Изобретение относится к деревообрабатывающей промышленности, в частности к производству деревянных элементов.
Известен способ изготовления деревянных элементов, состоящий из заготовки бревен, их окаривания, обработки и антисептирования (Франция, заявка N 2606057, кл. E 04 C 3/12, 1988).
Известен также способ производства деревянных элементов, включающий заготовку бревен, их окаривание, обработку и антисептирование (СССР, авторское свидетельство N 1716036 AI, кл. E 04 C 3/12, 1989).
Недостатками известных способов является относительно низкая долговечность, связанная со строением древесных пород и технологией их обработки, т.е. односторонний подход к использованию только хвойной древесины резко ограничивает выпуск несущих деревянных элементов, причем с относительно низкой долговечностью.
Анализ работы несущих деревянных элементов показывает, что такие древесные породы как осина, береза и др. вообще исключены из функционального использования, поскольку сердцевинная зона в этих породах является фактически ослабленной зоной, не несущей какие либо нагрузки, причем это относится не только к лиственным, но и к хвойным древесным породам, так например, рассматривая такой функциональный элемент, как деревянная мачта, видим, что гниение начинается с сердцевинной зоны, поскольку она не антисептируется и фактически имеет свойства обычного дерева, подверженного биологическим и климатическим воздействиям, что резко снижает любые эксплуатационные показатели, например долговечность, прочность, трещиностойкость, биостойкость и огнестойкость.
Рассматривая работу такого функционального элемента, как шпала железных дорог, также видим, что ослабленная зона сердцевинная зона так же, как и у деревянной мачты является источником разрушения, поскольку также не антисептируется и имеет свойства незащищенной древесины, приводящей к быстрому растрескиванию попаданию в трещины грибков, приводящих к загниванию сердцевинной зоны и снижению несущей способности всего элемента деревянной шпалы, а значит и к сокращению эксплуатационной надежности и долговечности.
Цель изобретения расширение сырьевой базы и повышение долговечности деревянных элементов.
Достигается это тем, что после обработки бревен осуществляют формирование внутренней полости, которую выполняют удалением сердцевинной зоны бревна вдоль его биологической оси, а антисептирование ведут совместно снаружи и изнутри деревянного элемента.
Способ соответствует всем требованиям критериев изобретения, а именно:
критерию "новизна", поскольку имеет новую операцию формирование внутренней полости и удаление сердцевинной зоны, причем вдоль биологической оси бревна;
критерию "существенные отличия", т.к. антисептирование элементов производят снаружи и изнутри;
критерию "полезность", поскольку обеспечивается достижение поставленной цели расширение сырьевой базы и повышение долговечности деревянных элементов;
