Предложение относится к области изготовления абразивного инструмента, предназначенного для работы в твердых материалах типа сапфира, кремния и так далее, в том числе к кольцевым сверлам.
Известен способ изготовления абразивного инструмента, содержащего основу с крепежной и рабочей частями и абразивосодержащую матрицу [1].
Однако абразивный инструмент, изготовленный по этому способу, является недостаточно долговечным.
Технический результат, на достижение которого направлено данное техническое решение, заключается в увеличении стойкости и работоспособности инструмента.
Указанный результат достигается тем, что в способе изготовления абразивного инструмента, содержащего основу с крепежной и рабочей частями и абразивосодержащую матрицу, перед изготовлением абразивосодержащей матрицы в рабочую часть основы производят внедрение абразивных зерен. Для изготовления абразивных матриц и внедрения абразивных зерен могут быть выбраны абразивные зерна разного размера.
По данному способу может быть изготовлен различный инструмент, например кольцевые сверла, фрезы, отрезной инструмент.
В качестве примера описывается способ изготовления кольцевого сверла.
На чертеже представлен абразивный инструмент.
Абразивный инструмент содержит основу с крепежной 1 и рабочей 2 частями и абразивосодержащую матрицу 3.
Сущность способа заключается в том, что перед изготовлением абразивосодержащей матрицы во внешнюю 4 и внутреннюю 5 поверхности рабочей части 2 основы производят внедрение абразивных зерен 6. Для изготовления абразивных матриц и внедрения абразивных зерен могут быть выбраны абразивные зерна разного размера. В качестве абразивных зерен могут быть использованы как алмазы, так и другие зерна сверхтвердых материалов. Абразивосодержащую матрицу можно изготавливать, например, методами спекания или гальваностегии с добавлением в электролит металлизированного или гранулированного порошка абразива.
При работе инструмента, изготовленного по этому способу, после износа торцевой части 7 абразивосодержащей матрицы начинают работать абразивные зерна, внедренные в рабочую часть основы. Ввиду того что рабочая часть основы имеет относительно небольшую толщину, то абразивные зерна внедряются практически на всю толщину рабочей части основы и абразивный инструмент работает, пока не износится вся абразивосодержащая матрица.
За счет этого происходит значительное повышение долговечность инструмента.
Таким образом, данное техническое решение позволит:
- увеличить стойкость инструмента;
- повысить его работоспособность.
Источник информации
1. Патент США №4610579, МКИ В 23 В 51/04, 1989.
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного инструмента, в частности кольцевых сверл, предназначенного для работы в твердых материалах типа сапфира, кремния и т.д. Изготавливают абразивный инструмент, содержащий основу с крепежной и рабочей частями и абразивосодержащую матрицу. Перед изготовлением абразивосодержащей матрицы производят внедрение абразивных зерен в рабочую часть основы. При износе торцовой части абразивосодержащей матрицы в работу вступают абразивные зерна, внедренные в рабочую часть основы, в результате увеличивается стойкость и работоспособность инструмента. 1 з.п. ф-лы, 1 ил.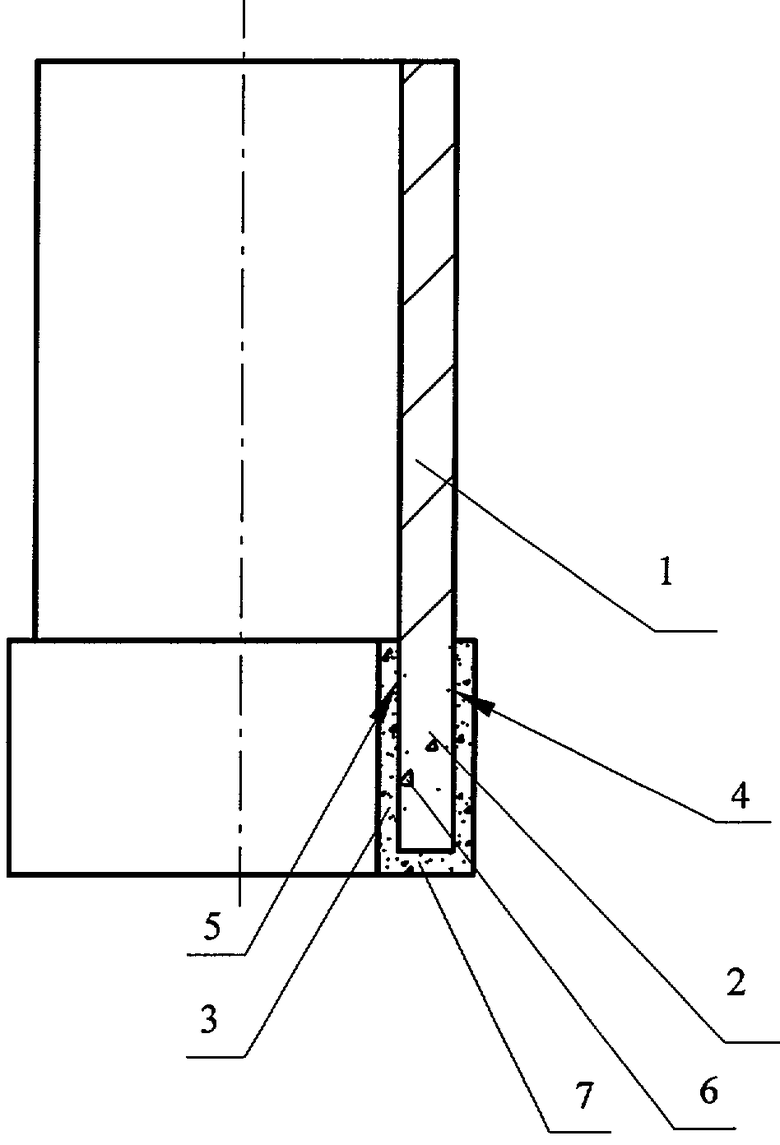
| US 4610579 А, 09.09.1986 | |||
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| Алмазное сверло | 1991 |
|
SU1813043A3 |
| Трубчатое сверло | 1974 |
|
SU484941A1 |
| US 5137098 A, 11.08.1992. | |||

