Ю
«
Изобретение относится к машиностроению, преимущественно деревообрабатывающему, может быть использовано при изготовлении рамных пил, и является усовершенствованием известного способа по авт. св. № 724286.
Цель изобретения - упрощение изготовления пил за счет создания компенсирующих напряжений в зоне корпуса, прилегающей к криволинейному участку путем ее изгиба во время проковки.
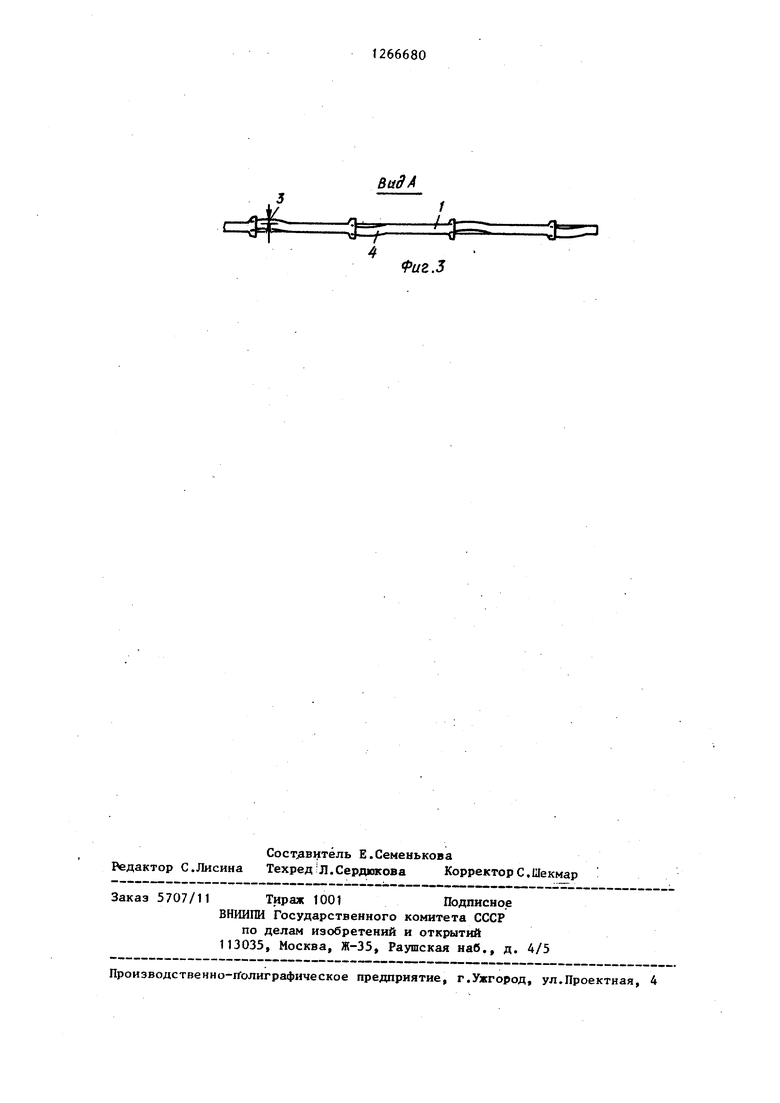
На фиг. 1 изображена схема расположения зоны проковки относительно впадины зуба; на фиг. 2 - пила, общий вид; на фиг, 3 - вид А на фиг.2.
Проковке подвергают зону корпуса 1 пилы, прилегающую к криволинейному участку 2 впадины каждого зуба, по ширине равной 1 - 2 R кривизны этой впадины. Направление изгиба 3 каждой последующей зоны корпуса противоположно направлению изгиба предыдущей зоны, а максимальная величина изгиба не превышает величину уширения зубьев на сторону.
Пример. При распиловке талой древесины сосны на лесчпильной раме РД75-7 пилами по ГОСТ 5524-75 минимальные напряжения возникают в начальный период холостого хода. Сила натяжения пил 5000 кгс; шаг зубьев 26 мм; толщина полотна 2,2 мм; ширина полотна 160 мм, уширение на сторо ну 0,65 мм; степень вальцевания Ю,15 мм. Для компенсации напряжений.
