Изобретение относится к области соединения материалов с помощью заклепок для односторонней клепки.
Известен способ клепки деталей посредством заклепок для односторонней клепки, выполненных в виде втулки и размещенной в ней стержневой оправки, один конец которой имеет головку, выполненную с диаметром, превышающим диаметр внутренней поверхности втулки, а второй конец выступает за пределы оправки со стороны, противоположной головке, включающий введение втулки с оправкой в отверстие, просверленное в пакете соединяемых деталей перпендикулярно последнему, с одной стороны этого пакета, фиксацию втулки с двух сторон склепываемого пакета посредством размещенных на ее концах в контакте с соответствующими опорными поверхностями склепываемого пакета упорной и блокировочной головок, последнюю из которых формируют деформированием соответствующего конца втулки и приложение к оправке осевого усилия для обеспечения разрыва ее стержня [1]
Известна заклепка для односторонней клепки, содержащая втулку и размещенную в ней стержневую оправку, один конец которой выполнен с головкой, имеющей диаметр, превышающий диаметр внутренней поверхности втулки, а второй конец выступает за пределы втулки со стороны, противоположной головке, при этом втулка выполнена с предварительно сформированной головкой, расположенной на конце, противоположном головке оправки [1]
При клепке указанным выше известным способом с помощью известных заклепок эффект сжатия склепываемого пакета имеет тенденцию к уменьшению, что приводит к снижению качества полученного в результате клепки изделия.
Технической задачей, на решение которой направлены данные изобретения, является повышение качества клепки за счет исключения появления зазора между склепываемыми деталями.
Для решения поставленной задачи в известном способе клепки деталей посредством заклепок для односторонней клепки перед фиксацией втулки к ней прикладывают усилие для обеспечения продольного растяжения на участке, расположенном между упорной головкой и опорным средством, предварительно выполненным на внутренней поверхности втулки, а фиксацию втулки осуществляют в растянутом положении.
В результате растяжения втулки обеспечивается возможность получить сборку, находящуюся в состоянии сжатия после установки заклепки и, следовательно, не имеющую тенденцию к релаксации со временем.
В данном способе введения втулки с оправкой в отверстие склепываемого пакета может быть осуществлено до или после растяжения втулки. В результате может быть получено два типа сборки, обеспечивающей плотное прилегание склепываемых деталей и заклепок. Эти типы сборки отличаются друг от друга вторичными эффектами: такими, как сопротивление срезу, а также инструментом, позволяющим осуществить клепку.
В первом случае реализации способа используют оправку с заплечиком на боковой поверхности для взаимодействия с опорным средством втулки при продольном растяжении последней, втулка при этом имеет предварительно сформированную головку, а упорную головку образуют со стороны склепываемого пакета, к которой затруднен доступ в процессе приложения к втулке продольного растяжения для осуществления дополнительного разрыва стержня оправки.
Таким образом, прикладываемое к оправке осевое усилие используют в течение первого этапа сборки для формирования упорной головки до первого (дополнительного) обрыва стержня оправки и в течение второго этапа сборки - для растяжения втулки.
В этом случае может быть использована оправка с фиксирующей кольцевой канавкой, расположенной на стержневой части в месте сопряжения ее с головкой, и кольцевой канавкой разрыва, размещенной на стержневой части между упомянутой фиксирующей кольцевой канавкой и опорным средством втулки, упорную головку образуют при размещении соответствующего конца втулки в фиксирующей кольцевой канавке, а дополнительный разрыв стержня осуществляют по канавке разрыва.
В процессе продольного растяжения втулки производят образование зазора между закладной головкой втулки и соответствующей ей опорной поверхностью склепываемого пакета, а образование блокировочной головки осуществляют путем формоизменения закладной головки втулки и плотного прижатия ее к опорной поверхности пакета.
В том случае, когда введение втулки с оправкой в отверстие склепываемого пакета производят после растяжения втулки, для его осуществления используют два инструмента, посредством которых одновременно прикладывают противоположно направленные усилия к упорной головке втулки и ее опорному средству.
Втулка при этом растягивается между первым инструментом, осуществляющим растяжение при захвате упорной головки, и вторым инструментом, упирающимся в опорное средство, выполненное на этой же втулке.
Вытянутая втулка затем вводится в собираемые детали и фиксируется в положении растяжения за счет приложения тягового усилия к стержню оправки. Это усилие приводит к формированию блокировочной головки и при этом втулка плотно зажимает сборку, оставаясь растянутой. Продолжение приложения осевого усилия к стержню оправки провоцирует обрыв этого стержня.
В соответствии с этим способом второй инструмент может состоять из одной детали и вытягиваться из втулки после осуществления клепки или же состоять из двух частей.
При выполнении его из двух частей имеется возможность оставить в полости втулки первую часть второго инструмента. Извлекается только вторая часть второго инструмента.
Для осуществления данного способа используется заклепка, содержащая втулку и размещенную в ней стержневую оправку, один конец которой выполнен с головкой, имеющей диаметр, превышающий диаметр внутренней поверхности втулки, а второй конец выступает за пределы втулки со стороны, противоположной головке, при этом втулка выполнена с предварительно сформированной головкой, расположенной на конце, противоположном головке оправки, и опорным средством, размещенным на ее внутренней поверхности, а стержень оправки выполнен со ступенчатой боковой поверхностью, ступень большего диаметра которой расположена со стороны головки, и двумя кольцевыми канавками разрыва, размещенными на боковой поверхности, при этом заплечик, образованный поверхностью перехода между ступенями разного диаметра стержня оправки, размещен между головкой оправки и опорным средством втулки с возможностью взаимодействия с последним.
