Изобретение относится к области станкостроения и может быть использовано для полной обработки торцов деталей, включая и отрезку прибыли.
Известен способ обработки торцов деталей, заключающийся в отрезке прибыли с помощью дисковой фрезы, установленной в резцовой головке, которая перемещается синхронно с заготовкой [1]
По известному способу обработки осуществляется только удаление прибыли за один установ заготовки. Окончательная обработка торца детали осуществляется на другом станке.
Известен способ обработки торцов деталей, включающий операции подрезки торца, центровки и сверления [2]
По данному способу выполняются все операции, необходимые для обработки торца деталей торцовое зенкерование, обточка торца, фрезерование; сверление и нарезка резьбы в центрах или эксцентрично; растачивание и обтачивание на черновой или окончательный размер.
Недостатками известных способов является следующее:
перед окончательной обработкой торцов производится удаление прибыли на другом станке;
обточка и сверление группы отверстий производится специальными головками сложной конструкции из-за отсутствия независимого привода вращения обрабатываемой детали и отсутствия привода поперечной подачи.
Цель изобретения повышение производительности, увеличение срока службы инструмента, повышение точности.
Для достижения указанной цели в известном способе обработки торцов деталей, включающем операции подрезки торца, центровки и сверления, перед упомянутыми операциями производят отрезку прибыли после поковки. Отрезку прибыли осуществляют в два этапа: сначала отрезным резцом, оснащенным пластиной твердого сплава, до образования перемычки из условия обеспечения жесткости удержания прибыли, а затем дисковой пилой.