66680J
возникающих в пилах при пилении, подвергают проковке зону корпуса, прилегающую к .криволинейному- участку впадины каждого зуба по ширине, 5 равной 1,5 радиуса кривизны этой рпадины. Проковку производят с одной стороны пилы с изгибом корпуса на другую сторону, причем сторону корпуса, с которой производят проковку, последовательно чередуют
у смежных зубьев. Максимальная величина изгиба составляет 0,1 мм и постепенно уменьшается до нуля от середины криволинейного участка к периферии.
Длина режущей кромки пилы, на которой располагаются зоны, подвергаемые проковке, определяется из выражения
.-li.
где Ij и Ij расстояния, измеренные от нижнего конца рамной пилы, причем :Ц-Н+5-(Ь..2.)1,
l H+h+S-t-(1...2)t, где Н - ход пильной рамки; h - высота пропила; S - расстояние, измеренное от нижнего конца рамной пилы в момент верхней мертвой точки до линии, соединяющей верхние образующие нижних подающих вальцов лесопильной рамы;
t - шаг зубьев.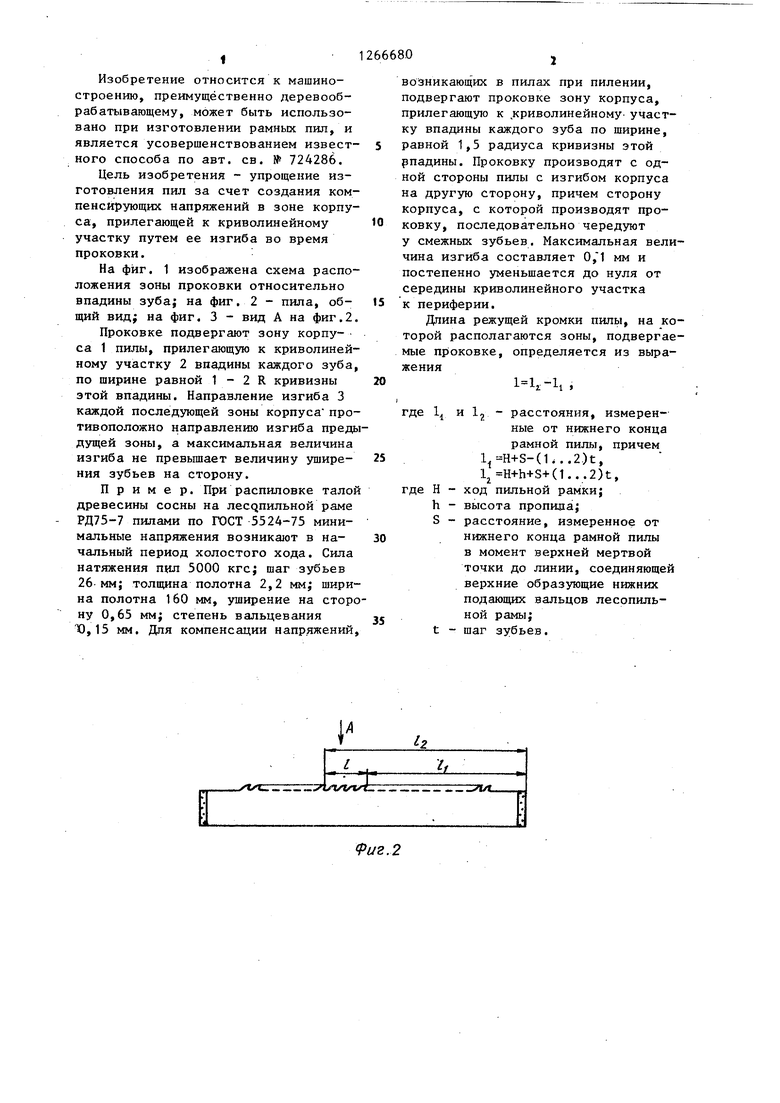
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Способ изготовления рамных пил | 1978 |
|
