалов и стоимость изготовления и восстановления изделий, изготавливаемых или восстанавливаемых предложенным способом.
Заявляемый способ поясняется следующими графическими материалами.
На фиг.1 изображена схема установки для плазменного напыления УПУ-ЗД.
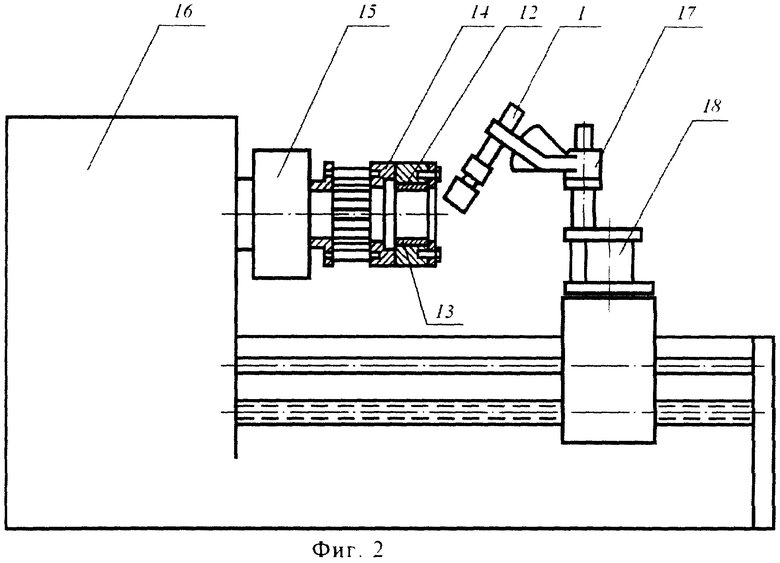
На фиг. 2 изображена схема напыления внутренней поверхности вкладышей подшипников.
На фиг. 3 изображена схема плазмотрона с турбулентным истечением плазменной струи.
На фиг.4 изображена схема подвода к плазмотрону компонентов порошкового материала (вид снизу).
Предлагаемый способ поясняется на примере конкретного получения антифрикционного покрытия на тонкостенных стальных вкладышах опор скольжения методом плазменного напыления.
Процесс напыления антифрикционного покрытия, реализующий заявляемый способ, осуществляют на специализированном участке, оснащенном установкой для плазменного напыления УПУ-ЗД (фиг.1), которая содержит: плазмотрон 1 типа ПП25; дозатор роторного типа 2, обеспечивающий плавную регулировку подачи к плазмотрону порошка в интервале 20-40 г/мин - 3 шт.; шкаф управления 3, обеспечивающий регулирование и контроль необходимых параметров процесса; баллон 4 с плазмообразующим газом с кислородным редуктором 5; источник питания 6 типа ИПН-160; насос 7 подачи к плазмотрону охлаждающей воды; педаль пуска установки 8. От дозаторов 2 к плазмотрону 1 под углом 120o относительно друг друга подведены трубопроводы 9, вмонтированные насквозную во втулку 10, закрепленную на плазмотроне (не показано) в районе среза его сопла 11 (фиг.3, 4). При этом точка пересечения осей трубопроводов 9 совпадает с осью плазмотрона 1.