Опорное средство может быть выполнено в виде кольцевого бурта, непрерывного по всему периметру, или состоящего из выступов, равномерно распределенных по периметру.
Опорное средство выполнено с возможностью отделения от втулки или деформирования после окончания процесса клепки для обеспечения извлечения из полости втулки части стержня оправки, ограниченной с одной стороны канавкой разрыва, расположенной на ступени оправки большего диаметра.
Для обеспечения продольного изгиба головки втулки, она выполнена из пластичного материала.
Заклепка для односторонней клепки, по второму варианту выполнения, предназначена для растяжения ее втулки до введения в собираемые детали и характеризуется тем, что втулка выполнена с опорным средством на внутренней поверхности, имеющим поверхность для взаимодействия с одним из двух инструментов, обеспечивающих растяжение втулки, предварительно сформированная головка втулки выполнена с поверхностью захвата для второго инструмента, предназначенного для растяжения втулки, и расположена в контакте с соответствующей опорной поверхностью склепываемого пакета, а стержень оправки выполнен с расположенной на его боковой поверхности кольцевой канавкой разрыва.
Опорное средство втулки расположено у конца последней, сопряженного с головкой оправки.
Поверхность захвата головки втулки может быть выполнена в виде кольцевого заплечика, непрерывного по всему периметру головки, или равномерно расположенных по окружности головки элементов заплечика.
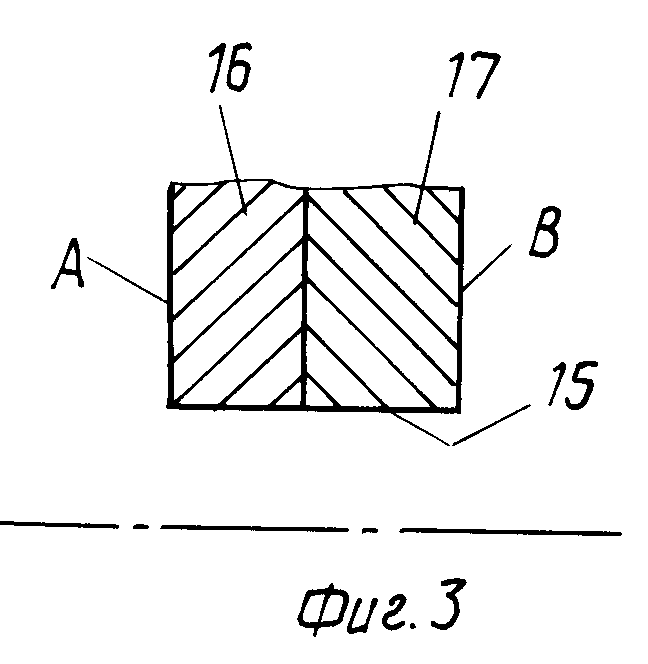
Изобретение поясняется графическими материалами, где: на фиг.1 приведено продольное сечение известной заклепки для односторонней клепки в ходе ее установки в соединяемые материалы; на фиг. 2 показана известная заклепка для односторонней клепки после ее установки; на фиг. 3 показано продольное сечение соответствующей изобретению заклепки по первому варианту ее реализации до установки в соединяемые материалы; на фиг. 4, 5, 6, 7 то же, в ходе осуществления последовательных этапов клепки; на фиг. 8, 9 изображены сечения заклепки, показывающие образование блокировочной головки; на фиг. 10 - продольное сечение заклепки по первому варианту выполнения с упорной головкой, образованной при размещении конца втулки в фиксирующей кольцевой канавке оправки; на фиг. 11, 12, 13 продольное сечение по второму варианту выполнения на различных этапах клепки; на фиг. 14 продольное сечение заклепки (второй вариант) после осуществления процесса клепки.
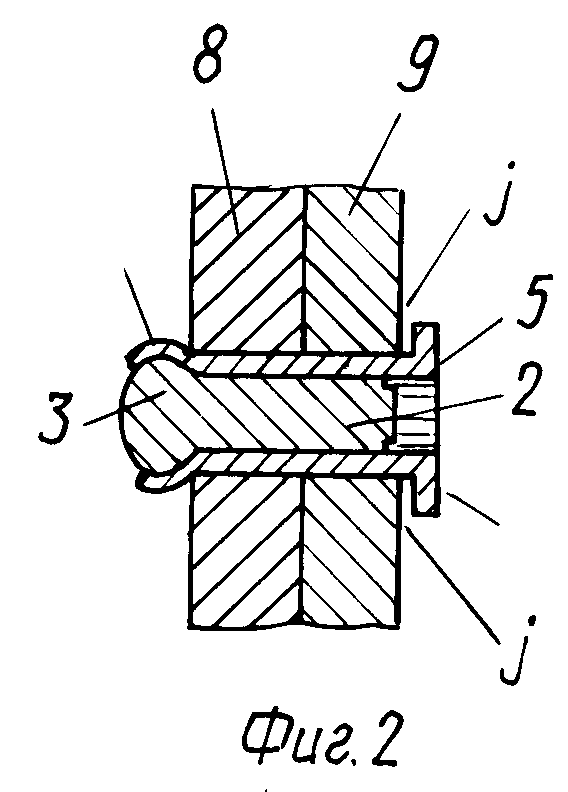
Известная заклепка для односторонней клепки (фиг. 1 и 2) содержит втулку 1 и размещенную в ней стержневую оправку 2, один конец которой выполнен с головкой 3, имеющей диаметр, превышающий диаметр внутренней поверхности втулки, а второй конец 4 выступает за пределы втулки со стороны, противоположной головке 3. Втулка 1 выполнена с предварительно сформированной головкой 5. На стержне оправки имеется канавка разрыва 6.
