Изобретение относится к дереворежущему инструменту, а более конкретно к специальным плоским круглым пилам с двумя глубокими прорезями в радиальном или близком к нему направлении, известным в технической литературе под названием "строб" (термин США) или "мульти" (термин Швеции) пил.
Для распиловки древесины используют стандартные круглые пилы с цельным диском и специальные пилы с радиальными (или близкими к этому направлению) прорезями, которые освобождают диск от неблагоприятного влияния нагрева при распиловке древесины. Поэтому прорези часто называют температурными компенсаторами.
Исследованиями ЦНИИМОДа установлено, что длина прорезей должна быть такой, чтобы после установки пилы на пильный вал и зажатия фланцами прорези уходили под фланцы. В этом случае диск разделен прорезями на две части и возникают дополнительные положительные эффекты, повышающие надежность работы диска пилы.
Известен способ определения рабочей частоты вращения стандартных плоских круглых пил с цельным диском. Он заключается в том, что производят разгонные испытания диска, определяют критические частоты вращения ηкр.λ связанные с остановкой в пространстве цепи обратно бегущих волн, выбирают наименьшее значение η
Однако эти способы непригодны для "строб-пил" с глубокими прорезями, так как, как показали проведенные ЦНИИМОДом производственные испытания, пилы такой конструкции просто не имеют критических частот вращения ηкр.λ и оптимальных, универсальных в обычном понимания, характерном для пил с целым диском. Это связано с тем, что в данном случае мы имеем дело не с диском, а с полудиском, в котором затруднено возникновение назад и вперед бегущих цепей воли.
Изобретение направлено на повышение надежности работы "строб-пилы".
Сущность изобретения заключается в том, что в известном способе, включающем разгонные испытания зажатой по внутреннему контуру пильными фланцами пилы, при разгонных испытаниях к вращающемуся полотну пилы в зоне окружности впадин зубьев прикладывают неподвижную в пространстве поперечную сосредоточенную силу, которая по величине равна возникающей при пилении аксиальной составляющей силы сопротивления резанию, регистрируют поперечные резонансные колебания полотна и устанавливают области частот вращения, которые свободны от резонансных колебаний и могут быть использованы в качестве рабочих частот вращения, причем при несоответствии частот вращения в безрезонансных областях частотам вращения, обеспечивающим нормативную подачу на зуб, производят настройку частот собственных колебаний каждого полудиска путем их натяжения, например, проковкой (вальцеванием).
Для повышения эффективности натяжения обработку (проковку, вальцевание) каждого полудиска ведут в средней зоне, ограниченной окружностями, с диаметром, равным диаметру зажимных фланцев и диаметру, равному 0,8 от диаметра окружности впадин зубьев, причем для исключения возможности одновременного возбуждения колебаний в обоих полудисках при резании натяжение в обоих полудисках делается различным.
Наличие неподвижной в пространстве поперечной сосредоточенной силы приводит к возникновению возмущающих импульсов, по характеру близких к условиям работы пилы: пока полудиск движется мимо поперечной силы, он нагружен, а затем, начиная от прорези в диске и в течение полуоборота он разгружен.
Амплитуда возбуждающих импульсов зависит от величины действующей поперечной сосредоточенной силы. Если амплитуда возмущающих сил достаточно мала, то наличие сил сопротивления в системе может сделать возникновение вибрации невозможной. Поэтому при разгонных испытаниях к вращающемуся полотну пилы необходимо прикладывать силу, которая реально может встретиться при пилении "строб-пилой". Это гарантирует получение реальной картины и уровня резонансных колебаний, возникающих при пилении.
Если на первом этапе разгонных испытаний пилы цель не достигнута, то пилу снимают и проковывают (вальцуют) каждый полудиск, изменяя тем самым его начальное напряженное состояние и частотные характеристики. При увеличении внешнего диаметра окружности области проковки (вальцевания) до 0,8 от окружности впадин зубьев частоты собственных колебаний для форм с числом узловых радиусов l ≥ 2 увеличиваются, а при дальнейшем увеличении диаметра окружности с 0,8 до 1,0 уменьшаются до начального уровня, когда диск еще не подвергался проковке (вальцеванию). При повторении разгонных испытаний уточняют правильность выбранной степени натяжения полудисков.
Полезно иметь в "строб-пиле" к тому же различную степень натяжения обоих полудисков. Это исключает возможность одновременного резонансного колебания полудисков (с одинаковой частотой) при прохождении прорези через распиливаемый материал в процессе работы. Это дополнительно повышает надежность работы диска пилы.
