Изобретение относится .к термической обработке тонких дисков и может быть испслльзовано при изготовлении , дереворежущих дисковых пил.
Известен способ термической обработки дисковых пил, заключающийся в закалке, отпуске и поеледукадей проковке или вальцевания. Операции проковки, вальцевания позволяют нормировать напряженное состояние пил, улучшают их эксплуатационную устойчивость 13
Однако операции проковки и вальцевания трудоемки и малопроизводительны, ухудшают товарный вид круглых пил, незначительно влияют на плоскостность .
известен способ термической обработки дисковых пил, включеиощий закалку, отпуск и термопластическую обработку. Термопластическая обработка производится с нагревом до 330-550с и последующим охлаждением периферийной зоны пилы, наружньлй диаметр которой равен диаметру окружности впадин зубьев, а внутренний - 0,8 того зке диаметра. Термопластическая обработка диска более производительна, менее трудоемка, чем проковка, вальцевание, т.е. в целом более эффективна 2. .
Термопластическая обработка, также как проковка и вальцевание является дойолнительной операцией/ требует значительных энергозатрат.
Цель изобретения - снижение экерго- и трудозатрат и повышение произ10водительности процесса изготовления пил за счет совмещения операций отпуска и создания (нормирования) напряженного состояния. .
Поставленная цель достигается
15 тем, что в известном способе термической обработки дисков, включающем закалку и отпуск и создание напряженного состояния различной степенью отпуска периферийной и центральной
20 зон, нагрев и вьвдержку закаленного диска при отпуске выполняют в осесиметричном неравномернсии по радиусу температурном поле, перифедийная зона которого шириной О,01-0,2 раддау25са диска имеет температуру на 10 выше температуры центральной зоны.
При положительном температурном перепаде по радиусу диска в процессе
30 отпуска возникгиот структуры-отпуска
С неодинаковым удельным объемом и, как следствие, остаточные растягивающие напряжения на периферии, диска пилы. Температурный перепад в 10-100°С практически не сказывается на твердости периферийной и центральной зон и различие в твердости находится в допустимых пределах (35 Н R С), но достаточен для создания оптимального напряженного состояния в дисках круглых пил из стали 9ХФ.
, При нагреве и выдержке с повышенной температурой более узкой периферийной зоны требуется после стачивания (износа) пилы повторная операция нормирования напряженного состояния диска. Нагрев и выдержка с повыенной температурой периферийной зоны шириной более О,2 радиуса ухудает плоскостность диска и снижает
устойчивость пилы в процессе резания древесины. Нагрев зоны менее 0,01 радиуса не дает.ожидаемого эффекта,
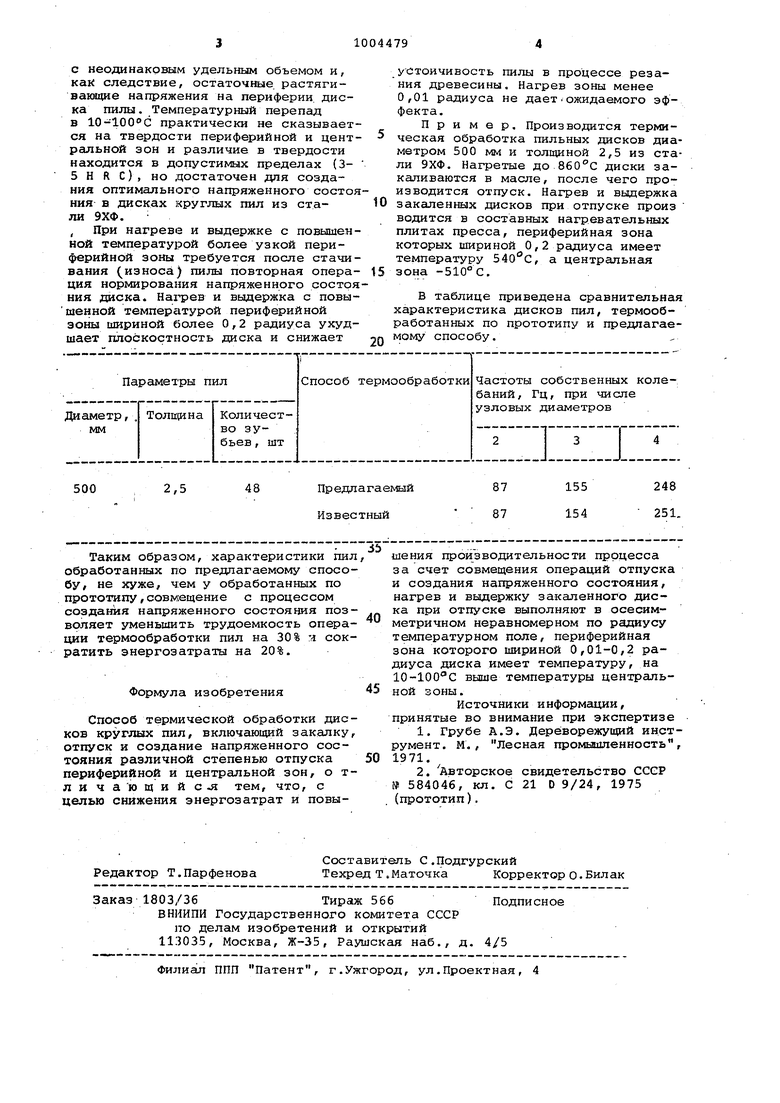
Пример. Производится терми5 ческая обработка пильных дисков диаметром 500 мм и толщиной 2,5 из стали 9ХФ. Нагретые до 8бО°С диски закаливаются в масле, после чего производится отпуск. Нагрев и выдержка
0 закаленных дисков при отпуске произ водится в составных нагревательных плитах пресса, периферийная зона которых шириной 0,2 радиуса имеет температуру , а центральная
5 зона -510°С,
В таблице приведена сравнительная характеристика дисков пил, термообработанных по прототипу и предпагаеQ мому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки дисковых пил | 1975 |
|
SU584046A1 |
| Способ термической обработки стальных дисков | 1986 |
|
SU1411345A1 |
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Устройство для отпуска дисковых пил | 1990 |
|
SU1770404A1 |
| Способ изготовления круглых пил | 1980 |
|
SU891270A2 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| Способ электроконтактной закалки вершин зубьев дисковых пил и устройство для его осуществления | 1990 |
|
SU1786140A1 |
| Способ изготовления круглых пил | 1978 |
|
SU686834A1 |
| СПОСОБ НАТЯЖЕНИЯ ДИСКА ПИЛЫ | 1993 |
|
RU2041775C1 |
| Устройство для термической обработки изделий | 1981 |
|
SU1055777A1 |
