Изобретение относится к устройству для изготовления многослойного рукава из бумажных полотен, снабженных на равных расстояниях поперечной перфорацией для отрывания отрезков рукава при изготовлении мешков, содержащему установленное на раме машины перфорирующее устройство, имеющее закрепленное на вращающемся валу перфорирующее средство, которое снабжает бумажные полотна поперечной перфорацией и радиальное расстояние которого от вала можно изменять для установки формата, установленные на раме машины поперечные клеевые цилиндры, которые снабжены поперечными клеевыми планками и взаимодействуют с устройствами для нанесения клея, а также продольный клеевой ролик, который снабжает лежащие со смещением вбок относительно друг друга края сведенных посредством направляющих роликов бумажных полотен, перед их складыванием в рукав, слоем клея, образующим продольный клеевой шов.
Бумажные мешки, например, для упаковки с высокой прочностью цемента или других порошкообразных или гранулированных материалов, изготовляют из многослойных отрезков рукава, отдельные слои которых при образовании рукава склеены между собой на краях и на их концах отдельные слои лежат с совпадающими между собой обрезными кромками (гладкий обрез) или предпочтительно частично ступенчато, так что и при образовании дна слои склеивают по отдельности.
Рациональное машинное оборудование делает необходимым, чтобы на одной установке можно было изготовить отрезки рукава со ступенчатым расположением отдельных бумажных слоев разных форматов. Чтобы достичь нужного регулирования форматов так называемой "рукавной машины", необходимо изменять расстояния между поперечными перфорациями на отдельных бумажных слоях, определяющими длину отрезков рукава, а также соответственно подгонять расстояния между поперечными клеевыми планками.
В то время как определенные различия в окружной скорости поперечных клеевых пленок и скорости движения бумажных полотен не играют роли, так что из-за относительной скорости происходит определенное смазывание нанесенного клея, подобные различия в окружной скорости перфорирующих ножей и скорости движения бумажных полотен нельзя не учитывать, поскольку здесь относительные скорости могут привести к разрыву поперечных перфораций, а тем самым к обрыву бумажного полотна.
Для того чтобы бумажные полотна в рукавных машинах можно было снабдить поперечной перфорацией на изменяемом расстоянии, известно, что вращающиеся перфорирующие ножи приводят в действие посредством передач с неравномерным движением таким образом, что бумажное полотно в зоне, в которой перфорирующий нож не находится в контакте с ним, протягивают со скоростью, отличающейся от окружной скорости перфорирующего ножа, тогда как окружная скорость перфорирующего ножа в момент контакта с бумажным полотном в основном равна скорости движения последнего. Подобные передачи с неравномерным движением состоят из кривошипно-куличных механизмов, которые из-за неравномерности своего движения подвержены при вращении ускорениям и замедлениям, так, что из-за возникающих за счет этого сил инерции машина может работать лишь с меньшей производительностью, с тем чтобы выдерживать возникающие силы инерции в допустимых пределах.
Из патента США N 2013086 известна рукавная машина названного выше типа, у которой выполняющие поперечную перфорацию перфорирующие ножи закреплены на рычагах и выполнены с возможностью перемещения в радиальном направлении к несущим их валам. Эти выполненные с возможностью перемещения в радиальном направлении перфорирующие ножи могут быть приведены в действие за счет соответствующего изменения также осевых расстояний несущих перфорирующие ножи валов с постоянно такой же окружной скоростью, что и скорость движения бумажного полотна, так что в приводе отсутствуют неравномерности движения, которые из-за сил инерции могли бы ограничить скорость движения рукавной машины. Установка же форматов в известной машине имеет пределы из-за того, что при уменьшении расстояний между поперечными перфорациями несущие перфорирующие ножи рычаги могут быть смещены радиально внутрь настолько, чтобы их выступающие завалы задние концы не упирались в бумажное полотно и не повредили его.
