Предложение относится к способам и устройствам для обработки кромок тонких пластин, применяемых в радиоэлектронной промышленности, имеющих базовый срез для ориентации относительно кристаллической решетки, и метки, выполненные в виде среза для маркировки пластин (например, для определения марки материала пластин).
Известен способ одновременной обработки кромок пластин с применением качающихся и вращающихся рабочих инструментов [1].
Известно устройство для обработки кромок пластин, включающее основание, вращающийся столик с устройством для закрепления пластин, размещенные с возможностью качания относительно основания рабочие инструменты и привод вращения рабочих инструментов [1].
Однако данное техническое решение позволяет производить обработку только части боковой поверхности каждой из пластин. Для обработки всех поверхностей пластин требуется их перестановка. Рабочие инструменты данного устройства размещены на одном рычаге. Поэтому изменять нагрузку при обработке пластин инструментами с разной абразивной способностью затруднительно. К тому же при применении известного технического решения невозможно применить несколько абразивных инструментов для одновременной обработки пластин.
Таким образом известный способ и устройство требуют больших затрат времени на перестановку пластин. При этом снижается точность геометрических размеров пластин, ориентирования базового среза относительно кристаллической решетки, снижается производительность устройства, выход годных изделий, диапазон и количество применяемых различных абразивных устройств для одновременной обработки пластин.
Технический результат, на достижение которого направлены данные технические решения, заключается в повышении качества обработанной поверхности пластин, при одновременном повышении точности геометрических размеров пластин, увеличении выхода готовых изделий за счет многостадийной обработки пластин за один установ несколькими инструментами, а также увеличении производительности процесса за счет одновременной обработки нескольких пластин.