Пример. Проведены разгонные испытания "строб-пилы" диаметром 360 мм, толщиной 1,2 мм, с числом зубьев 36, зажатой фланцами диаметром 150 мм. Количество радиальных прорезей 2, их длина 100 мм, что позволяло прорезям заходить под зажимные фланцы. Неподвижная в пространстве поперечная сосредоточенная сила составляла I Н. Она подводилась с помощью воздушного сопла N 4, расположенного на расстоянии 6 мм от боковой поверхности полотна пилы и на 5 мм ниже окружности впадин зубьев, давление воздуха при этом было равно 0,3 МПа. Первый этап разгонных испытаний произведен при непрерывном увеличении частоты вращения пилы с 600 до 6000 мин-1 с регистрацией поперечных резонансных колебаний на фотобумагу осциллографа Н-107.
Пила предназначена для эксплуатации в станке СБI5Т-IМ, имеющем частоту вращения пильного вала 1650 мин-1.При 24 зубьях и скорости подачи 10 м/мин нормативная подача на зуб 0,17 мм. Однако в зоне, соответствующей частоте вращения 1650 мин-1 разгонные испытания выявили резонансные колебания по форме с числом узловых радиусов 2 при кратности возбуждения 4. Поэтому необходимо использование безрезонансной области частот вращения 2100-2400 мин-1.
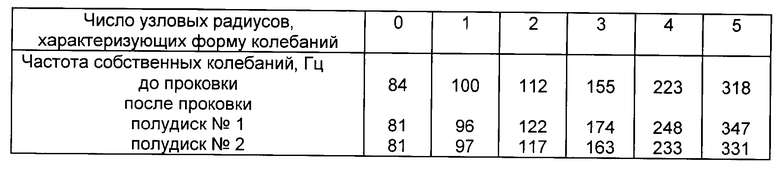
В станке CБI5Т-IM не предусмотрена возможность изменения рабочих частот вращения пильного вала. Поэтому была произведена настройка (изменение) частотных характеристик обоих полудисков способом их проковки в средней зоне. Интенсивность проковки каждого полудиска была различной. Их частотные характеристики изменились следующим образом (см. таблицу).
При повторении разгонных испытаний область частот вращения, включающая частоту 1650 мин-1, стала свободной от резонансных колебаний.
Использование ЦНИИМОДом данного способа определения рабочей частоты вращения "строб-пил" для различных конкретных конструкций круглопильных станков и режимов их работы позволило повысить надежность работы пил, сократить расходы инструмента и простои круглопильного оборудования.
Источники информации
1. Стахиев Ю.М. Работоспособность плоских круглых пил.-М.Лесн.пром-сть, 1989.-384 с.
2.Авт.св. СССР, N 1692830, кл. В 27 В 33/08, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУГЛАЯ ПИЛА | 1992 |
|
RU2048286C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЛОСКОСТНОСТИ ДИСКОВ КРУГЛЫХ ПИЛ | 1990 |
|
RU2006786C1 |
| Способ изготовления рамных пил | 1985 |
|
SU1266680A2 |
| Способ изготовления круглых пил | 1980 |
|
SU994166A1 |
| Способ изготовления круглых пил | 1978 |
|
SU686834A1 |
| Круглая пила | 1990 |
|
SU1708614A1 |
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Способ повышения устойчивости диска пилы | 1983 |
|
SU1180247A1 |
| Способ термической обработки дисков круглых пил | 1980 |
|
SU1004479A1 |
| Способ изготовления круглых пил | 1980 |
|
SU891270A2 |
Использование: изобретение относится к дереворежущему инструменту, а более конкретно - к специальным круглым пилам с двумя глубокими прорезями в радиальном направлении. Сущность изобретения: при разгонных испытаниях к вращающемуся полотну пилы в зоне окружности впадин зубьев прикладывают неподвижную в пространстве поперечную сосредоточенную силу, которая по величине равна возникающей при пилении аксиальной составляющей силы сопротивления резанию, регистрируют поперечные резонансные колебания полотна и устанавливают области частот вращения, которые свободны от резонансных колебаний и могут быть использованы в качестве рабочих частот вращения, причем при несоответствии частот вращения в безрезонансных областях частотам вращения, обеспечивающим нормативную подачу на зуб, производят настройку частот собственных колебаний каждого полудиска путем их натяжения, например, проковкой (вальцеванием). 1 з.п.ф-лы, 1 табл.
| Способ определения оптимальной частоты вращения круглой пилы | 1989 |
|
SU1692830A1 |
