Изобретение относится к области станкостроения и может быть использовано при создании оборудования для полной обработки торцов деталей на одном станке, включая и отрезку прибыли.
Известен станок для обработки торцов деталей, преимущественно валов, на станине которого установлены два суппорта левого и правого исполнения с револьверными головками, а также две шпиндельные бабки тоже левого и правого исполнения, расположенные между суппортами.
Станок предназначен для токарной обработки деталей типа "вал", включая подрезку торцов, обработку центровых отверстий и нарезание резьб, а также расточку и нарезание внутренних резьб при патронной обработке концов деталей. Обработка деталей на станке производится после предварительной обработки отрезки прибыли после поковки.
Недостатки конструкции известного станка:
на станке не предусмотрена операция прибыли на поковке, деталь перед обработкой на известных станках должна пройти предварительную обработку после поковки;
возможна обработка только центровых отверстий;
не подлежат обработке пазы.
Техническим результатом изобретения является расширение технологических возможностей станка за счет обеспечения полной обработки торцов деталей типа валов, включая и отрезку прибыли поковок, а также повышение производительности за счет совмещения подготовительной операции отрезки прибыли на заготовке и окончательных операций обработки торца вала.
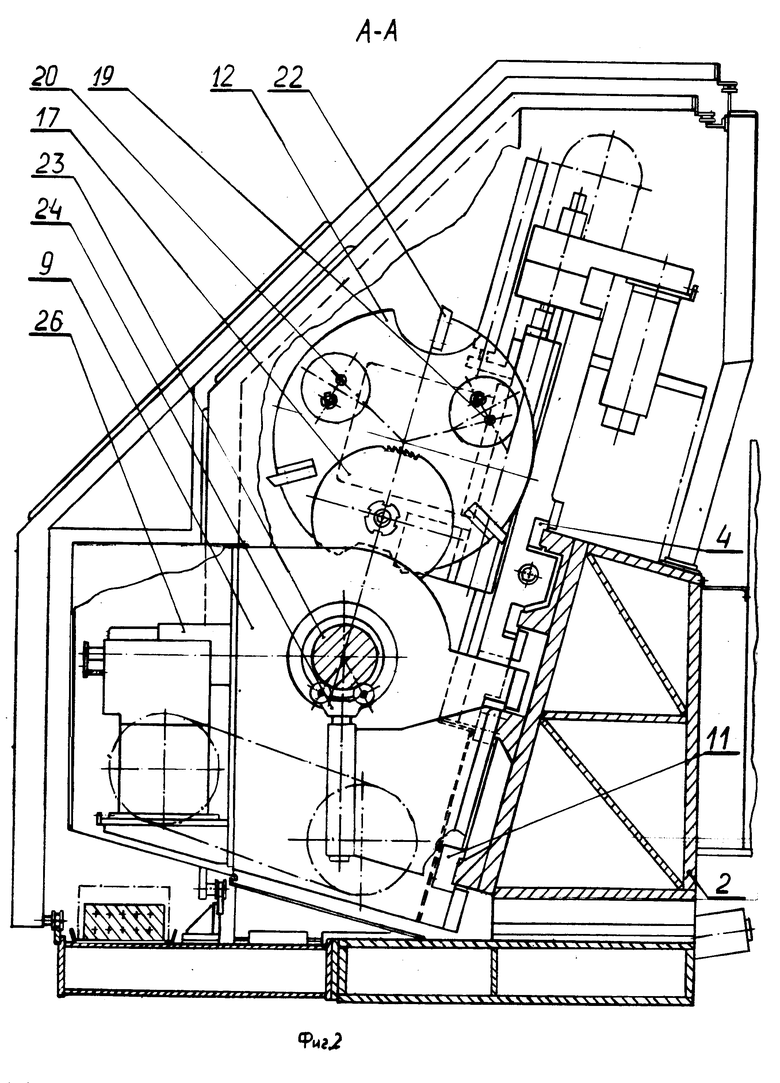
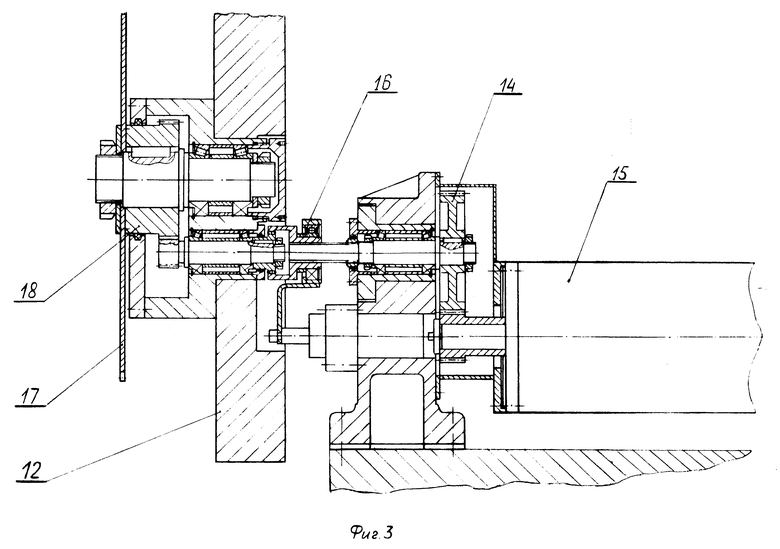
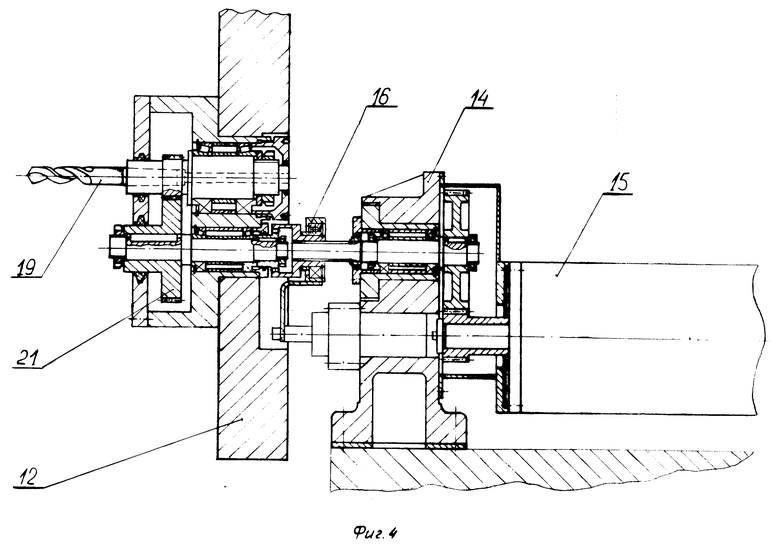
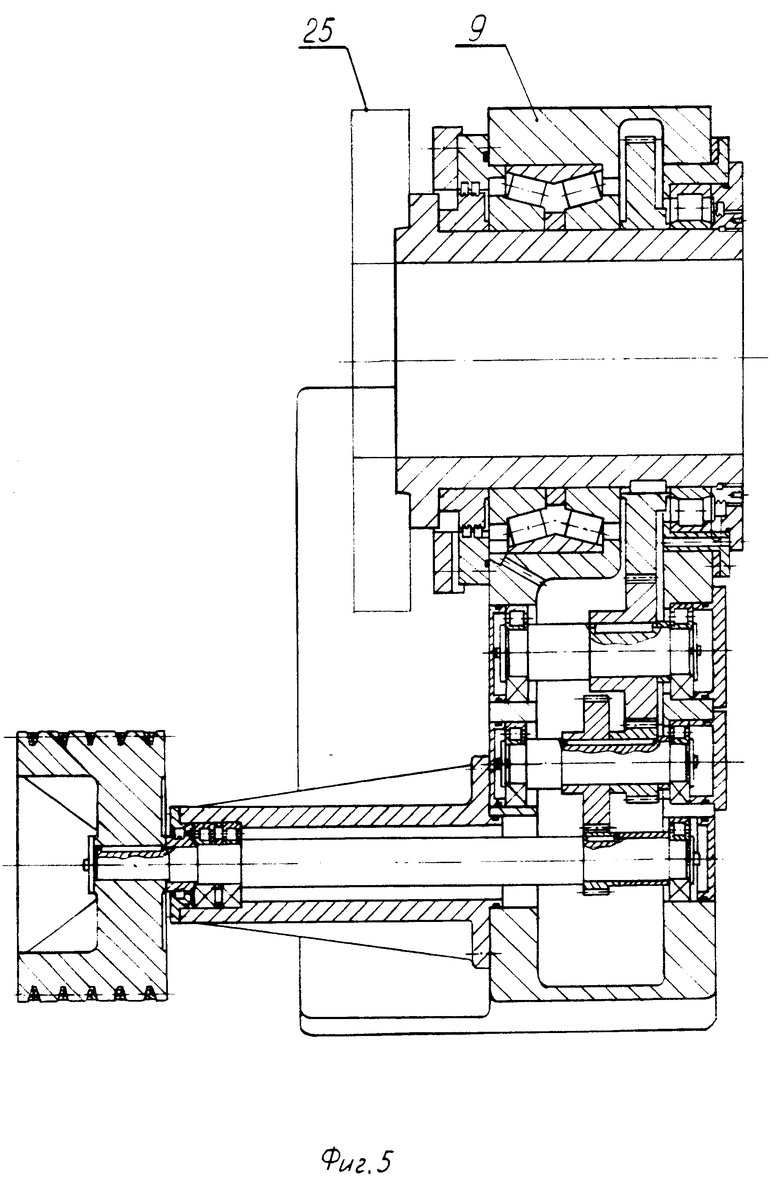
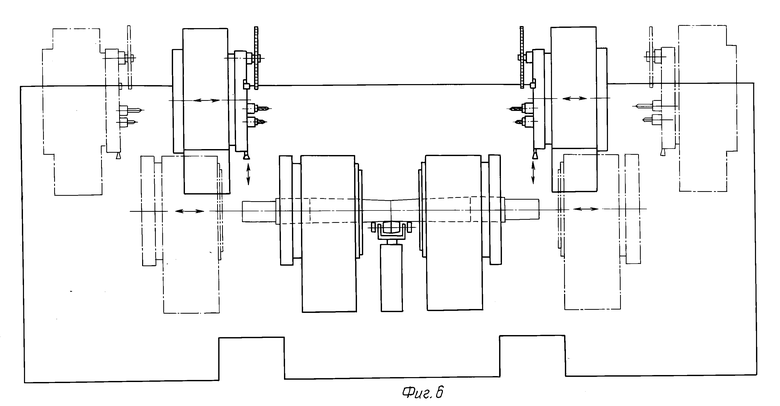
На фиг. 1 изображен общий вид предлагаемого станка; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 дополнительный инструментальный блок, оснащенный дисковой пилой; на фиг. 4 дополнительный инструментальный блок с установленным в нем сверлом; на фиг. 5 шпиндельная бабка в разрезе; на фиг. 6 процесс установки оси в шпиндельных бабках.
Станок содержит три опоры 1, на которых установлена сварная станина 2. Между опорами 1 расположены транспортеры стружки 3 (или транспортные средства).
На станине 2 на собственных направляющих 4 установлены два суппорта 5 и 6 левого и правого исполнения с револьверными головками 7 и 8, а также шпиндельные бабки 9 и 10 тоже левого и правого исполнения, установленные между суппортами 5 и 6 с возможностью перемещения на собственных направляющих 11.
Каждая револьверная головка 7 и 8 снабжена приводом вращения инструмента и дополнительными инструментальными блоками, выполненными в виде вращающегося режущего инструмента и зубчатой передачи, которые расположены на планшайбах 12, 13.
Привод вращения инструмента выполнен в виде однодиапазонного редуктора 14, двигателя 15 и механизма 16 сцепления с инструментальными блоками.
Револьверные головки 7 и 8 имеют по три дополнительных инструментальных блока, установленные на их планшайбах 12 и 13 и работающие от одного общего привода вращения инструмента.
В одном из дополнительных инструментальных блоков в качестве вращающегося инструмента используется дисковая пила 17, зубчатая передача 18 которой выполнена как понижающая.
В двух других дополнительных инструментальных блоках в качестве вращающегося инструмента используется сверло 19 и центровка 20, а их зубчатые передачи 21 выполнены как повышающие.
Кроме того, на планшайбах 12 револьверных головок 7 и 8 установлены резцы 22, а также возможна установка четвертого инструментального блока с торцевой фрезой, предназначенной для обработки пазов.
Для предварительной базировки детали, например оси 23, служит поддерживающая призма 24. Зажим детали при обработке осуществляется патроном 25 с помощью механического ключа 26.
Станок работает следующим образом.
В исходном положении суппорта и шпиндельные бабки разведены и располагаются по краям станка.
Цикл обработки начинается с того, что обрабатываемую деталь ось 23 краном устанавливают на поддерживающую призму 24, расположенную посередине станка. Затем левый суппорт 5 стыкуется со шпиндельной бабкой 9, а правый суппорт 6 стыкуется со шпиндельной бабкой 10 посредством специального устройства.
Суппорта 5 и 6 перемещаются по своим направляющим 4, перемещая соединенные с ними шпиндельные бабки 9 и 10 по направляющим 11. При этом шпиндельные бабки 9 и 10 надвигаются на обрабатываемую ось 23 так, что левый и правый концы обрабатываемой оси 23, проходя через центральные отверстия соответственно левой и правой шпиндельных бабок, выступают наружу со стороны зажимных патронов 25 на величину, необходимую для полного удаления прибыли. После этого суппорта 5 и 6 останавливаются, происходит расстыковка их со шпиндельными бабками 9 и 10, которые затем фиксируются прижимными устройствами на направляющих 11, а обрабатываемая ось 23 зажимается в патронах 25 с помощью механических ключей 26. При зажиме ось 23 поднимается над поддерживающей призмой 24.
Затем происходит последовательная обработка торцов оси 23, начиная с удаления прибыли, при этом, когда в рабочую позицию приходит вращающийся инструмент, необходимый по циклу обработки, срабатывает механизм 16 сцепления привода вращения инструмента с инструментальными блоками. По окончании обработки патроны 25 разжимаются, обработанная ось 23 опускается на поддерживающую призму 24, суппорта 5, 6 и шпиндельные бабки 9, 10 возвращаются в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| СТАНОК ПОРТАЛЬНОГО ТИПА ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2018413C1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
Использование: в области станкостроения, в частности, при обработке торцевых баз деталей типа вала для автотракторного и железнодорожного транспорта. Станок содержит два суппорта 5 и 6 левого и правого исполнения с револьверными головками 7 и 8, две шпиндельные бабки 9 и 10 тоже левого и правого исполнения, расположенные между суппортами, а также привод вращения инструмента и дополнительные инструментальные блоки. Каждый дополнительный блок включает вращающийся режущий инструмент с зубчатой передачей. Привод вращения инструмента расположен на каретке суппорта, а режущий инструмент с зубчатой передачей - в одной из позиций револьверной головки. Привод вращения инструмента выполнен в виде однодиапазонного редуктора 14, двигателя 15 и механизма сцепления 16 с инструментальными блоками. В качестве вращающегося режущего инструмента в дополнительном инструментальном блоке выбирается дисковая пила 17 с понижающей зубчатой передачей 18 или сверло 19 с повышающей зубчатой передачей, которые располагаются на планшайбе револьверной головки. Станок обеспечивает полную обработку торцов деталей типа валов, включая и отрезку прибыли поковок, совмещая подготовительные операции отрезки прибыли на заготовке и окончательные операции обработки торца вала. 3 з. п. ф-лы, 6 ил.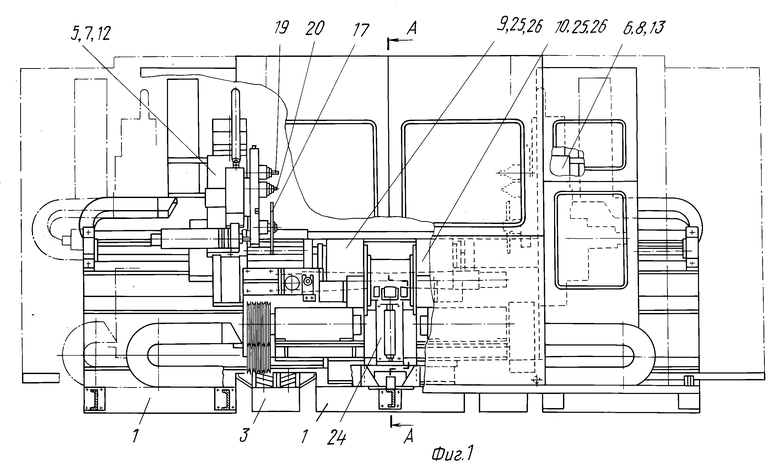
| Проспект токарного станка мод | |||
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
| М.И.Калинина,- К.: 1986. | |||