Известная рукавная машина позволяет поэтому регулировать форматы лишь в одном объеме, при котором наибольшая длина отрезков примерно в два раза больше наименьшей, поскольку при дальнейшем уменьшении расстояний не снабженные перфорирующим инструментом концы рычагов попали бы в траекторию движения бумажных полотен. Известная рукавная машина не отвечает поэтому современным требованиям к регулированию форматов, поскольку требуется изготовлять отрезки рукава, наименьшая длина которых приблизительно соответствует 1/6 1/8 наибольшей длины.
Задачей изобретения является создание рукавной машины упомянутого выше типа, на которой с высокой производительностью и простой переналадкой можно изготовлять отрезки рукава. длину которых можно регулировать в широком диапазоне.
Согласно изобретению эта задача решается у устройства родового типа тем, что перфорирующее средство выполнено в виде по меньшей мере одного перфорирующего ножа, при этом перфорирующее устройство содержит расположенные на вращающемся валу на равных угловых расстояниях четыре держателя для выборочного закрепления на них перфорирующих ножей, имеющие устройства для изменения их радиального расстояния от вала. В рукавной машине согласно изобретению наибольшее расстояние между поперечными перфорациями в бумажных полотнах можно установить за счет того, что держатели выдвигают на их наибольшее радиальное расстояние от несущего их вала и один перфорирующий нож крепят только на одном держателе. Для установки наименьшего расстояния между поперечными перфорациями четыре держателя вдвигают внутрь на их минимальное радиальное расстояние от вала и на всех четырех держателях крепят перфорирующие ножи.
В среднем установленном положении держателей перфорирующие ножи крепят на противоположных друг другу держателях. Между наименьшим и наибольшим устанавливаемыми расстояниями между поперечными перфорациями все форматы можно регулировать за счет соответствующего выдвигания и вдвигания держателей и/или расположении на держателях одного, двух или четырех перфорирующих ножей. Поскольку, следовательно, в рукавной машине согласно изобретению отсутствуют передачи с неравномерным движением и скорость движения бумажных полотен можно привести в соответствие с окружной скоростью перфорирующих ножей, устройство можно эксплуатировать с высокой производительностью и с регулированием форматов в широких пределах.
Выше была описана форма осуществления изобретения, в которой отдельные образованные бумажными полотнами слои образовали рукав уже до их поперечного перфорирования, поскольку от рукава должны быть отделены отрезки, имеющие на концах совпадающие между собой обрезные кромки. Для того чтобы от многослойного рукава можно было оторвать снабженные гладкими срезами отрезки, перфорации отдельных слоев должны лежать точно друг над другом, так, что предусмотрен только один перфорирующий нож, который перфорируют все уже сложенные в рукав слои.
С особым преимуществом изобретение может быть реализовано, однако, в устройствах для изготовления так называемых каскадных мешков, у которых отдельные слои многослойного отрезка рукава лежат еще и с частичным нахлестом в продольном направлении. Согласно предпочтительной форме осуществления изобретения предусмотрено поэтому, что перфорирующее устройство содержит дополнительные перфорирующие средства для каждого из движущихся отдельно друг от друга по направляющим валикам бумажных полотен, каждое из которых выполнено в виде по меньшей мере одного закрепленного на вращающемся валу перфорирующего ножа, который снабжает бумажные полотна поперечными перфорациями, лежащими со смещением относительно друг друга в продольном направлении, а также дополнительно расположенные на каждом валу четыре держателя для выборочно закрепляемых на них перфорирующих ножей, имеющих устройства для изменения их радиального расстояния от каждого вала.
Хотя в рукавных машинах можно смириться с определенным смазыванием нанесенных поперечных клеевых полос, это смазывание из-за относительной скорости бумажных полотен и поперечных клеевых планок не должно превышать допустимой величины.