Указанный результат достигается за счет того, что в способе одновременной обработки кромок пластин с применением качающихся и вращающихся рабочих инструментов каждую из пластин устанавливают на собственном столике и производят одновременно вращение и перемещение столиков относительно осей вращения рабочих инструментов.
Указанный технический результат достигается также за счет того, что устройство для обработки кромок пластин, включающее основание, вращающийся столик с устройством для закрепления пластин, размещенные с возможностью качания относительно основания рычаги, на которых размещены рабочие инструменты, привод вращения рабочих инструментов, снабжено дополнительно вращающимися столиками и установленной с возможностью вращения относительно основания платформой, на которой размещены столики.
Устройство снабжено размещенными на рычагах следящими роликами, а на вращающихся столиках - копир-пластинами.
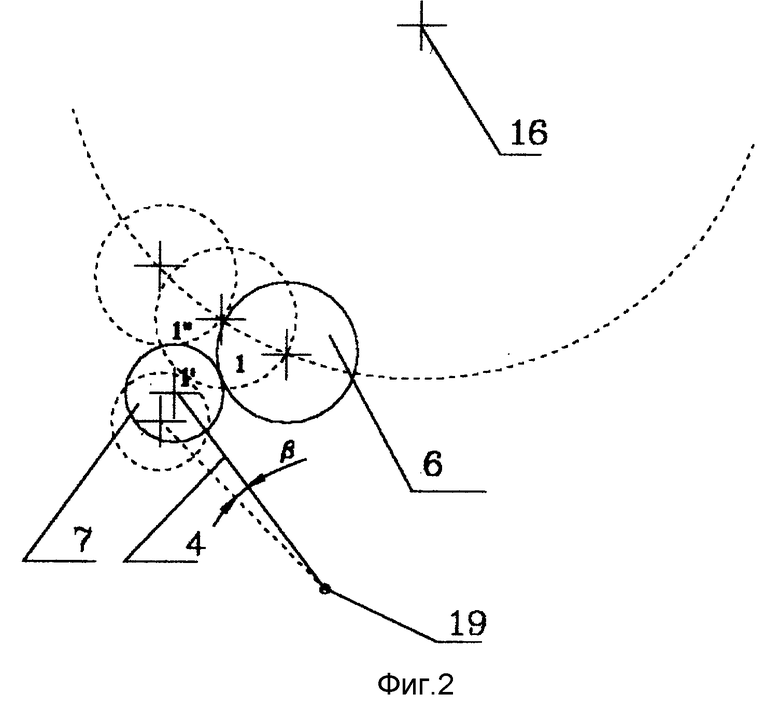
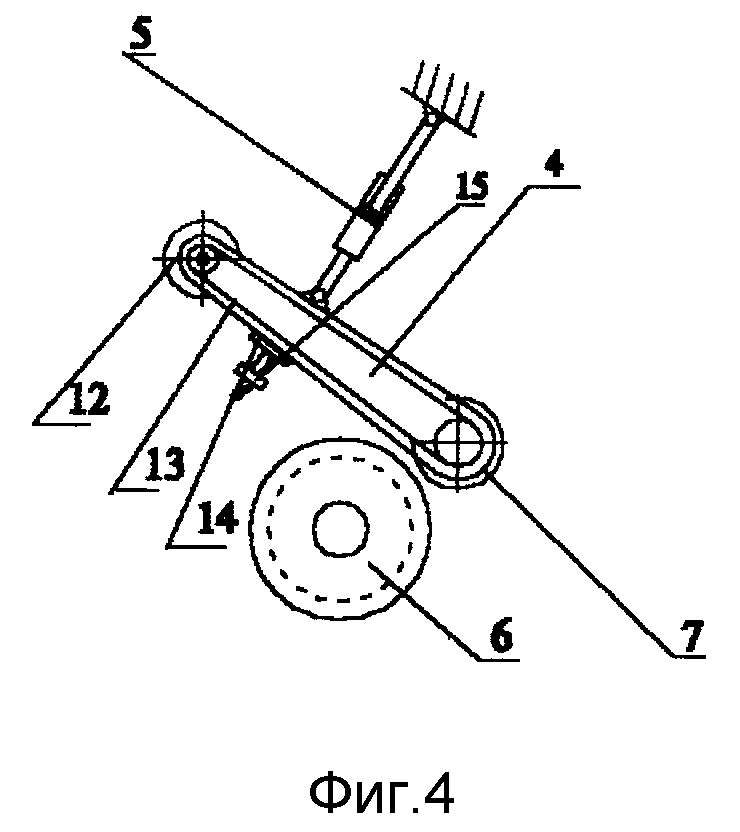
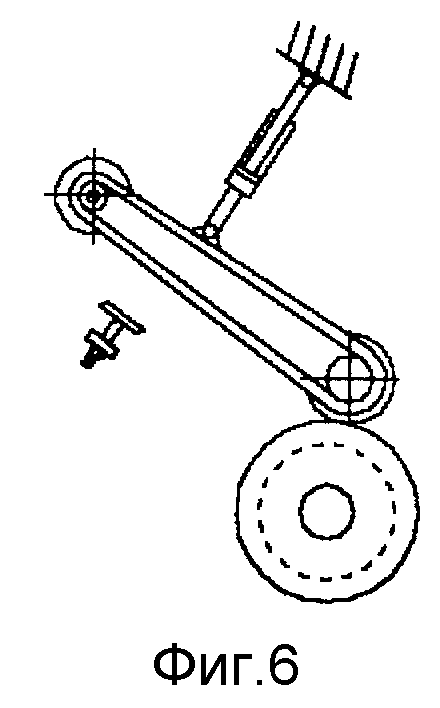
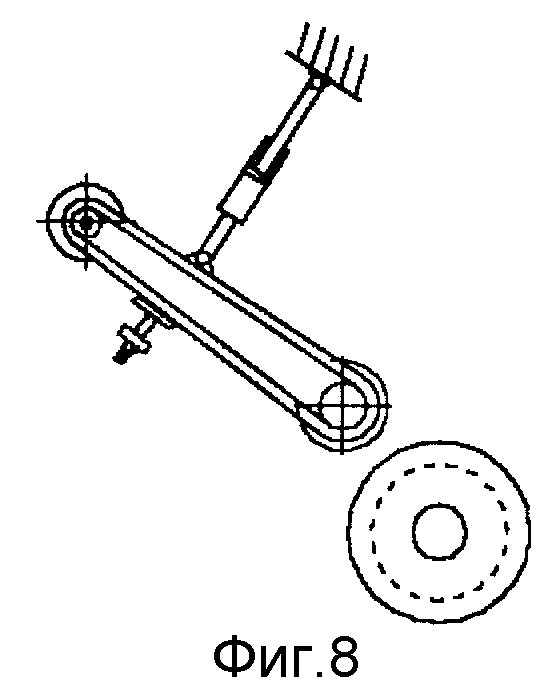
Изобретение поясняется чертежами, где на фиг. 1 приводится устройство для обработки пластин, на фиг. 2 - схематическое изображение положения инструмента относительно обрабатываемой пластины при перемещения относительно него столика, на фиг. 3 - разрез А-А, на фиг 4-8 - положение упора относительно рычага и пластины относительно инструмента при последовательном перемещении пластины относительно рычага (различные этапы обработки пластин инструментом).
Устройство состоит из основания 1, подвижной платформы 2, на которой размещены вращающиеся столики 3, рычагов 4 с нагрузочными устройствами 5.
Для обработки пластин 6 предусмотрены размещенные на рычагах 4 рабочие инструменты 7-11, каждый из которых снабжен двигателем 12 и ременной передачей 13. Для регулирования положения рычагов 4 относительно подвижной платформы 2 служат упоры 14 с устройством регулировки 15.
Нагрузочное устройство может быть выполнено в виде цилиндра, как показано на фиг. 1-2, а также, например, в виде пружины. Подвижная платформа 2 может быть выполнена, например, с возможностью вращения вокруг оси 16.