Способ осуществляют следующим образом. Вначале выполняют подготовительные операции. Мойку и обезжиривание вкладышей 12 производят в соответствии с ТУ на ремонт дизеля. Затем протачивают внутреннюю поверхность 13 вкладыша до "чистого" металла. Для увеличения прочности сцепления покрытия с основой проводят струйно-абразивную обработку проточенной внутренней поверхности вкладышей на установке для пескоструйной обработки (не показана), оснащенной пистолетом, работающим при давлении 0,5 МПа и имеющим диаметр сопла 5 мм, или установкой типа "Каскад". После этого в известное приспособление типа "беличье колесо" 14 (фиг.2), обеспечивающее лучший теплоотвод в процессе напыления, устанавливают вкладыш подшипника 12. Собранное приспособление устанавливают в патроне 15 сварочного вращателя или токарного станка 16 с высотой центров не менее 200 мм (типа 1К62). Частоту вращения патрона станка регулируют в пределах 25 - 30 мин-1. Запускают насос 7, подающий воду (не показано) на охлаждение плазмотрона. Открыв вентиль (не показан) баллона 4 с плазмообразующим газом, обеспечивают его подачу на плазмотрон 1 и дозатор 2, устанавливают давление газа 0,2 МПа по манометру (не показан) кислородного редуктора 5 (фиг.1) и расход плазмообразующего газа 50 л/мин - по ротаметру (не показан). Затем включают дозаторы 2 и регулируют расход каждого компонента порошка в отдельности, а именно олово 1,8 - 2,0 г/мин (4,5 - 5,0%), меди 0,10 - 0,15 г/мин (0,30 - 0,45%), лантан + алюминий 37 - 38 г/мин (95,2 - 94,6%). Зажигают дугу, применяя педаль 8 пуска установки, и устанавливают, используя шкаф управления 3, силу тока в пределах 280 - 320 А. Плазмотрон 1 на специальной оснастке 17, закрепленной на суппорте 18 станка, без задержки подводят к внутренней поверхности 13 вкладыша, выдерживая необходимые угол наклона плазмотрона и расстояние от его сопла 11 до напыляемой поверхности и производят напыление. В процессе напыления посредством дозаторов 2 обеспечивается одновременная и раздельная подача каждого из компонентов порошкового материала под срез сопла 11 плазмотрона 1 (фиг.3) по трубопроводам 9, разнесенным друг относительно друга на 120o, чем обеспечивается, в свою очередь, также и равномерность их подачи в плазменную струю 19. При этом посредством спиральных каналов 20 плазмотрона турбулентного истечения (типа ПП25) обеспечивается закручивание плазменной струи, что еще более способствует равномерности смешения всех компонентов. За один проход послойно напыляют 0,05 - 0,10 мм. Напыление осуществляют с припуском на механическую обработку.
После напыления каждого слоя (не показан) производят электроконтактную обработку. При этом послойную электроконтактную обработку покрытия производят непосредственно в процессе напыления вкладыша титановым роликом (не показан), поджимаемым статическим усилием 100 - 200 Н к напыляемой поверхности вкладыша при питании цепи ролик - деталь сварочным источником тока (не показан) в пределах 80 - 100 А. Изменение свойств покрытия происходит в результате совместного действия термического нагрева и силового нагружения. Ролик изготовлен из титана марки ВТ3 и имеет ширину, равную 1/3 ширины обрабатываемого вкладыша. Термический нагрев создает возможность диффузионного соединения (приводит к спеканию) частиц между собой. В результате силового воздействия достигается уплотнение покрытий, уменьшается пористость напыленного покрытия.
При исследовании свойств покрытия предлагаемого способа на отечественном оборудовании (не показано) получен достаточно высокий результат. Так исследования адгезионной и когезионной прочности, которые проводились на штифтовых образцах с использованием машины Гагарина, показали адгезионную прочность по предлагаемому способу 40 МПа при достигнутом в прототипе 20 МПа, а когезионную прочность по предлагаемому способу 210 МПа при достигнутом в прототипе 189 МПа. Исследования коэффициента трения, нагрузки разрушения и нагрузки схватывания, которые проводились на машине трения СМЦ-2 (напыление проводилось на колодку; подвижный ролик изготавливался из стали 35; в зону трения подавалось масло MB 16 со скоростью 5-6 капель в минуту; скорость вращения шпинделя составляла 300 мин-1), показали коэффициент трения по предлагаемому способу 0,02 при достигнутом в прототипе 0,04. Нагрузка разрушения по предлагаемому способу 400 МПа при достигнутом в прототипе 300 МПа. Нагрузка схватывания по предлагаемому способу 300 МПа при достигнутом в прототипе 250 МПа. Коррозионная стойкость, которая определялась по методике НИИ "Прометей", показала: по предлагаемому способу ток коррозии 100 мА при достигнутом в прототипе 200 мА; разность потенциалов по предлагаемому способу 3000 мВ при достигнутом в прототипе 6000 мВ. Пористость проверялась по методике Хасуя (см. Хасуй А. Техника напыления - М.: Машиностроение, 1975. - 288 с.) и составляет по предлагаемому способу 2 - 6% при достигнутом в прототипе 5 - 10%.
Испытания в итоге показали, что антифрикционная и когезионная прочность покрытия, а также антикоррозионная стойкость в сравнении с известным способом (способом-прототипом) увеличились в среднем на 65%. Это подтверждено уменьшением коррозионного тока при снятии потенциостатических кривых.