Согласно усовершенствованию изобретения предусмотрено поэтому, что поперечные клеевые цилиндры снабжены на равных угловых расстояниях четырьмя установочными элементами для поперечных клеевых планок, размещаемых в том же количестве, что и перфорирующие ножи. За счет подходящего выбора диаметра поперечного клеевого цилиндра этим можно обеспечить то, что в соответствии с числом используемых перфорирующих ножей предусматривают равное число поперечных клеевых планок, благодаря чему без сложного изменения диаметра поперечного клеевого цилиндра смазывание поперечно проходящих клеевых полос происходит лишь в небольшой приемлемой степени. При переналадке рукавной машины на другой формат требуется снабдить поперечные клеевые цилиндры лишь соответствующим числу перфорирующих ножей числом поперечных клеевых планок, что осуществляется простым образом и быстро.
Целесообразно, если расстояние между противоположными установочными элементами поперечных клеевых цилиндров соответствует среднему установленному расстоянию между противоположными держателями перфорирующих ножей.
Для того чтобы оторванные от рукава отрезки можно было без помех перерабатывать путем формования днищ, расположенные каскадом слои должны быть свободны на концах отрезков рукава от нанесенного клея. В другом усовершенствовании изобретения предусмотрено поэтому, что продольный клеевой ролик имеет постоянный диаметр и снабжен по окружности четырьмя выборочно завершаемыми выемками, которые препятствуют нанесению клея на снабженные поперечными перфорациями края бумажного полотна.
Также у этого продольного клеевого ролика можно смириться с определенной относительной скоростью между его окружностью и бумажным полотном, если обеспечивается перекрытие выемок соответствующими снабженными поперечными перфорациями краями бумажных полотен.
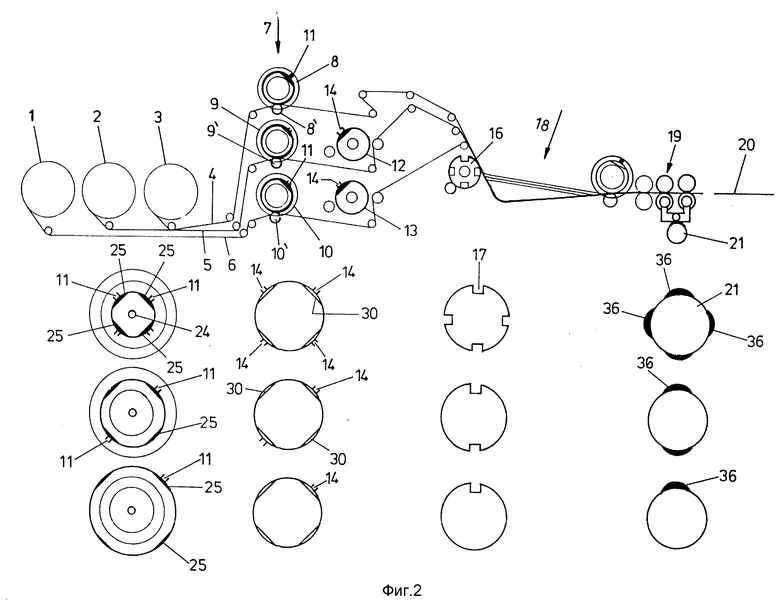
На фиг. 1 представлена рукавная машина для изготовления так называемых каскадных мешков, вид сбоку; на фиг. 2 то же, на которой можно выборочно изготовлять как каскадные мешки, так и многослойные отрезки рукава с гладким обрезом.
Изображенная на фиг. 1 рукавная машина состоит, например, из трех размоточных станин (не показаны), на которых друг за другом установлены бумажные рулоны 1, 2, 3, с которых посредством направляющих роликов, а также разматывающих и/или сматывающих устройств, сматывают плоские бумажные полотна 4, 5, 6.
На раме машины (не показана) на позиции перфорирования установлены три снабженных собственными приводами перфорирующих цилиндра 8, 9, 10, перфорирующие ножи 11 которых взаимодействуют с ответными ножевыми цилиндрами 8', 9', 10'.