Устройство может быть снабжено размещенными соответственно на рычагах 4 следящими роликами 17, а на вращающихся столиках копир-пластинами 18.
Способ обработки пластин заключается в следующем.
Начинают перемещение подвижной платформы 2 и вращение рабочих инструментов 7-11. Пластину 6 устанавливают на столике 3 в зоне загрузки-выгрузки (где вращение столика отсутствует) и фиксируют относительно него, например, посредством пневматических присосок (на чертеже не показанных).
При дальнейшем перемещении подвижной платформы 2 этот столик 3 с закрепленной на нем пластиной 6 при выходе из зоны загрузки-выгрузки приводят во вращение, после чего пластина начинает обрабатываться инструментом 7. Затем столик перемещают к следующим рабочим инструментам (соответственно к рабочим инструментам 8-11) и производят последующую обработку пластины. После обработки пластины инструментом 11 столик с пластиной перемещают в зону загрузки-выгрузки. Не останавливая платформу 2, производят остановку столика 3 и расфиксацию пластины 6. Производят выгрузку пластины и загрузку следующей. Цикл повторяется. Таким же образом производят обработку пластин на каждом столике.
Каждый из последовательных рабочих инструментов выполняют с более низкой или равной абразивной способностью, чем предыдущий. Одновременно ведут обработку нескольких пластин, каждая из которых установлена на своем, перемещаемом посредством платформы 2, столике 3. Первый рабочий инструмент 7 настраивают на размер, при котором снимается 75-85 процентов припуска на обработку, а рабочими инструментами 8-11 доводят геометрические размеры пластин и качество поверхности кромки пластин до необходимых параметров.
Рабочий инструмент 7 с большей абразивной способностью удаляет большую часть требующего разрушения объема заготовки пластины, одновременно формируя необходимый профиль кромки. Однако получаемая при этом чистота поверхности кромки пластины получается недостаточной. Окончательную доводку поверхности кромок пластины для получения необходимой чистоты и геометрических параметров пластины производят рабочими инструментами 8-11.