Использование нового способа нанесения антифрикционного покрытия позволит: повысить срок службы антифрикционных покрытий за счет повышения коррозионной стойкости и когезионной прочности, снизить себестоимость производства порошковых материалов. Использование способа эффективно при изготовлении и восстановлении тонкостенных вкладышей подшипников двигателей внутреннего сгорания всех типов. Предлагаемый способ является наиболее производительным в сравнении с альтернативными способами получения вкладышей подшипников скольжения. Способ доступен для использования на большинстве машиностроительных и ремонтных предприятий, занимающихся изготовлением и восстановлением вкладышей подшипников скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 2006 |
|
RU2319049C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ ПРИ ПРОИЗВОДСТВЕ КОНСЕРВОВ ИЗ ЗАМОРОЖЕННОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179808C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТОНКОСТЕННЫЕ ВКЛАДЫШИ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2004 |
|
RU2269687C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
| Способ нанесения антифрикционного покрытия на стальные тонкостенные вкладыши подшипников скольжения | 2017 |
|
RU2675679C1 |
| ПАРОВОЙ КОТЕЛ S & S | 1997 |
|
RU2155909C2 |
| ВОЗДУХОПОДОГРЕВАТЕЛЬ | 1998 |
|
RU2187772C2 |
| СПОСОБ КРЕПЛЕНИЯ ШТАБЕЛЯ ТРУБ | 2000 |
|
RU2241632C2 |
| СПОСОБ ОЧИСТКИ СУДОВЫХ ТОПЛИВНЫХ ТАНКОВ | 1999 |
|
RU2225802C2 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2008488C1 |


Изобретение относится к области машиностроения и может быть применено для изготовления и восстановления подшипников скольжения. Способ получения антифрикционного покрытия на тонкостенных стальных вкладышах опор скольжения, включающий послойное плазменное напыление смеси порошковых материалов олова, меди, лантана и алюминия. Способ включает электроконтактную обработку каждого слоя, при этом первый, второй и третий совместно с четвертым компонент смеси порошковых материалов в процессе напыления подают друг от друга отдельно под срез сопла плазмотрона по соответствующим трубопроводам, оси которых разнесены относительно друг друга на 120o, а плазменную струю закручивают. Технический результат - увеличение коррозионной стойкости, когезионной прочности покрытия, улучшение антифрикционных свойств, снижение стоимости изготовления. 4 ил.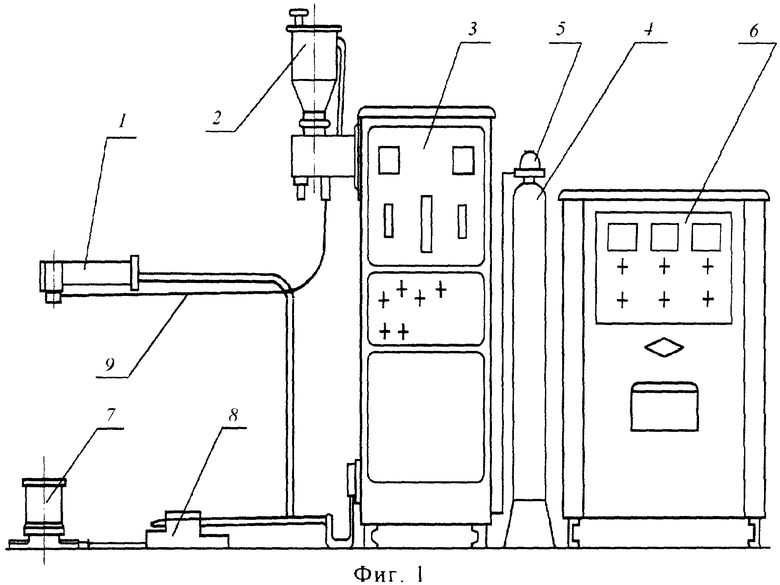
Способ получения антифрикционного покрытия на тонкостенных стальных вкладышах опор скольжения, включающий послойное плазменное напыление смеси порошковых материалов олова, меди, лантана и алюминия, имеющей следующее соотношение ингредиентов, маc. %:
Олово - 3,0-6,0
Медь - 0,3-0,6
Лантан - Не менее 0,01
Алюминий - Остальное
и электроконтактную обработку каждого слоя, отличающийся тем, что первый, второй и третий совместно с четвертым компонент смеси порошковых материалов в процессе напыления подают друг от друга отдельно под срез сопла плазмотрона по соответствующим трубопроводам, оси которых разнесены относительно друг друга на 120o, а плазменную струю закручивают.
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
| Распределитель жидкости | 1974 |
|
SU517797A1 |
| Способ настройки предохранительных фрикционных муфт на номинальный крутящий момент | 1982 |
|
SU1083003A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДПОСЕВНОЙ ОБРАБОТКИ СЕМЯН | 2011 |
|
RU2459401C1 |
| US 3833983, 10.09.1974. | |||