Для установки на место этой заклепки прикладывают осевое усилие по стрелке F (фиг. 1) при помощи инструмента, образующего зажим 7, зажимающий конец 4 оправки 2. Одновременно прижимают предварительно сформированную головку 5 втулки (стрелки G на фиг.1) к сборке 8 и 9 при помощи посадочного инструмента 10.
В течение первого промежутка времени продолжают тянуть оправку 2, что вызывает формирование головки 11 заклепки путем деформирования головкой 3 оправки конца втулки 1. Эта головка 11 фиксирует сборку 8 и 9 и стремится максимально прижать эти два материала друг к другу. После формирования головки 11 продолжение приложения усилия F вызывает в течение второго промежутка выремени разрыв стержня оправки 2 по канавке разрыва 6.
В этом случае заклепка будет иметь показанный на фиг. 2 вид. Отметим, что в результате явления релаксации материалов, подверженных сжатию, имеется тенденция к появлению зазора j между головкой втулки и сборкой 8 и 9. Действительно, втулка, подвергшаяся усилию сжатия при приложении осевого усилия к стержню оправки, стремиться возвратиться к своей исходной длине и создает, таким образом, зазор между соединенными элементами. В таком случае нет хорошего контакта головки 5 втулки и соединяемых деталей 8 и 9. Этот зазор j имеет тенденцию к увеличению с течением времени.
Изобретение предусматривает устранение этого недостатка.
Для этой цели в соответствии с показанным на фиг. 3-7 видом осуществления изобретения, втулка заклепки подвергается растяжению при ее установке на место.
Пепвый вид выполнения клепки в соответствии с изобретением описывается далее.
На фиг. 3 изображена заклепка 12, состоящая из втулки 13 и оправки 14, установленной во втулке. Заклепка вводится в отверстие 15 двух материалов 16 и 17. Этот ввод заклепки осуществляется с одной из сторон сборки, например, с правой (левая сторона предполагается недоступной).
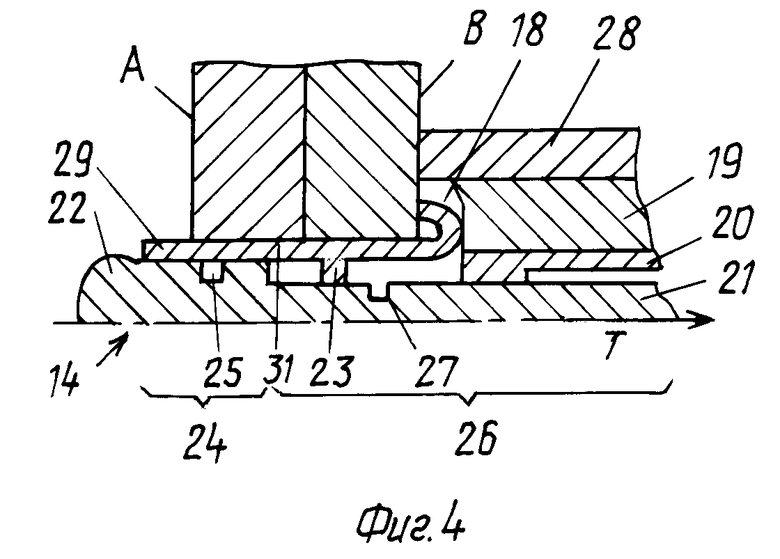
Как можно видеть из фиг. 4, втулка соответствующей изобретению заклепки содержит предварительно сформированную головку 18, которая при помощи посадочного инструмента 19 вводится в контакт со второй поверхностью в сборки 16 и 17. Инструментом в виде клещей 20 между его губками зажимают конец 21 стержня оправки, противоположный головке оправки 22.
Соответствующая изобретению втулка снабжена опорным средством 23, выполненным на внутренней поверхности втулки. В представленном примере это опорное средство представляет собой кольцевой бурт.
В соответствии с изобретением оправка 14 содержит кроме головки 22 первую часть24, имеющую первую канавку разрыва 25, и вторую часть 26, имеющую канавку разрыва 27.
Сечение первой части стержня оправки 24 соответствует сечению внутренней поверхности втулки в ее части наибольшего сечения. Сечение второй части стержня оправки соответствует сечению внутренней поверхности втулки на уровне опорного средства 23. Таким образом, диаметр первой и второй частей стержня оправки постепенно уменьшается.
Как показано на фиг. 4, контринструмент посадки 28 прилегает ко второй поверхности В сборке материалов 16 и 17.
На показанном на фиг. 4 этапе клепки предварительно сформированная головка втулки 18 просто упирается во вторую поверхность В сборки.