В направлении движения полотен, направляемых на взаимном расстоянии друг от друга, за поперечными перфорирующими цилиндрами 8 10 на раме машины установлены два снабженных приводами поперечных клеевых цилиндра 12, 13, поперечные клеевые планки которых снабжают бумажные полотна 5 и 6 поперечно проходящими слоями клея.
Поперечные клеевые планки 14 поперечных клеевых цилиндров 12, 13 получают свои порции клея обычным образом от клеемазальных валиков.
За поперечными клеевыми цилиндрами 12, 13 бумажные полотна 4, 5, 6 для их склеивания сводят вместе в многослойное полотно. Один край полотна, на котором отдельные полотна лежат со смещением вбок относительно друг друга, снабжают посредством продольного клеевого ролика 16 образующим последующий продольный шов слоем клея, причем клеевой ролик 16 имеет выемки 17, которые исключают попадание клея на снабженные поперечными перфорациями края многослойного бумажного полотна. Находящиеся между выемками 17 продольные клеевые сегменты или сегмент продольного клеевого ролика получают свои порции клея обычным образом от клеемазального ролика.
Подготовленное описанным образом многослойное бумажное полотно складывают затем на рукавнообразующей позиции 18 в рукав, причем свободные от нахлеста края отдельных слоев склеивают между собой.
На отрывающей позиции 19 от бумажного рукава отрывают отдельные отрезки 20. Отрывающая позиция снабжена обычным отрывающим механизмом, состоящим из двух приводимых во вращение с разной окружной скоростью валиков, передний из которых образует удерживающий валик, а задний отрывающий валик, причем в такт отрывания отдельных отрезков 20 установленные на подвижном держателе ответные валики прижимаются посредством снабженного кулачками ролика 21 к удерживающему и отрывающему валикам.
В левом столбце чертежа схематично изображенные перфорирующие цилиндры показаны в разных положениях наладки.
Каждый из перфорирующих цилиндров 8 10 содержит центральный вал 24, на котором закреплены четыре инструментодержателя 5, снабженных исполнительными устройствами, которые обеспечивают их радиальное выдвигание и приближение к валу 24. Устройства для радиального перемещения инструментодержателей 25 могут состоять, например, из двух шарнирно закрепленных на инструментодержателях 25 рычагов, другие концы которых шарнирно соединены с ползунами, расположенными с возможностью встречного перемещения в осевом направлении на валах 24 посредством исполнительных устройств на одинаковую величину.
На инструментодержателях 25, как это видно из левого столбца чертежа, могут быть закреплены от одного до четырех перфорирующих ножей 11.
В трех изображениях в левом столбце чертежа инструментодержатели выдвинуты в радиальном направлении на разную величину. В нижнем изображении инструментодержатели выдвинуты дальше всего, причем только один инструментодержатель 5 снабжен одним перфорирующим ножом 11, так что в этом положении могут быть получены наибольшие расстояния между поперечными перфорациями.
В среднем изображении инструментодержатели 25 установлены на среднее расстояние, причем перфорирующими ножами 11 снабжены два противоположных инструментодержателя.
В верхнем изображении левого столбца чертежа держатели 25 вдвинуты в и самое внутреннее положение и все снабжены перфорирующими ножами 11, так что могут быть получены наименьшие расстояния между поперечными перфорациями.
Во втором столбце чертежа изображены поперечные клеевые цилиндры 12, 13, установочные элементы 30 которых закреплены на них на неизменном расстоянии. Отдельные установочные элементы 30 снабжены каждый поперечными клеевыми планками 14, число которых соответствует числу перфорирующих ножей 11.
В третьем столбце чертежа изображен продольный клеевой ролик 16, который в соответствии с числом перфорирующих ножей 11 и поперечных клеевых планок 14 снабжен выемками 17, которые при нанесении продольно проходящей и клеевой полосы соответственно перекрывают поперечно перфорированные зоны.