SU724286A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| Дисковая пила | 1986 |
|
SU1437224A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОЧЕЙ ЧАСТОТЫ ВРАЩЕНИЯ КРУГЛОЙ ПИЛЫ | 1992 |
|
RU2095236C1 |
| Способ обработки зубьев пил | 1986 |
|
SU1389950A1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| Способ снижения усталостных напряжений в полотне ленточной пилы | 2018 |
|
RU2677198C1 |
| КРУГЛАЯ ПИЛА | 1992 |
|
RU2048286C1 |
| Способ подготовки рамной пилы | 1985 |
|
SU1294510A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ РАМНЫХ ПИЛ по авт. св. № 724286, от л ичающийся. тем, что, с целью упрощения изготовления пил, проковку зоны корпуса, прилегающую к криволинейному участку впадины каждого зуба, осуществляют изгибом этой зоны, причем направление изгиба каждой последующей зоны корпусапротивоположно направлению изгиба предыдущей зоны, а максимальная величина изгиба не превышает величину развода зубьев. ю Р О) Од 00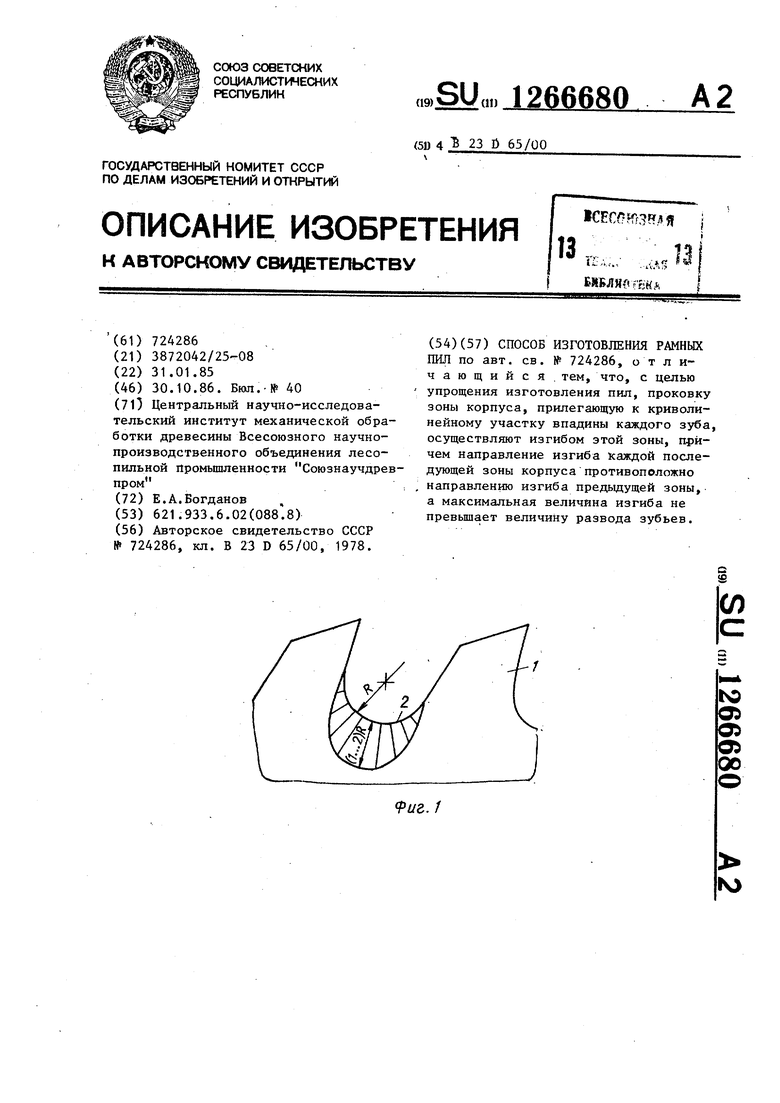
9U2.2
±
fuB.3
| Способ изготовления рамных пил | 1978 |
|
SU724286A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