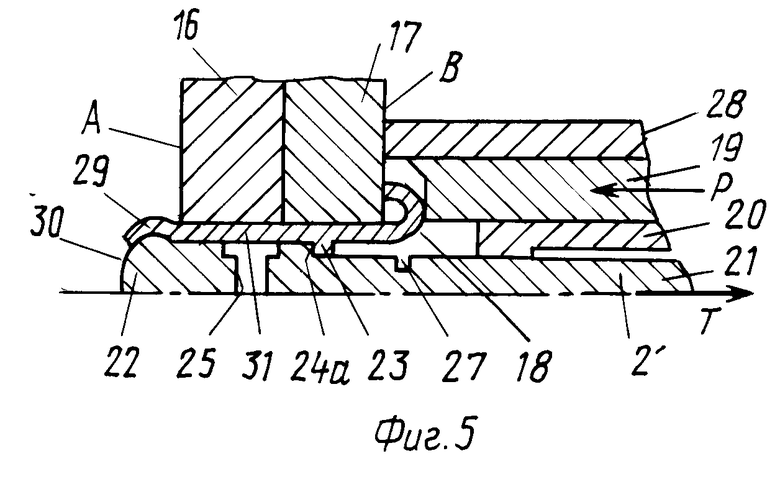
Смежный с головкой оправки конец 29 втулки еще не деформирован, затем прикладывают осевое усилие Т ко второй части 28 стержня оправки, одновременно прижимая (стрелка P, фиг. 5) инструмент посадки в направлении, противоположном направлению осевого усилия Т. В результате происходит постепенная деформация конца 29 втулки смежного с головкой оправки 22, и введение этой головки 22 внутрь конца втулки 29. Сформированная таким образом упорная головка упирается в первую поверхность А сборки 16 и 17, которая сама упирается на своей второй поверхности В в предварительно сформированную головку 18 втулки.
Как только сформирована упорная головка 30 и блокирована первой поверхностью А (прижата к ней) сборки под действием противоположно направленных сил Р и Т, продолжение действия осевого усилия Т приводит к разрыву по первой канавке разрыва 25 (фиг. 5). Остаток первой части стержня оправки 24 перемещается вместе со второй частью стержня оправки 26, все еще подверженной усилию Т.
Тогда первая часть 24 оправки взаимодействует своим концом 24а с опорным средством 23 и осуществляет растяжение части 31 втулки, расположенной между упорной головкой 30 и опорным средством 23.
В течение этого растяжения "е" (фиг. 5 и 6) посадочный инструмент 19 продолжает прижиматься к предварительно сформированной головке 18. Растяжение "е" создает тенденцию удаления этой головки 18 от второй поверхности В сборки. Под действием посадочного инструмента 19 происходит изменение формы головки 18, и она вводится в контакт с этой поверхностью В, создавая блокировочную головку 32.
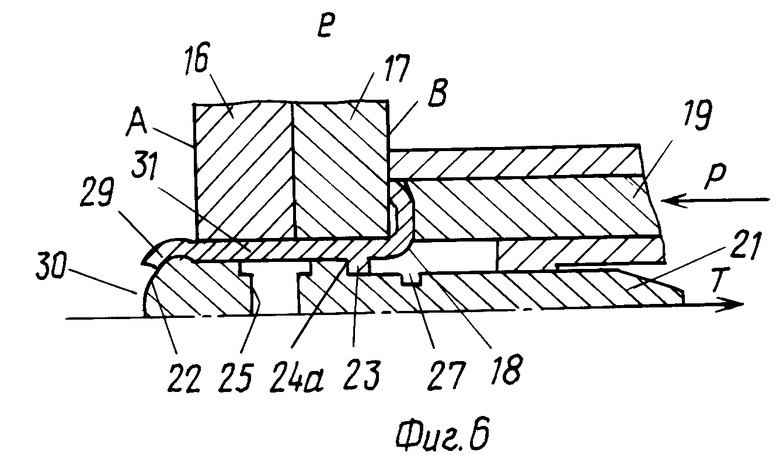
Как только вытягивание тела втулки достигло максимально возможной величины, продолжение приложения осевого усилия Т вызывает во второй части 26 стержня оправки разрыв по второй канавке разрыва 27 (фиг. 6 и 7).
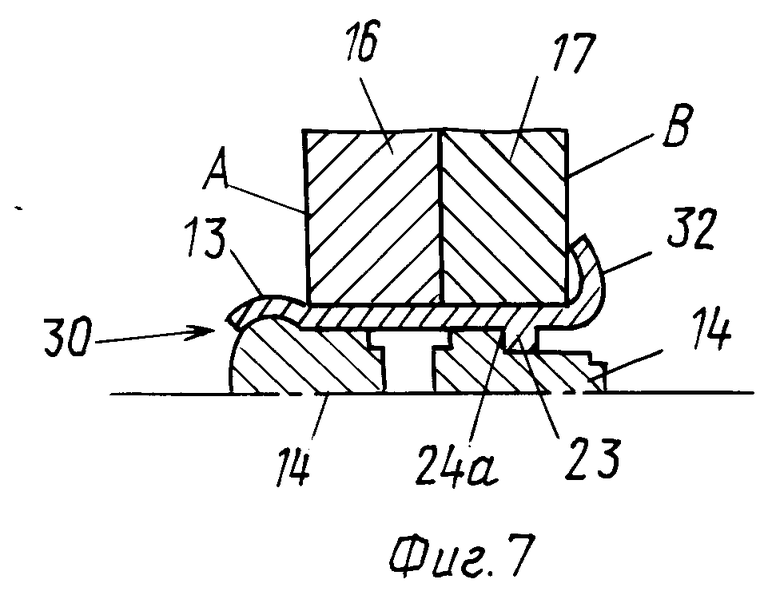
В результате втулка 13 плотно зажимает сборку 16 и 17 между упорной головкой 30 и блокировочной головкой 32, изменившей форму во время посадки, чтобы сохранить растяжение "е" втулки, полученное при посадке заклепки.
При уменьшении напряжения в материалах сборки, подверженных воздействию различных сил, не появляется зазор j между блокировочной головкой 32 втулки и сборкой 16 и 17.