критерию "техническое решение задачи", т.к. способ относится к области техники.
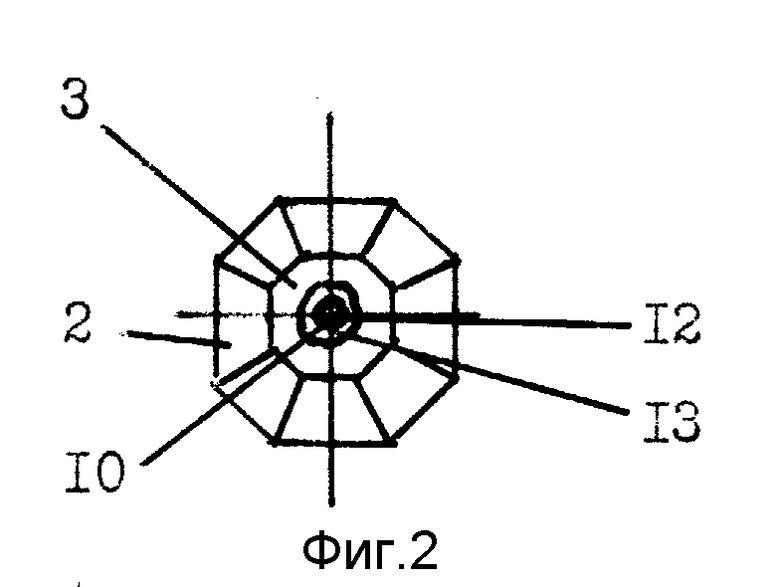
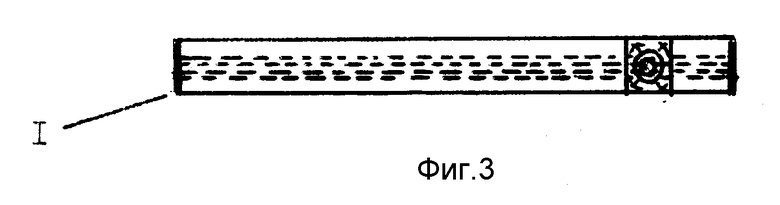
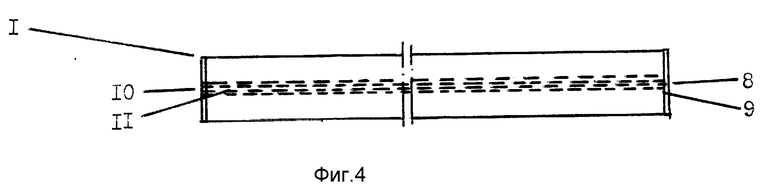
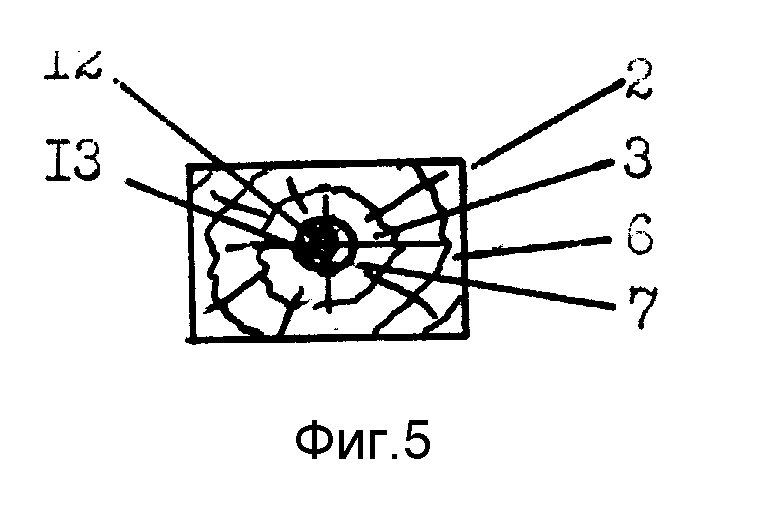
На фиг. 1 изображена схема деревянного элемента, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 схема деревянной мачты; на фиг. 4, 5 схема деревянной шпалы.
Осуществление способа происходит при производстве деревянных элементов, например деревянных мачт, шпал и др. которые включают корпус 1 с заболонной 2 и сердцевинной 3 зонами, комлем 4 и вершиной 5, наружной 6 и внутренней 7 поверхностями, подвергаемыми антисептированию, внутреннюю полость 8 с пробками 9, а также геометрическую 10 и биологическую 11 оси, при этом внутренняя полость 8 имеет арматуру 12 с наполнителем 13, например частицами древесины.
Способ производства деревянных элементов осуществляют следующим образом.
Заготавливают бревна с заболонной 2 и сердцевинной 3 зонами, комлем 4 и вершиной 5, при этом бревна обрабатывают и после обработки осуществляют формирование внутренней полости 8, которую выполняют удалением сердцевинной 3 зоны вдоль биологической оси 11, причем удаление ведут или сверлением или фрезерованием как со стороны комля 4, так и со стороны вершины 5, так и совместно, после чего выполняют антисептирование, причем как снаружи, так и изнутри через внутреннюю полость 8 как со стороны вершины, так и со стороны комля 4, а затем внутреннюю полость изолируют.
Внутреннюю полость 8 формируют цилиндрической или конусной, или совместной, или обратными конусами, после чего в полость вводят арматуру и наполнитель с вяжущим и затворителем, после чего цикл формирования внутренней полости повторяют.
При производстве укороченных деревянных элементов в виде шпал, горизонтальных балок, оконных и дверных усиливающих элементов способ выполняют так же: заготавливают бревна, производят поперечный раскрой, ведут обработку, после которой осуществляют формирование внутренней полости 8, удаляя при этом сердцевинную зону 3 вдоль биологической оси 11 сверлением или фрезерованием, затем ведут совместное снаружи и изнутри антисептирование, а полость 8 изолируют, причем перед изолированием проводят армирование с введением наполнителя с вяжущим и затворителем, и цикл повторяют.
Изобретение относится к деревообрабатывающей промышленности и в частности к производству деревянных мачт. Сущность изобретения состоит в том, что после обработки бревен осуществляют формирование внутренней полости, которую выполняют удалением сердцевинной зоны вдоль биологической оси бревна, а антисептирование ведут совместно снаружи и изнутри бревна. 25 з.п. ф-лы, 5 ил.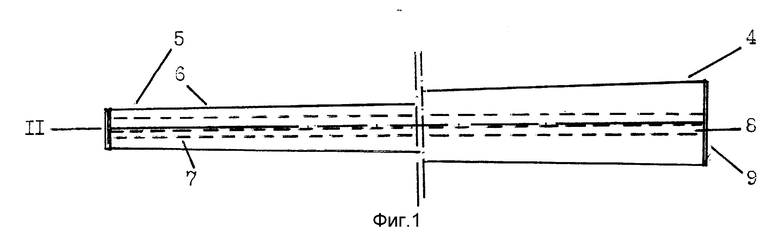
| Способ и устройство для приема товара, а также беспроводной терминал приема | 2013 |
|
RU2606057C1 |
| Деревянная балка | 1989 |
|
SU1716036A1 |