В соответствии с устанавливаемым расстоянием между поперечными перфорациями необходимо установить и такт отрывающего механизма. Для этой цели кулачковый ролик 21 снабжен изображенным образом одним четырьмя кулачками 36, которые с изменяемым числом тактов прижимают подвижные валики и удерживающим и отрывающим валикам отрывающего механизма.
На фиг. 2 изображен вариант рукавной машины по фиг. 1, в которой перед отрывающей позицией 19 установлен непрерывно перфорирующий плоско сложенный рукав-цилиндр 40, перфорирующие ножи которого взаимодействуют с ответным цилиндром 41. Перфорирующий цилиндр 40 имеет ту же конструкцию и то же исполнение, что и перфорирующие цилиндры 8, 9, 10.
Если должны быть изготовлены только отрезки рукава с так называемым гладким образом, то рукавную машину оборудуют только перфорирующим цилиндром 40. В подобной рукавной машине перфорирующие цилиндры 8, 9, 10, следовательно, не нужны.
Если же рукавная машина должна быть выполнена так, чтобы можно было выборочно изготовлять отрезки рукава с каскадным и с гладким обрезами, то ее оборудуют как перфорирующими цилиндрами 8, 9, 10, так и перфорирующим цилиндром 40, выборочно приводимыми тогда в их рабочее положение.
Устройство для изготовления многослойного рукава из бумажных полотен, снабженных на равных расстояниях поперечной перфорацией для отрывания отрезков рукава при изготовлении мешков, состоит по меньшей мере из одного установленного на раме машины, закрепленного на вращающемся валу перфорирующего ножа, который снабжает бумажные полотна поперечной перфорацией и радиальное расстояние которого от вала можно изменять для установки формата из установленных на раме машины поперечных клеевых цилиндров, которые снабжены поперечными клеевыми планками и взаимодействуют с устройствами для нанесения клея, и из продольного клеевого ролика, который снабжает лежащие со смещением вбок относительно друг друга края сведенных вместе посредством направляющих роликов бумажных полотен перед их складыванием в рукав слоем клея. Для того чтобы можно было просто и быстро переналаживать устройство для изготовления отрезков рукава разной длины, на валу на разных угловых расстояниях расположены четыре держателя для выборочно закрепляемых на них перфорирующих ножей, имеющих устройства для изменения их радиального расстояния от каждого вала. 4 з.п. ф-лы, 2 ил.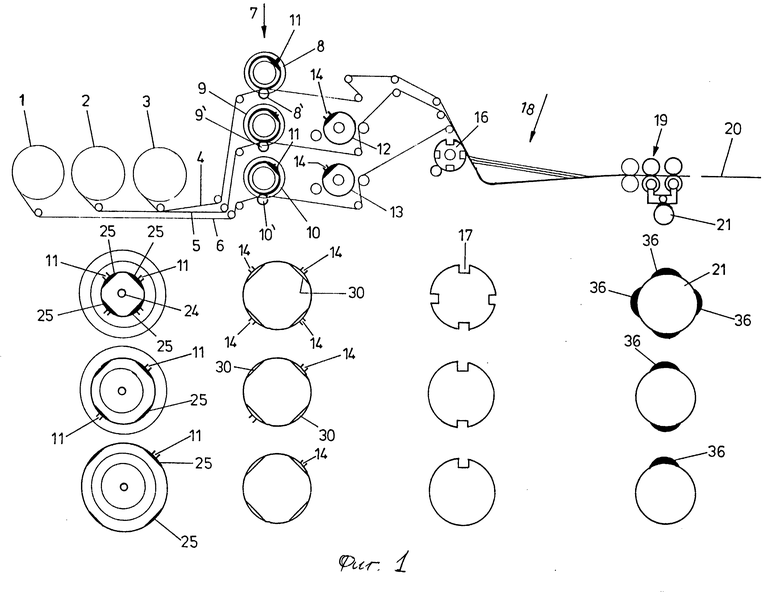
| САНИТАРНЫЕ НОСИЛКИ | 1991 |
|
RU2013086C1 |