В этом случае осуществляется хорошее прилегание заклепки к собираемым материалам и нет тенденции к его ослаблению с течением времени.
Такой тип заклепок может быть легко установлен на место, так как не требуется специальный посадочный инструмент. Используемый в настоящее время посадочный инструмент может быть использован без значительных переделок.
Полученное заклепочное соединение несомненно улучшено по сравнению с классическим, т. к. осуществляется тесное прилегание материалов 16 и 17 и втулки 13 и заклепки 12.
Такой тип заклепки имеет в результате двойного разрыва первой и второй частей 24, 26 стержня оправки сопротивление срезу, сопоставимое с существующими заклепками. Это сопротивление срезу может быть улучшено, как будет видно из дальнейшего описания второго вида осуществления изобретения.
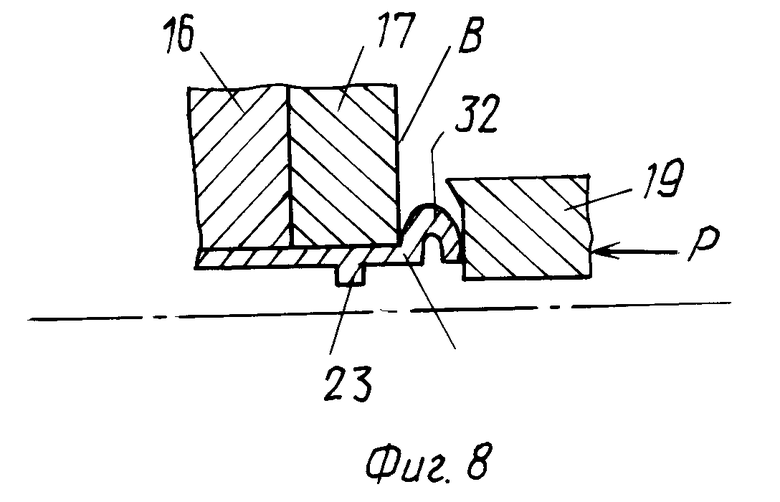
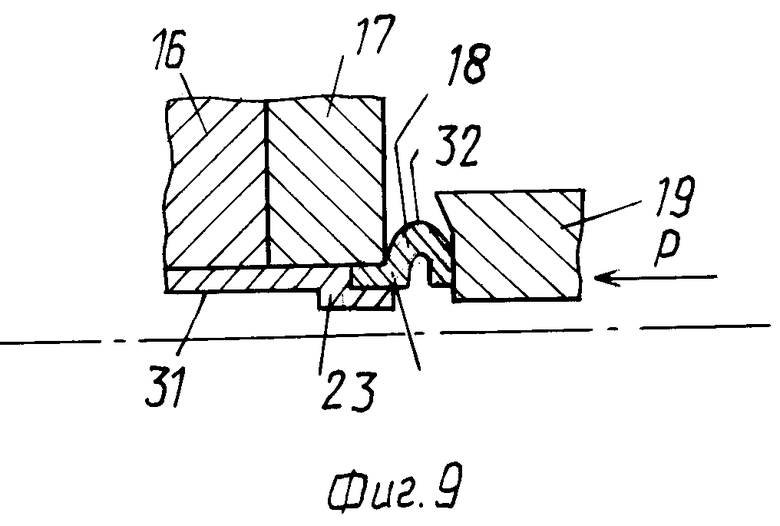
Различные варианты могут быть использованы при формировании блокировочной головки 32, как это показано на фиг. 8 и 9.
Как показано на фиг. 8, предварительно сформированная головка 18 втулки заклепки может изменять свою форму при клепке за счет продольного изгиба. В этом случае посадочный инструмент 19 оказывает давление Р и деформирует блокировочную головку 32 по второй поверхности В сборки 16 и 17.
Следует указать, что для ясности на фиг. 8 и 9 показаны только некоторые из инструментов, которые могут быть использованы при осуществлении клепки.
Как показано на фиг. 9, конец втулки снабжен предварительно сформированной головкой 18, которая может быть изготовлена из более пластичного материала, чем тело 31 указанной втулки. Эта головка может, например, ввинчиваться в тело втулки. В этом случае облегчается изменение формы блокировочной головки 32.
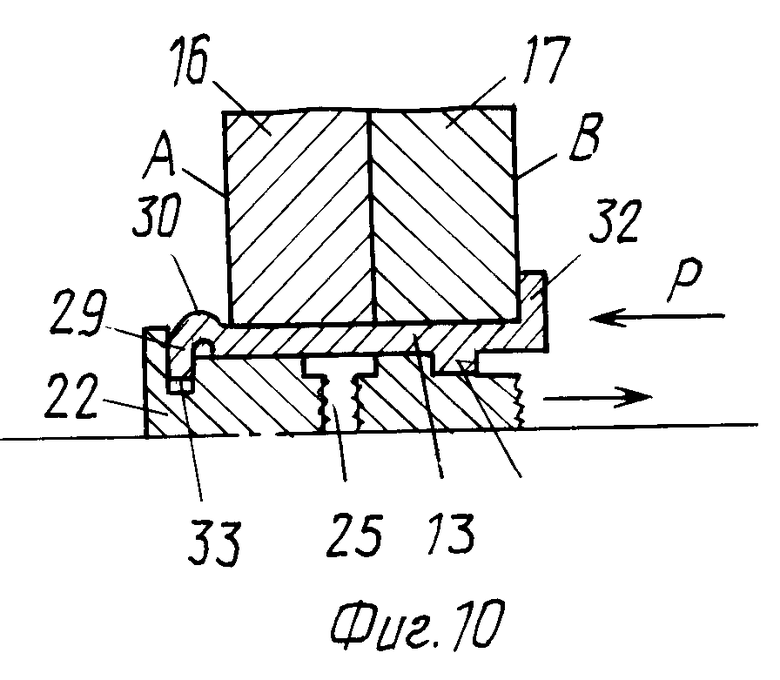
В соответствии с третьим вариантом осуществления могут быть скомбинированы с первым видом реализации заклепки один или другой из показанных на фиг. 8 и 9 вариантов. Например, упорная головка 30 может быть выполнена также при помощи продольного изгиба (фиг. 10). В этом случае выполняют фиксирующую кольцевую канавку у головки оправки для входа конца 29 втулки. При осевом усилии удерживаемый в этой канавке 33 конец втулки 29 позволяет получить упорную головку 30 за счет продольного изгиба и прижать (блокировать) эту головку к первой поверхности А сборки 16 и 17. В остальном процесс заклепывания остается неизменным.
