Изобретение относится к способам и устройствам для обработки граней хрупких пластин, например, выполненных из стекла, имеющих прямые и криволинейные стороны.
Известен способ обработки пластин с прямыми и закругленными сторонами путем снятия фаски и обработки боковой их поверхности на вращающимся столике с применением вращающегося дискового абразивного инструмента /1/.
Известен также абразивный шлифовальный круг с профильной вогнутой поверхности для обработки преимущественно стеклянных пластин с боковыми участками профильной поверхности для обработки фасок и донным участком для обработки боковых поверхностей пластин /2/.
Известен способ и устройство позволяют обрабатывать пластины сложного профиля, имеющих прямые и закругленные боковые стороны, однако из-за различной окружной скорости при обработке прямолинейной и закругленной поверхностей пластин происходит неравномерный съем материала, что отрицательно сказывается на качестве обработки и на сохранении необходимой конфигурации поверхностей, в особенности прямолинейных.
При обработке стекол разной толщины требуется для каждой толщины пластины применять соответствующий типоразмер круга.
Технический результат заключается в повышении качества обработки пластин, а также в уменьшении количества типоразмеров инструмента для пластин разной толщины, что достигается тем, что в способе обработки пластин с прямыми и закругленными путем снятия фаски и обработки боковой их поверхности на вращающимся столике вращающимся дисковым абразивным инструментом, дисковый инструмент для их обработки выполняют с участками различной абразивной способности, причем фаски пластин образуют участками инструмента с более высокой, а ее боковые поверхности участками инструмента с более низкой абразивной способностью.
Абразивный шлифовальный круг с профильной вогнутой поверхностью для обработки преимущественно граней стеклянных пластин с боковыми участками профильной поверхности для обработки фасок и донным участком для обработки боковых поверхностей пластин, имеет боковые участки профильной поверхности с большей, а донный участок с меньшей абразивной способностью и твердостью. Участки профильной поверхности абразивного шлифовального круга выполнены съемно регулируемыми по ширине.
На фиг. 1 представлено устройство для обработки пластин, в котором осуществляют предложенный способ; на фиг. 2 абразивный шлифовальный круг.
Устройство для обработки граней пластин состоит из основания 1, на котором размещен вращающийся столик 2 с устройством закрепления пластин (не показано, оно может быть выполнено, например, в виде пневмоприсоски), рычага 3 с приводом 4, на валу которого закреплен абразивный шлифовальный круг 5.
Шлифовальный круг 5 (фиг.2) выполнен в виде корпуса 6 и дисков 7, 8, 9, которые образуют профильную поверхность с боковыми участками 10, 11 и донным участком 12 для обработки боковых поверхностей пластин.
Боковые участки профильной поверхности выполнены с большей, а донный участок с меньшей абразивными способностями и твердостью. Участки профильной поверхности выполнены съемно-регулируемыми по ширине. Диски могут быть закреплены на корпусе любым известным способом, например посредством термоклея.
Работает устройство следующим образом.
На вращающийся столик 2 устанавливают обрабатываемую пластину 13 и приводят его во вращение. Подводят к поверхности пластины абразивный круг 5 и также приводят его во вращение посредством двигателя 4.
Ввиду того, что фаски пластины обрабатывают участками инструмента с более высокой, а ее боковые поверхности участками инструмента с более низкой абразивными способностями, происходит более быстрый съем материала с фасок пластины и одновременно происходит более равномерный съем материала с ее боковой поверхности.
Так так диски 7, 8, 9 могут быть выполнены съемно-регулируемыми по ширине (то есть можно заменять одни диски другими с разной толщиной), можно обрабатывать пластины разной толщины.
Таким образом предложенное техническое решение позволит:
повысить качество обработки пластин;
сократить затраты на обработку пластин;
уменьшить количество типоразмеров инструмента для пластин разной толщины и тем самым уменьшить затраты на изготовление инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1994 |
|
RU2071900C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1993 |
|
RU2069415C1 |
| СПОСОБ ОДНОВРЕМЕННОЙ ОБРАБОТКИ КРОМОК ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2143156C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1995 |
|
RU2109370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2278774C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2410229C2 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСОК С ПЛОСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2016745C1 |
| Устройство для профильного шлифования кромок пластин | 1981 |
|
SU952539A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
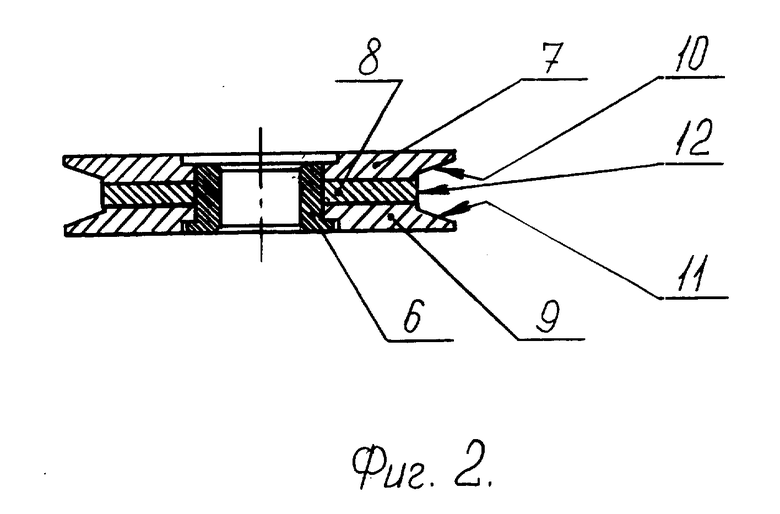
Изобретение относится к способам и устройствам для обработки хрупких пластин, например, выполненных из стекла, имеющих прямые и криволинейные стороны. Устройство для обработки граней пластин состоит из основания 1, на котором размещен вращающийся столик 2 с устройством закрепления пластин (на чертеже не показано, оно может быть выполнено, например, в виде пневмоприсоски), рычага 3 с приводом 4, на валу которого закреплен абразивный шлифовальный круг 5. Шлифовальный круг 5 выполнен в виде корпуса 6 и дисков 7, 8, 9, которые образуют профильную поверхность с боковыми участками 10, 11 и донным участком 12 для обработки боковых поверхностей пластин. Боковые участки профильной поверхности выполнены с большей, а данный участок - с меньшей абразивной способностью и твердостью. Участки профильной поверхности выполнены съемно-регулируемыми по ширине. Диски могут быть закреплены на корпусе любым известным способом, например посредством термоклея. На вращающийся столик 2 устанавливают обрабатываемую пластину 13 и приводят его во вращение. Подводят к поверхности пластины абразивный круг 5 и также приводят его во вращение. Ввиду того, что фаски пластины обрабатывают участками инструмента с более высокой, а ее боковые поверхности участками инструмента с более низкой абразивными способностями, происходит более быстрый съем материала с фасок пластины и одновременно происходит более равномерный съем материала с ее боковой поверхности. Так как диски 7, 8, 9 могут быть выполнены съемно-регулируемыми по ширине (то есть можно заменять одни диски другими с разной толщиной), можно обрабатывать пластины разной толщины. 2 с.п. 1 з.п. ф-лы, 2 ил.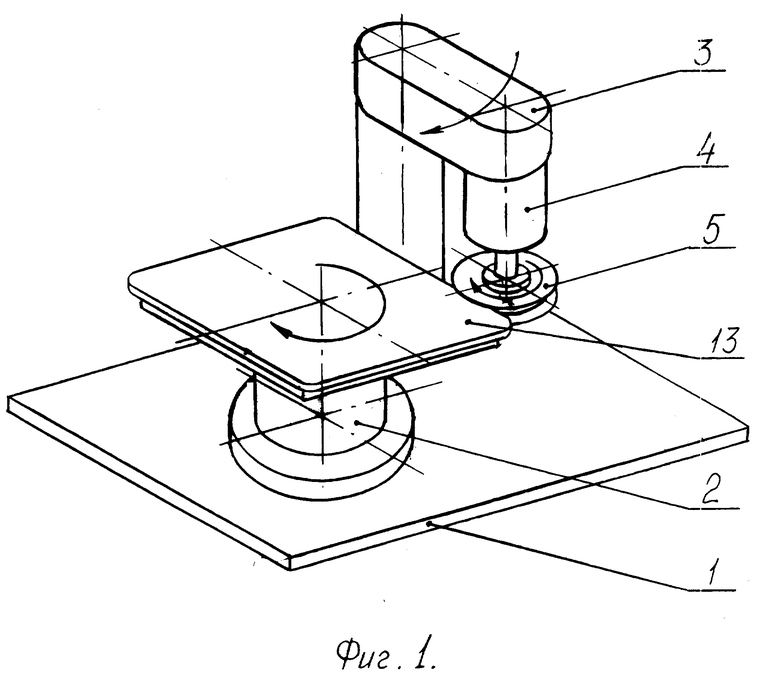
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, 3274736, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Каталог инструмента из природных и синтетических алмазов | |||
| Московское производственное объединение по выпуску алмазного инструмента | |||
| ТОМАЛ, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