При обработке пластин одновременно происходит приработка инструмента 8-11 к профилю пластины и при обработке некоторого количества пластин профили инструментов, соответственно, становятся идентичными, что способствует сохранению необходимых геометрических размеров пластин и повышению качества обработки их поверхности.
Таким образом, предложенный способ обработки пластин, при котором столик с закрепленной пластиной перемещается вдоль достаточно большого количества инструментов, позволяет произвести многостадийную обработку кромки пластины за один установ, что способствует быстрому прирабатыванию инструмента и максимальному совпадению его профиля с профилем кромки пластины на конечных стадиях обработки. Это, в конечном счете, позволяет при обработке несколькими инструментами получить полированную поверхность кромки пластины при очень высокой производительности. Идентичность профилей инструментов значительно повышает стойкость каждого из них.
При необходимости получения сложного профиля кромки пластин применяется последовательно ряд инструментов простой, но отличающейся друг от друга формы. При этом при обработке последовательно создается кромка необходимой формы.
Перемещение платформы может быть, например, вращательным, как указано на фиг. 1.
За время нахождения в контакте с каждым инструментом производится обработка всей боковой поверхности пластины, что обеспечивается частотой вращения столика, скоростью перемещения платформы и настройкой упора 14.
За время обработки инструментом пластина 6 вместе со столиком 3 поворачивается (точка 1 на фиг. 2 - начало обработки инструментом 7, 1' - промежуточная, 1'' - конечная), и при этом вся боковая поверхность пластины проходит обработку инструментом. При этом рычаг отклоняется от первоначального положения на угол β относительно оси 19. Отвод рычага производится при взаимодействии следящего ролика 17 и копир-пластины 18 (фиг. 3).
Настройку упора осуществляют таким образом, чтобы при подходе пластины к инструменту (фиг. 4) рычаг упирался на упор, а между инструментом и пластиной существовал зазор; при начале обработки (фиг. 5) рычаг упирался на упор, между инструментом и пластиной отсутствовал зазор; при обработке пластины (соответственно фиг. 6) между упором и рычагом имелся зазор, а инструмент был прижат к пластине; при конце обработки (фиг. 7) - рычаг упирался на упор, между инструментом и пластиной отсутствовал зазор; при уходе пластины (фиг. 8) от инструмента рычаг упирался на упор, а между инструментом и пластиной существовал зазор.
Пример осуществления способа.
Пластину 6 устанавливают на вращающемся столике и инструментом 7 производят грубое шлифование боковой поверхности пластины. За время обработки инструментом 7 пластина 6 вместе со столиком 3 поворачивается, и вся боковая поверхность пластины проходит обработку инструментом. Затем столик подводят к инструменту 8 и производят тонкое шлифование боковой поверхности пластины, затем последовательно производят полировку инструментом 9, связанным абразивом на мягкой связке, далее - полировку инструментом 10 с применением свободного алмазного абразива (при нейтральной среде) и окончательно инструментом 11 производят последующую химико-механическую полировку. Таким образом, предлагаемые технические решение позволят: повысить качество обработанной поверхности пластин, повысить точность геометрических размеров пластин, увеличить выход годных изделий за счет многостадийной обработки пластины за один установ различными инструментами; увеличить производительность процесса за счет одновременной обработки нескольких пластин.