В варианте реализации может быть предусмотрен обрыв опорного средства до обрыва стержня оправки по второй линии разрыва. Например, опорное средство может иметь для этого канавку разрыва в месте связи с телом втулки.
В другом варианте это опорное средство может деформироваться для обеспечения возможности прохода части стержня, расположенной после первой линии разрыва, в то время, как втулка вытягивается и блокируется между упорной и блокировочной головками.
В этом случае получают заклепочное соединение без частей стержня оправки, которые могут двигаться или вибрировать. Однако, сопротивление срезу такой заклепки уменьшается.
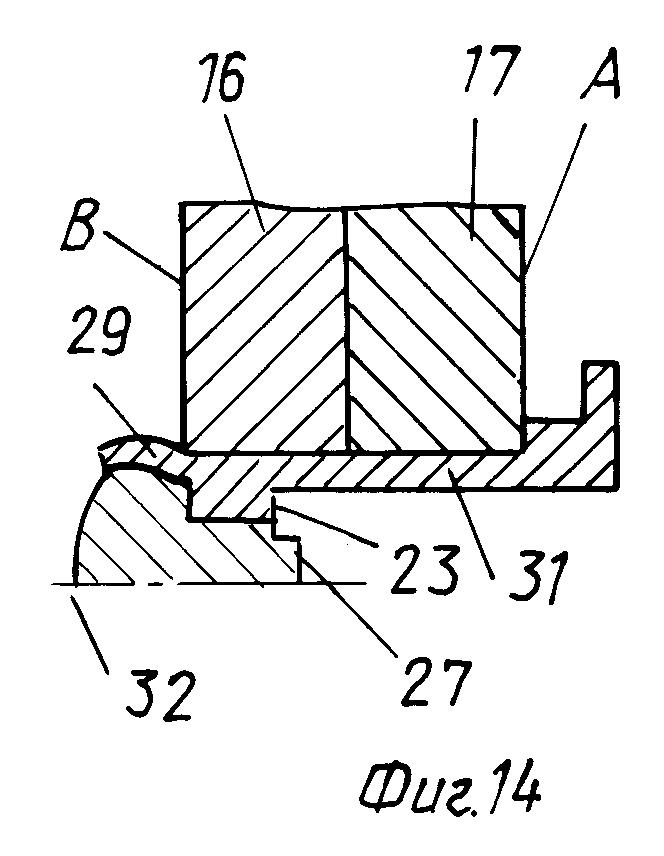
Как указывалось ранее, изобретение касается также второго вида реализации заклепки (фиг. 11-14), в котором не только прилегание, но и сопротивление срезу улучшены.
В этом втором виде заклепка 12 имеет противоположное расположение по отношению к первому виду реализации упорной головки 30 и блокировочной головки 32.
В рамках этого второго вида выполнения заклепки следует указать, что растяжение тела 31 втулки осуществляется до ее введения в отверстие 15, просверленное поперек соединяемых материалов 16 и 17.
Это растяжение осуществляется при помощи соответственно первого и второго посадочных инструментов 34 и 35, создающих растяжение между опорным средством 23 и упорной головкой 30. В этом случае растяжение осуществляется за счет воздействия на те же элементы, что и ранее.
В соответствии с этим вторым видом реализации заклепка 12 имеет втулку 13 с опорным средством 23 на внутренней поверхности.
В показанном варианте это средство представляет собой кольцевой бурт, выступающий в отверстие втулки. Втулка 13 имеет с противоположной от этого опорного средства стороны предварительно сформированную головку 30, имеющую поверхность захвата 36 и опорную поверхность 37, служащие соответственно для контакта с первым инструментом 34 и первой стороной А сборки 16 и 17.
Оправка 14 имеет головку 22, диаметр которой превышает размер отверстия втулки, и стержень, размещенный в этом отверстии. Сечение стержня соответствует сечению отверстия втулки на уровне опорного средства опоры 23. Стержень оправки, кроме того, имеет канавку разрыва 27.
Инструменты для посадки такой заклепки имеют специфическую форму и образованы, кроме инструмента, представляющего собой клещи 20 для зажима стержня оправки, первым и вторым посадочными инструментами 34 и 35.
Первый посадочный инструмент 34 может перемещаться по стрелкам Е, Н и 1 (фиг. 11-13), второй посадочный инструмент 35 перемещается по стрелкам Р и К (фиг. 11-13).