Новизна предложенного технического решения заключается в том, что перед операциями обработки торца детали производят отрезку прибыли после поковки. Отрезку прибыли осуществляют в два этапа. Сначала отрезным резцом, оснащенным пластиной твердого сплава, производят обработку до образования перемычки из условия обеспечения жесткости удержания прибыли. Затем производят перерезывание этой перемычки дисковой пилой.
Преимущества предложенного способа заключаются в следующем:
а) сокращается время обработки за счет применения высокопроизводительного резца с пластиной твердого сплава на первом этапе отрезки прибыли, когда удаляется до 80% от толщины детали;
б) уменьшение материально-технических затрат за счет исключения возможности защемления в момент отделения прибыли и последующей поломки дорогостоящей пластины твердого сплава, так как окончательно отделение прибыли производится пилой;
в) повышается точность линейных размеров обработанной детали за счет того, что обработка обоих торцов осуществляется за один установ на станке с ЧПУ.
Наличие указанных признаков позволяет считать их существенными, обеспечивающими определенный положительный эффект.
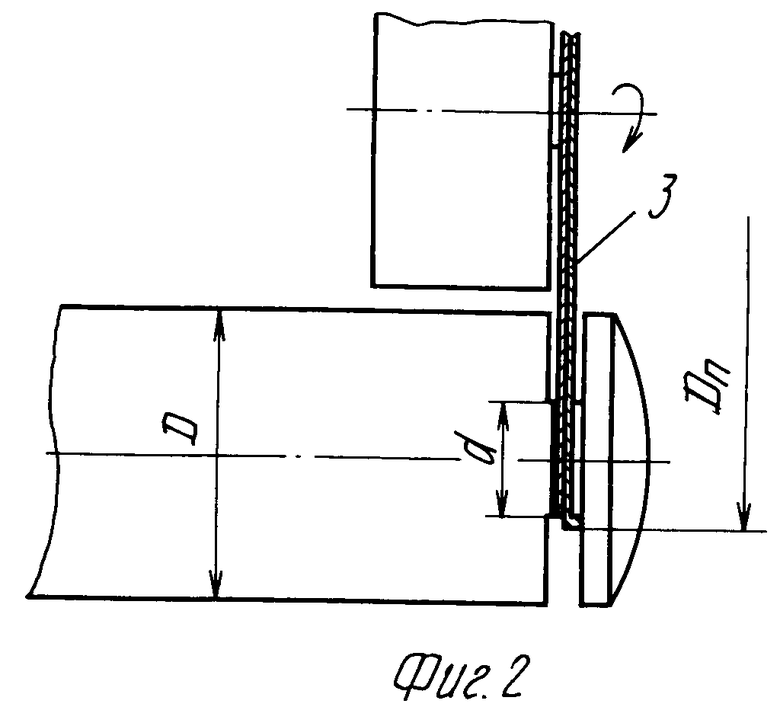
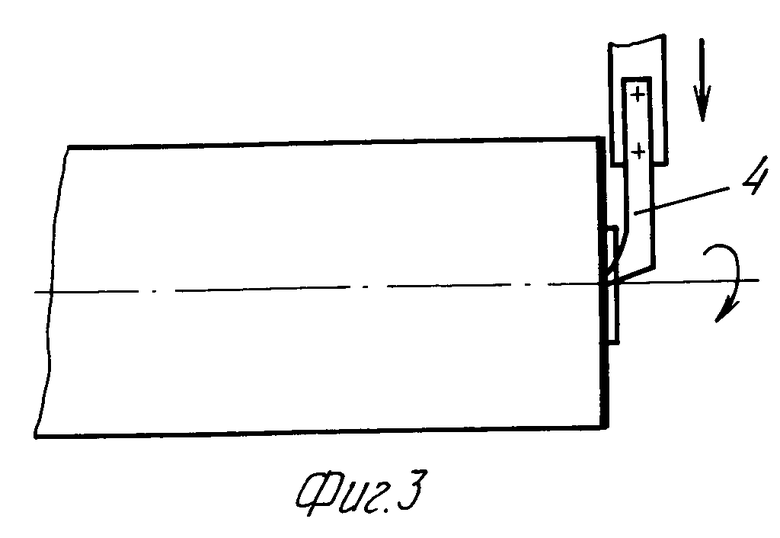
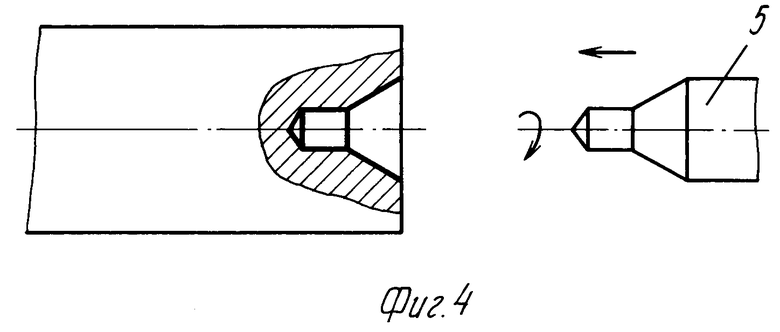
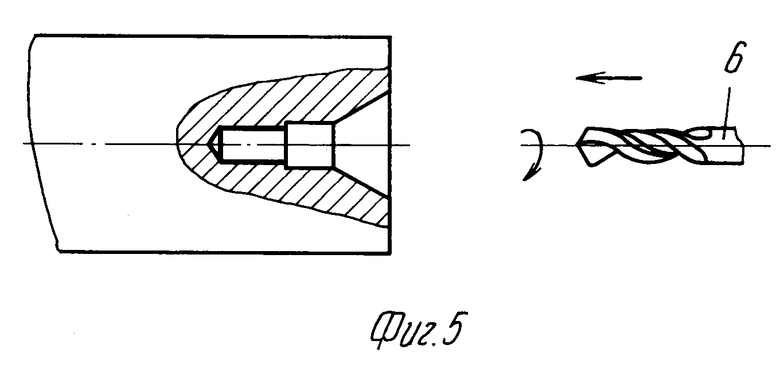
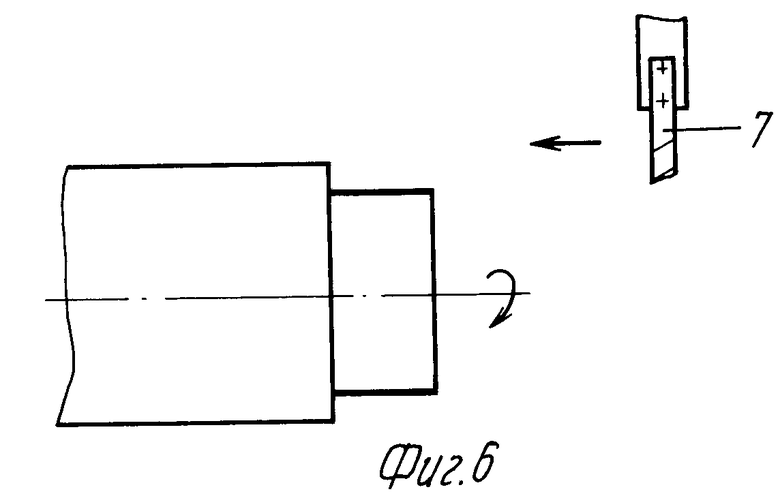
Изобретение поясняется чертежами, где на фиг. 1 изображена отрезка прибыли резцом, оснащенным пластиною твердого сплава; на фиг. 2 - окончательная отрезка прибыли дисковой пилой; на фиг. 3 подрезка торца; на фиг. 4 зацентровка; на фиг. 5 сверление; на фиг. 6 наружная обточка.
Способ обработки торцов деталей осуществляется на специальном токарном станке с ЧПУ с центральным приводом.
Станок оснащен двумя суппортами и двумя шпиндельными бабками, расположенными на станине между суппортами, и имеющие сквозные центровые отверстия в шпинделе для прохода обрабатываемой детали.
Суппорты имеют револьверные головки с планшайбами, в которых закреплены инструменты резец 1, дисковая пила 3, подрезной резец 4, центровое сверло 5, спиральное сверло 6 и проходной резец 7, причем вращающиеся инструменты снабжены собственным приводом.
