2. Устройство для односторонней клепки полыми заклепками, преимущественно деталей из неметаллических материалов, содер- жаш,ее корпус, в котором смонтирован приводной инструмент с развальцовочной головкой, отличающееся тем, что, с целью повышения качества клепки, инструмент выполнен составным в виде жестко связанного с приводом стержня с поперечным сечением, ограниченным двумя сопряженными дугами равного радиуса, и цилиндрического вкла- дыша с продольной выемкой на боковой поверхности, соответствующей по форме профилю поперечного сечения стержня, при этом вкладыш установлен с возможностью взаимодействия поверхностью выемки с боковой
поверхностью стержня и продольного пеИзобретение относится к клепке и может быть использовано при склепывании полыми заклепками деталей, преимущественно, из неметаллических материалов методом односторонней клепки.
Цель изобретения - повышение качества клепки за счет исключения выпучивания стенок полой заклепки внутрь полости и упрочнения их поверхностного слоя.
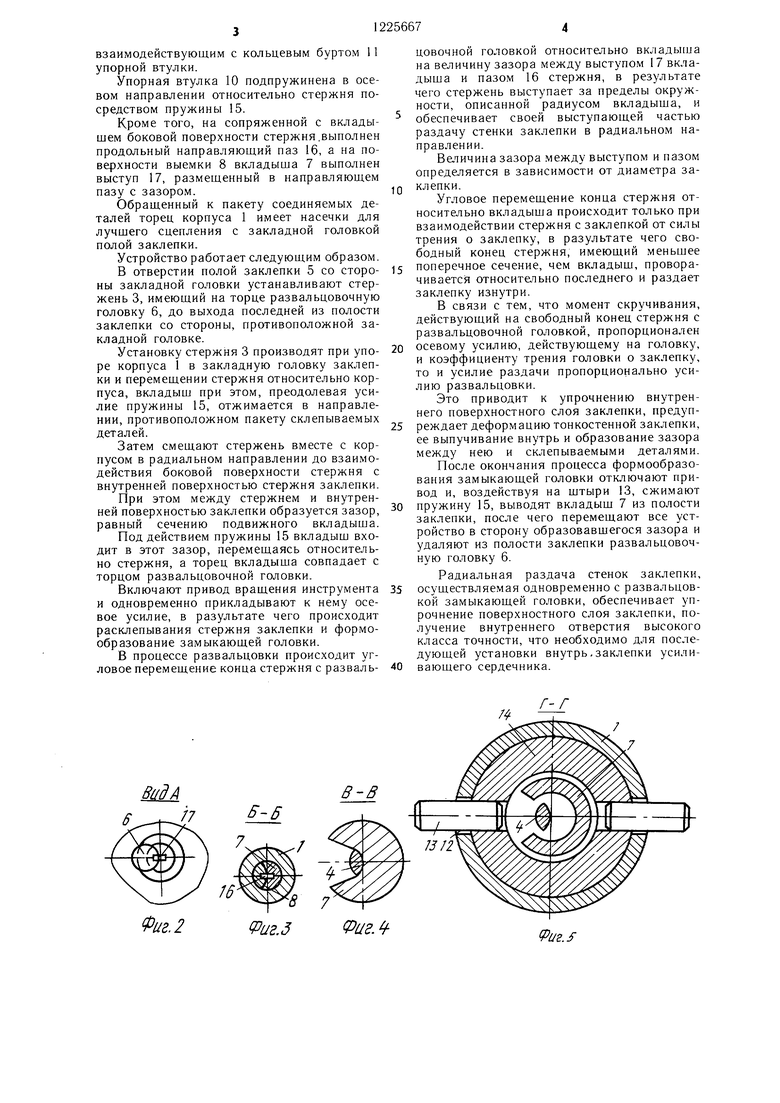
На фиг.1 изображено устройство для од- носторонней клепки полыми заклепками, продольный разрез; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.1; на фиг.6 - часть устройства в момент ввода инструмента с развальцовочной головкой в отверстии полой заклепки; на фиг.7 - то же, в момент окончания развальцовки.
Способ осуществляют следующим образом.
В соосные отверстия пакета склепывае- мых деталей, преимущественно, из неметаллических материалов, помещают пустотелую заклепку с закладной головкой. Со стороны последней в полость заклепки вводят инструмент, посредством которого осущест- вляют одновременно развальцовку выступающего из пакета конца стержня заклепки и раздачу в радиальном направлении стенок заклепки.
Пример. Проводилась клепка пакета деталей из углепластика толщиной 4,5 мм полой заклепкой из алюминиевого сплава Д16 с наружным диаметром 5, внутренним диаметром 4 и высотой 7 мм.
Первоначальное усилие развальцовки, передаваемое на инструмент, составило 3,4 кг при частоте вращения инструмента 15-
ремещения относительно последнего, подпружинен в осевом направлении относительно стержня и связан с одним, удаленным от развальцовочной головки концом посредством шлицевого соединения, а развальцовоч- ная головка смонтирована на свободном торце стержня.
3.Устройство по п. 2, отличающееся тем, что развальцовочная головка выполнена в виде цилиндра с диаметром, равным диаметру вкладыша.
4.Устройство по п. 2, отличающееся тем, что на сопряженной с вкладышем боковой поверхности стержня выполнен продольный направляющий паз, а на поверхности выемки вкладыша - выступ, размещенный в упомянутом направляющем пазу с зазором.
400 об./мин, усилие прижима превышало усилие на инструмент на 1,5-2 кг и в процессе развальцовки увеличивалось. Развальцовка была закончена через 35 с при усилии на инструмент, равном 12,8 кг, т. е. усилие в процессе развальцовки было увеличено более, чем в 3 раза. При этом произошла раздача внутреннего диаметра заклепки до 4,1 мм.
Способ односторонней клепки осуществляется посредством устройства, содержащего корпус 1, в котором смонтирован приводной инструмент, выполненный составным из двух частей и содержит жестко связанный с приводом 2 стержень 3, выполненный на одном конце 4 с поперечным сечением, ограниченным двумя сопряженными дугами одного радиуса, равного радиусу отверстия в полой заклепке 5. На свободном торце стержня 3 закреплена развальцовочная головка 6, выполненная в виде цилиндра с диаметром, равным диаметру отверстия в заклепке. Второй частью инструмента является цилиндрический вкладыш 7 с продольной выемкой 8 на боковой поверхности, соответствующей по форме профилю поперечного сечения конца 4 стержня.
Вкладыш 7 установлен с возможностью взаимодействия поверхностью выемки 8 с боковой поверхностью конца 4 стержня и продольного перемещения относительно последнего и связан со стержнем посредством шлицевого соединения 9. На конце подвижного вкладыша 7 закреплены упорная втулка 10 с кольцевым буртом 11 на наружной боковой поверхности, и корпус 1 выполнен со сквозными продольными пазами 12, в которых установлены с возможностью перемещения штыри 13, связанные с кольцом 14
взаимодействующим с кольцевым буртом 11 упорной втулки.
Упорная втулка 10 подпружинена в осевом направлении относительно стержня посредством пружины 15.
Кроме того, на сопряженной с вкладышем боковой поверхности стержня,выполнен продольный направляющий паз 16, а на поверхности выемки 8 вкладыща 7 выполнен выступ 17, размещенный в направляющем пазу с зазором.
Обращенный к пакету соединяемых деталей торец корпуса 1 имеет насечки для лучшего сцепления с закладной головкой полой заклепки.
Устройство работает следующим образом.
В отверстии полой заклепки 5 со сторо- ны закладной головки устанавливают стержень 3, имеющий на торце развальцовочную головку 6, до выхода последней из полости заклепки со стороны, противоположной закладной головке.
Установку стержня 3 производят при упо- ре корпуса 1 в закладную головку заклепки и перемещении стержня относительно корпуса, вкладыш при этом, преодолевая усилие пружины 15, отжимается в направлении, противоположном пакету склепываемых деталей.
Затем смещают стержень вместе с корпусом в радиальном направлении до взаимодействия боковой поверхности стержня с внутренней поверхностью стержня заклепки.
При этом между стержнем и внутренней поверхностью заклепки образуется зазор, равный сечению подвижного вкладыща.
Под действием пружины 15 вкладыщ входит в этот зазор, перемещаясь относительно стержня, а торец вкладыша совпадает с торцом развальцовочной головки.
Включают привод вращения инструмента и одновременно прикладывают к нему осевое усилие, в разультате чего происходит расклепывания стержня заклепки и формообразование замыкающей головки.
В процессе развальцовки происходит угловое перемещение конца стержня с разваль-
цовочной головкой относите тьно вкладыша на величину зазора между выступом 17 вкладыща и пазом 16 стержня, в результате чего стержень выступает за пределы окружности, описанной радиусом вкладыша, и обеспечивает своей выступающей частью раздачу стенки заклепки в радиальном направлении.
Величина зазора между выступом и пазом определяется в зависимости от диаметра заклепки.
Угловое перемещение конца стержня относительно вкладыша происходит только при взаимодействии стержня с заклепкой от силы трения о заклепку, в разультате чего свободный конец стержня, имеющий меньщее поперечное сечение, чем вкладыш, проворачивается относительно последнего и раздает заклепку изнутри.
В связи с тем, что момент скручивания, действующий на свободный конец стержня с развальцовочной головкой, пропорционален осевому усилию, действующему на головку, и коэффициенту трения головки о заклепку, то и усилие раздачи пропорционально усилию развальцовки.
Это приводит к упрочнению внутреннего поверхностного слоя заклепки, предупреждает деформацию тонкостенной заклепки, ее выпучивание внутрь и образование зазора между нею и склепываемыми деталями.
После окончания процесса формообразования замыкающей головки отключают привод и, воздействуя на штыри 13, сжимают пружину 15, выводят вкладыш 7 из полости заклепки, после чего перемещают все устройство в сторону образовавшегося зазора и удаляют из полости заклепки развальцовочную головку 6.
Радиальная раздача стенок заклепки, осуществляемая одновременно с развальцовкой замыкающей головки, обеспечивает упрочнение поверхностного слоя заклепки, получение внутреннего отверстия высокого класса точности, что необходимо для последующей установки внутрь.заклепки усиливающего сердечника.
Фиг. 2
иг.З
Фиг.
Г- Г
7
US.f
/jT
L/г.В
Фиг. 7
Составитель Н. Пожидаева Техред И. ВересКорректор В
Подписное
Тираж 655
Редактор Н. Бобкова Заказ 1920/9
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная,
Составитель Н. Пожидаева Техред И. ВересКорректор В. Бутяга
Подписное
Тираж 655
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА | 2005 |
|
RU2274773C1 |
| СПОСОБ КЛЕПКИ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЗАКЛЕПОК ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ И ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ (ВАРИАНТЫ) | 1991 |
|
RU2094672C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| Способ клепки | 1983 |
|
SU1215821A1 |
| Заклепка | 1983 |
|
SU1106929A1 |
| ГОЛОВКА ДЛЯ ГРУППОВОЙ КЛЕПКИ РАЗВАЛЬЦОВКОЙ | 1989 |
|
RU2086339C1 |
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |
| Устройство для клепки | 1982 |
|
SU1140881A1 |
| Потайная заклепка | 1981 |
|
SU960473A2 |

1. Способ односторонней клепки полыми заклепками, преимущественно деталей из неметаллических материалов, заключающийся в установке в соосные отверстия склепываемых деталей полой заклепки и формообразовании замыкающей головки путем развальцовки выступающего из отверстия склепываемых деталей конца стержня инструментом, введенным в полость заклепки со стороны закладной головки, отличающийся тем, что, с целью повыщения качества клепки, одновременно с развальцовкой осуществляют радиальную раздачу стенок заклепки. (Л ю to са О5 о |
| Способ и приспособление для клепки предметов, доступных с одной стороны | 1928 |
|
SU31351A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