Первый посадочный инструмент представляет собой заплечик 38, образующий средство захвата им приспособленный для взаимодействия с поверхностью захвата 36 упорной головки. Второй посадочный инструмент 35 имеет первую часть 39, предназначенную для вхождения в контакт с опорным средством 23, и вторую часть 40. Первая часть 39 инструмента еще называется дополнительной втулкой.
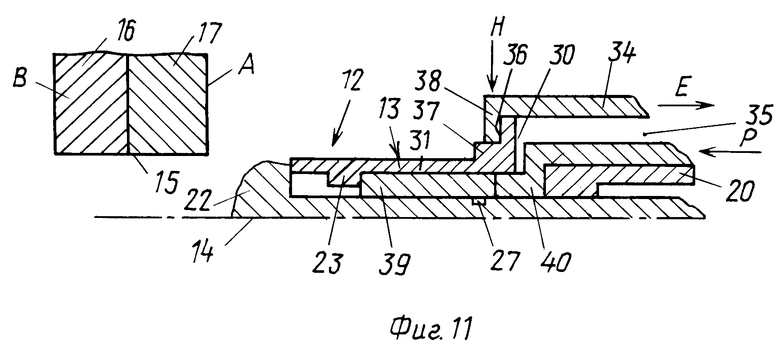
Как можно видеть из фиг. 11, втулка 13 заклепки согласно изобретению растягивается до введения в отверстие 15 сборки 16 и 17. Для этой цели первый инструмент заводится над упорной головкой 30, затем опускается в направлении стрелки Н и вступает в контакт заплечиком 38 инструмента с поверхностью захвата 36 упорной головки.
Одновременно второй инструмент 35 вводится в отверстие втулки до введения в контакт первой части 39 с поверхностью опорного средства 23 втулки.
Первый инструмент воздействует на упорную головку по стрелке Е, в то время как второй инструмент 35 толкает опорное средство 23 по стрелке Р.
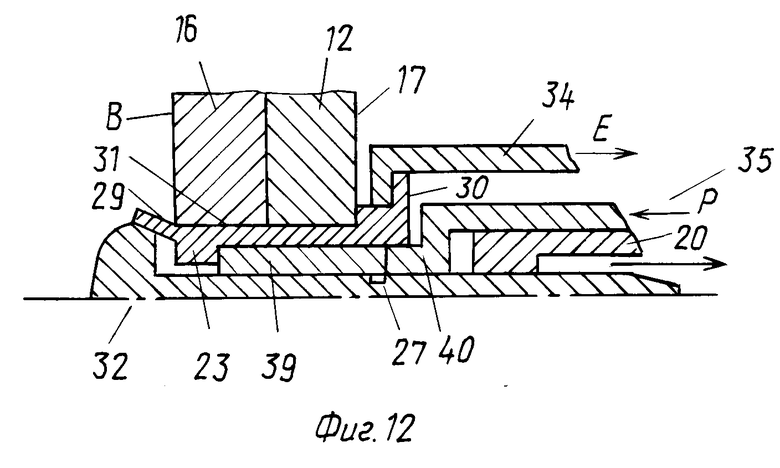
Результатом действия этих двух противоположных направленных сил является растягивание тела 31 втулки. Каждая из упомянутых сил для осуществления указанного растяжения воздействует на соответствующий конец втулки. Вытянутая таким образом втулка с введенной оправкой затем вводится в отверстие 15 сборки 16 и 17. Этот ввод (осуществляемый только с одной стороны) производится до тех пор, пока опорная поверхность 37 упорной головки не придет в контакт с первой поверхностью А сборки 16 и 17. После установления этого контакта (фиг. 12) инструмент в виде клещей 20 осуществляет растяжение стержня оправки. В результате этого действия головка оправки 22 заходит внутрь тела втулки и образует блокировочную головку 32, находящуюся в блокировочном контакте со второй поверхностью В сборки 16 и 17. Продолжение действия усилия Т на стержень оправки вызывает разрыв этого стержня по канавке разрыва 27.
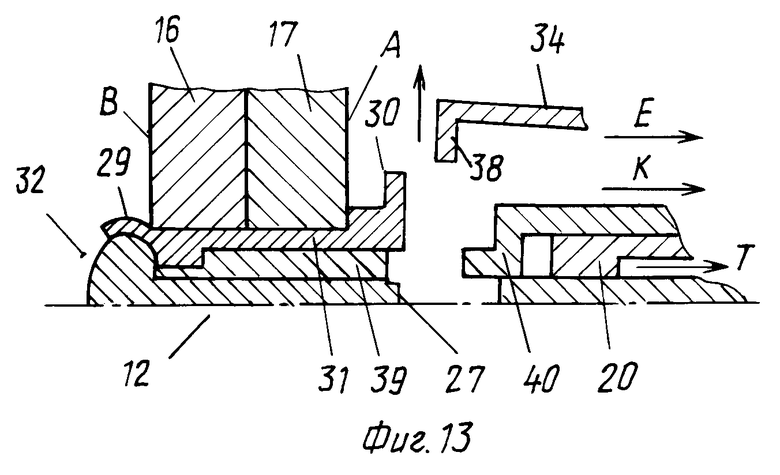
Тогда первый инструмент 34 и вторая часть 40 инструмента 35 выводится из соединения по стрелкам 1, Е, К и Т (фиг. 13). Вытянутая втулка в этом случае плотно зажимает с одной и другой стороны сборку при помощи упорной головки 30 и блокировочной головки 32.