Источник информации
1. Патент GB N1218888, кл. B 24 B 9/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1993 |
|
RU2069415C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1994 |
|
RU2071900C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1995 |
|
RU2109370C1 |
| СПОСОБ ОБРАБОТКИ ГРАНЕЙ ПЛАСТИН И АБРАЗИВНЫЙ КРУГ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2095222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2278774C2 |
| СПОСОБ КРЕПЛЕНИЯ ПЛАСТИН | 1999 |
|
RU2192956C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |



Использование: изобретение относится к способам и устройствам для обработки кромок тонких пластин, применяемых в радиоэлектронной промышленности, имеющих базовый срез для ориентации относительно кристаллической решетки, и метки, выполненные в виде среза для маркировки пластин. Сущность изобретения: способ для одновременной обработки кромок пластин заключается в том, что каждую из пластин устанавливают на собственном столике и производят одновременно вращение и перемещение столиков относительно осей вращения рабочих инструментов. Устройство состоит из основания, подвижной платформы, на которой размещены вращающиеся столики, рычагов с нагрузочными устройствами. Для обработки пластин предусмотрены размещенные на рычагах рабочие инструменты, каждый из которых снабжен двигателем и ременной передачей. Для регулирования положения рычагов относительно подвижной платформы служат упоры с устройством регулировки. Устройство может быть снабжено размещенными соответственно на рычагах следящими роликами, а на вращающихся столиках копир-пластинами. Техническим результатом изобретения является повышение качества обработанной поверхности пластин, при одновременном повышении точности геометрических размеров пластин, увеличение выхода готовых изделий за счет многостадийной обработки пластин за один установ несколькими инструментами, а также увеличение производительности процесса за счет одновременной обработки нескольких пластин. 2 с. и 1 з.п.ф-лы, 8 ил.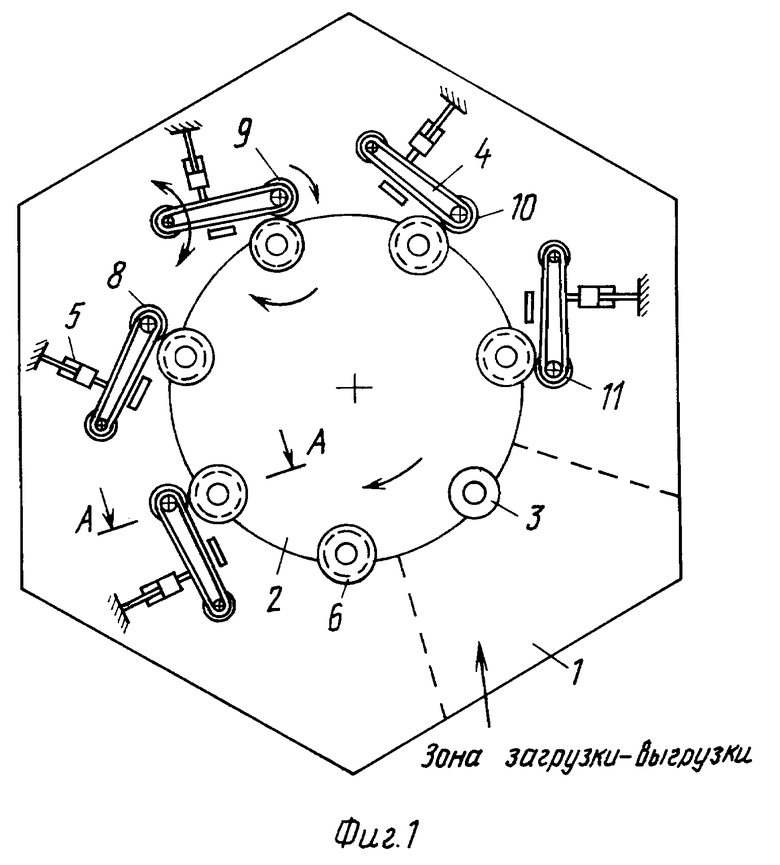
| GB 1218888 A, 13.01.71 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1993 |
|
RU2069415C1 |
| Устройство для электрохимической обработки | 1979 |
|
SU751553A1 |
| Захват манипулятора | 1977 |
|
SU764976A1 |
| US 5482899 A, 09.01.96 | |||
| RU 2056263 C1, 20.03.93 | |||
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ЛЕНТОЧНЫХ ПИЛ | 0 |
|
SU195621A1 |