Способ осуществляется следующим образом.
Обрабатываемая деталь 2 помещается на призмы и проходит сквозь центровые отверстия в шпинделях обеих бабок и зажимается так, что свободные концы детали, предназначенные для обработки, выступают один слева, другой справа от шпиндельных бабок. Обе шпиндельные бабки синхронно приводят во вращение деталь 2, при этом суппорты имеют возможность одновременно обрабатывать каждый свой торец детали.
Прежде всего производят отрезку прибыли, выполняемую в два этапа. Сначала отрезным резцом 1, оснащенным пластиной твердого сплава прорезают глубокую канавку в детали 2 с оставлением перемычки d 0,2 D, способной удержать прибыль (фиг. 1), где d диаметр перемычки, D диаметр заготовки. После этого окончательно отделяют прибыль вращающейся дисковой пилой 3, перерезая перемычку при неподвижной детали (фиг. 2), причем диаметр пилы Dп выбирается из условия возможности перерезания перемычки диаметром d 0,2 Dmax, где Dmax максимальный диаметр обрабатываемой детали.
Оставшийся грат удаляется подрезным резцом 4 (фиг. 3). Затем возможно проведение последующих операций по обработке торца детали: центрование центровым сверлом 5, сверление сверлом 6 (фиг. 4, 5), обточка проходным резцом 7 (фиг. 6) и т.д.
Конкретный пример выполнения способа.
На токарном станке проводилась опытная обработка вагонных осей, диаметр шейки которых достигает 180 мм. Обработка велась стандартной дисковой пилой Dп 510 мм, при этом оказалось, что перерезать перемычку d > 44 мм пилой такого диаметра невозможно, так как рабочий ход пилы ограничен условием предотвращения столкновения ее корпуса с обрабатываемой деталью (фиг. 2). Соотношение диаметров заготовки и перемычки не может быть более 0,24, (d/D 0,24, т.е. 44/180 0,24), где D диаметр заготовки, d диаметр перемычки.
Опытная проверка показала, что соотношение диаметров d < 0,2 D недостаточно для жесткого удержания отрезаемой прибыли. На основании этого берется соотношение диаметров заготовки и перемычки d 0,2 D как общий случай. В общем же случае величина диаметра "d" зависит от массы отрезаемой прибыли, т. е. от ее диаметра "D" и от длины "l", а также от технологических характеристик используемого оборудования. При этом необходимо добиваться минимизации диаметра "d" с целью уменьшить суммарное время отрезки прибыли.
Обработка деталей предложенным способом позволяет сократить время обработки детали, исключить защемление инструмента в момент отделения прибыли и поломку инструмента.
Источники информации
1. Авторское свидетельство СССР N 942892, В 23 В 5/14, 1980.
2. Проспект на центровально-подрезные станки с ЧПУ фирмы "ЭМАГ" Центровально-подрезные станки трех типо-размеров для любых габаритов заготовок и любой производительности (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| СТАНОК ПОРТАЛЬНОГО ТИПА ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2018413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ ЗАГОТОВКИ ИЗОЛЯТОРА | 1998 |
|
RU2170171C2 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
Изобретение относится к области станкостроения и может быть использовано для полной обработки торцов деталей, включая и отрезки прибыли. Способ обработки осуществляется на специальном токарном станке с ЧПУ с центральным приводом. Станок оснащается двумя суппортами и двумя шпиндельными бабками, расположенными на станине между суппортами. Обрабатываемая деталь 2 помещается на призмы. Производятся операции: подрезка торца, центровка, сверление. Перед этими операциями производят отрезку прибыли, выполняемую в два этапа. Сначала отрезным резцом 1 прорезают канавку в детали 2 с оставлением перемычки d = 0,2 D, способной удержать прибыль, где d - диаметр перемычки, D - диаметр заготовки. После этого окончательно отделяют прибыль вращающейся дисковой пилой 3, перерезая перемычку при неподвижной детали. Оставшийся грат удаляют подрезным резцом 4. 6 ил.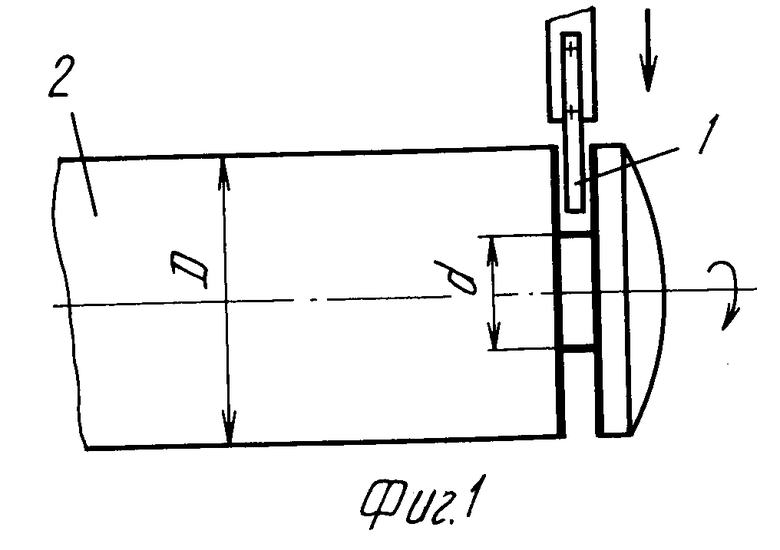
Способ обработки торцов деталей, преимущественно валов, включающий операции подрезки торца, центровки и сверления, отличающийся тем, что перед упомянутыми операциями производят отрезку прибыли после поковки, при этом отрезку прибыли осуществляют в два этапа: сначала отрезным резцом, оснащенным пластиной твердого сплава до образования перемычки минимального диаметра из условия обеспечения жесткости удержания прибыли, а затем дисковой пилой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект на центровально-подрезные станки с ЧПУ фирмы "ЭМАГ" "Центровально-подрезные станки трех типо-размеров для любых габаритов заготовок и любой производительности", 1985. | |||