При прекращении действия совокупности сил Е, Р, Т, прикладываемых к соответствующей изобретению заклепке, уменьшение напряжений в различных материалах сборки не приводит к появлению зазора j между головкой втулки и сборкой 16 и 17. В результате создается хорошее прилегание заклепки к соединяемым деталям, которое не ухудшается с течением времени, как это происходит в известном ранее виде реализации.
Следует упомянуть, что первая часть 39 второго инструмента остается в отверстии втулки.
В таком случае втулка заполнена, что улучшает сопротивление срезу и даже вызывает раздачу втулки, что повышает способность прилегания такой заклепки.
Следует указать, что первая часть 39 может рассматриваться как первая часть второго посадочного инструмента или как элемент втулки. Действительно, эта часть 39 может быть с самого начала в контакте с втулкой и устанавливаться на место вместе с ней, при этом второй инструмент только затем начнет упираться в эту часть 39.
Этот вид реализации позволяет, как и первый вид реализации улучшать прилегание соединяемых материалов и заклепки, что достигается за счет установки заклепки с растянутой втулкой. Но, в дополнение к этому, он позволяет повысить сопротивление срезу полученного соединения. Однако, для его осуществления требуется специальный посадочный инструмент, более сложный, чем в случае первого вида реализации.
Кроме того, по причине растягивания втулки, преимущественно, до ее введения в отверстие сборки, возможно использование втулок, внешний диаметр которых слегка превышает размер отверстия. Действительно, при растягивании втулки наружный ее диаметр имеет тенденцию к уменьшению, что позволяет осуществить посадку в отверстие сборки. После установки на место втулка стремиться вновь принять свой исходный размер, что обеспечивает определенную раздачу и лучшее удержание заклепки после ее установки.
В варианте, показанном на фиг. 4, второй посадочный инструмент 35 образован единственной частью. В этом случае после его извлечения (в конечной фазе клепки) никакая часть этого инструмента не остается в отверстии втулки. Преимущественно, в рамках этого варианта, разрыв стержня оправки производится на уровне опорного средства 23 втулки по линии разрыва 27.
Следует отметить, что как в первом, так и во втором виде реализации, опорное средство может представлять собой непрерывный или прерывистый кольцевой бурт. При прерывистом кольцевом бурте создается множество опорных средств, равномерно распределенных по окружности отверстия втулки.
Можно также предусмотреть выполнение опорного средства в виде единственного выступа, размещенного на внутренней поверхности втулки.
Само собой разумеется, изобретение не ограничивается описанными видами реализации и включает все варианты, доступные пониманию специалистов. Так, например, форма опорных средств опоры может изменяться, не выходя за рамки изобретения, заклепка может быть изготовлена из любого подходящего материала, а сборка может содержать более двух деталей.
Использование: в области соединения материалов с помощью заклепок для односторонней клепки. Сущность изобретения: в отверстие, просверленное в пакете соединяемых деталей перпендикулярно последнему, устанавливают заклепку в виде втулки и размещенной в ней стержневой оправки. Один конец оправки имеет головку с диаметром, превышающим диаметр внутренней поверхности втулки, а второй конец - выступает за пределы оправки со стороны, противоположной головке. Затем втулку фиксируют с двух сторон склепываемого пакета посредством размещенных на ее концах упорной и блокировочной головок. Последнюю формируют деформированием соответствующего конца втулки, после чего к оправке прикладывают осевое усилие для обеспечения разрыва ее стержня. Перед фиксацией втулки к ней прикладывают усилие для обеспечения продольного растяжения на участке, расположенном между упорной головкой и опорным средством. Опорное средство предварительно выполняют на внутренней поверхности втулки, а фиксацию втулки осуществляют в растянутом положении. Введение втулки с оправкой в отверстие склепываемого пакета осуществляют до или после растяжения втулки. Конструкция заклепки, используемой для клепки, обусловлена последовательностью осуществления операций введения заклепки в отверстие пакета и растяжения втулки. 3 с., 22 з.п. ф-лы, 14 ил.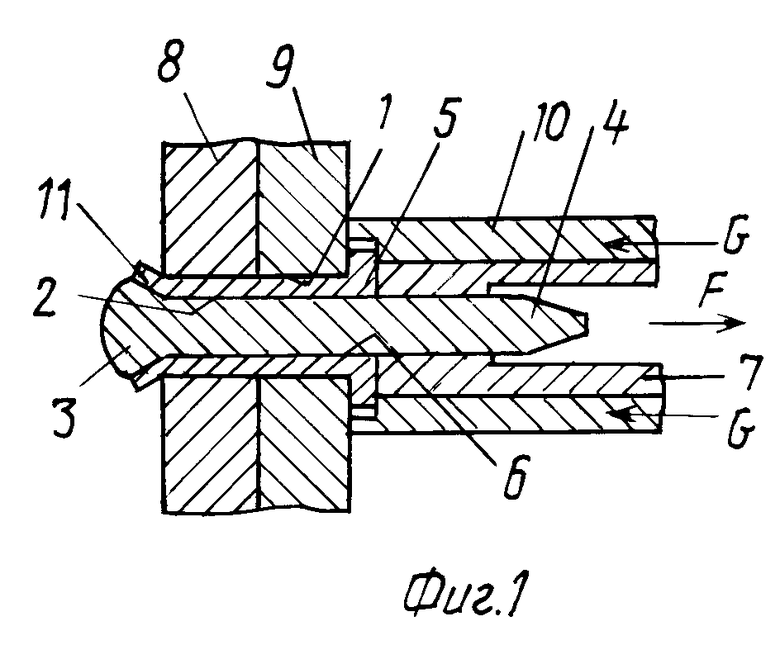
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3377907, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |

