Изобретение относится к способам И устройствам для изготовления двойных мешков.
Известен способ изготовления двойного мешка, согласно которому изготавливают йаружный мешок из круглого полотна, образованного вытянутыми пластмассовыми ленточками, и соединенный с ним донным швом уплотняющий внутренний мешок из плоского термопластичного рукавного полотна, оплетают его образующим наружный мешок рукавом из круглой ткани, разрезаютполотно двойного рукава на отрезки и скрепляют их путем сварки с образованием охватьгоающего оба отрезка рукавов донного шва Cl3«
Известно устройство для изготовления двойного мешк9, содержащее пар вытяжных валиков для отрезка рукава непрерывно подводимого полотна двойного рукава, приспособление для накапливания предварительно вытянутого полотна двойного рукава, скрепляющее приспособление и отделяющее средство Со
Недостатком известного способа и устройства является сложное изготовление мешков.
Цель изобретения - упрощение изготовления мешков.
Поставленная цель достигается тем, что согласно способу изготовления двойного мешка, включающего, наружный мешок, выполненный из круглого полотна, образованного вытянутыми пластмассовьми ленточками, и соединенный с ним донным швом уплотняющий внутренний мещок из термопластичной пленки, заключающемуся в образовании внутреннего мешка из плоского термопластичного рукавного полотна, оплетке его образующим наружный мешок рукавом из круглой ткани, разрезании полотна двойного,. рукава на отрезки и скреплении их путем сварки с образованием охватывающего оба отрезка рукавов донного шва, на плоский рукав из круглого полотна наносят с обеих сторон проходящие поперечно термопластичные полосы, непосредственно после нанесения полосы охлаждают, разрезают на отрезки двойного рукава через полосы, а сварку отрезка внутреннего рукава производят на расстоянии от термопластичных полос при температуре сварки ниже температуры релаксаций термопластичных полос.
В устройстве для изготовления двойного мешка, содержащем пару вытяжных валиков для отрезка рукава непрерывно подводимого полотна .двой5 ного рукава, приспособление для накапливания предварительно вытянутого полотна двойного рукава, скрепляющее приспособление и отделяющее средство, скрепляющее приспособле0 ние содержит расположенные по обе стороны двойного рукава направляющие, установленную на них каретку, закрепленные на каретке сопла для подачи расплава термостатичного мате5 риала, установленные с возможностью вращения охлажданицие валики, размещенный за ними разделительный нож и сварочные колодки для сварки внутреннего рукава, установленные под 0 направляющими.
Устройство содержит также замкнутые прижимные транспортирующие ленты, рабочие поверхности которых расположены в вертикальных плоскос5 тях, размещенные под направляющими, и ленту для загибки верхнего края отрезка двойного рукава.
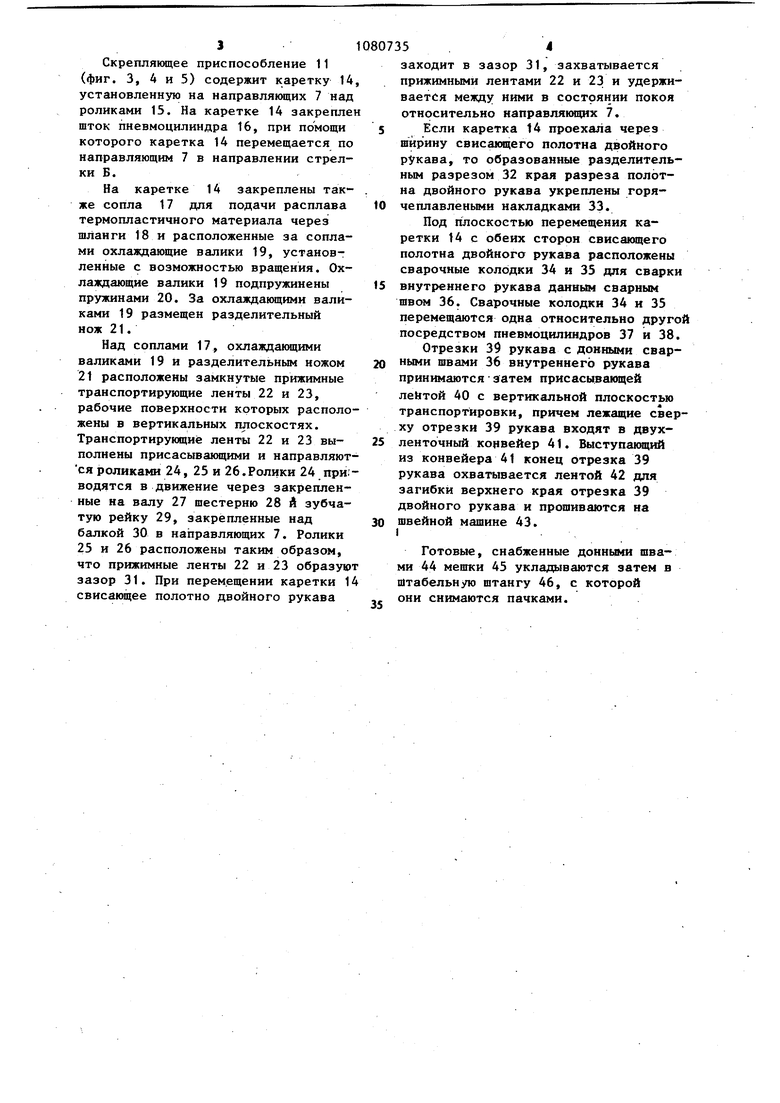
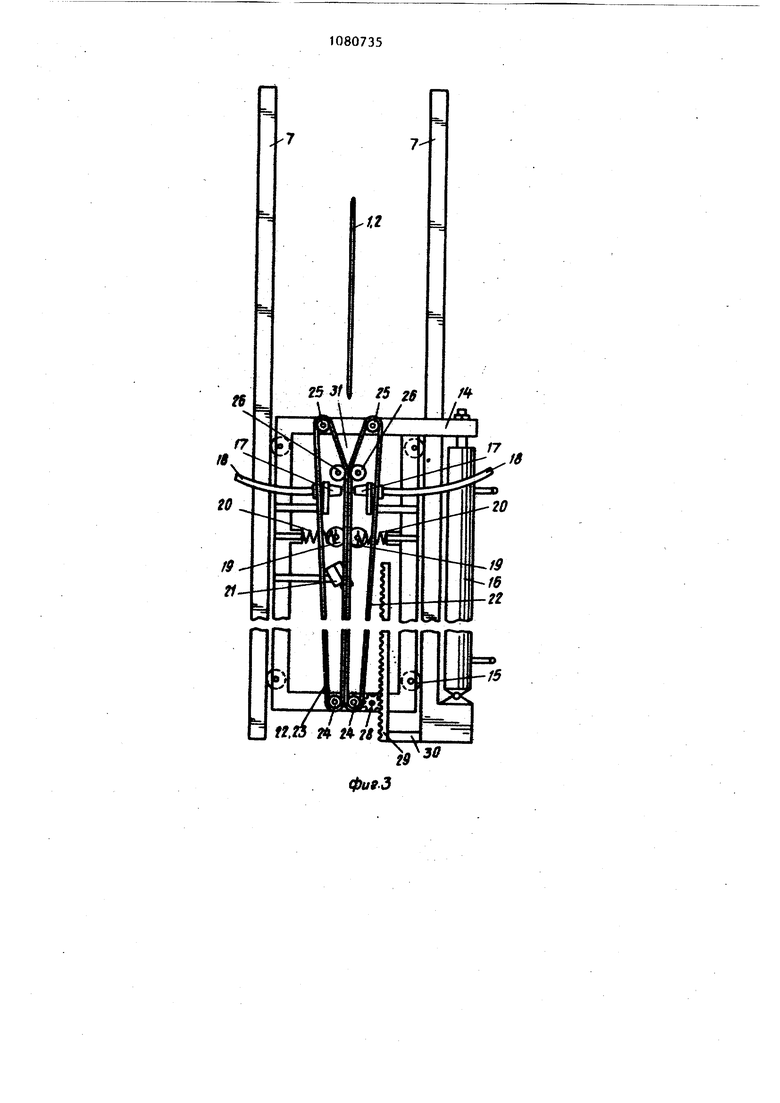
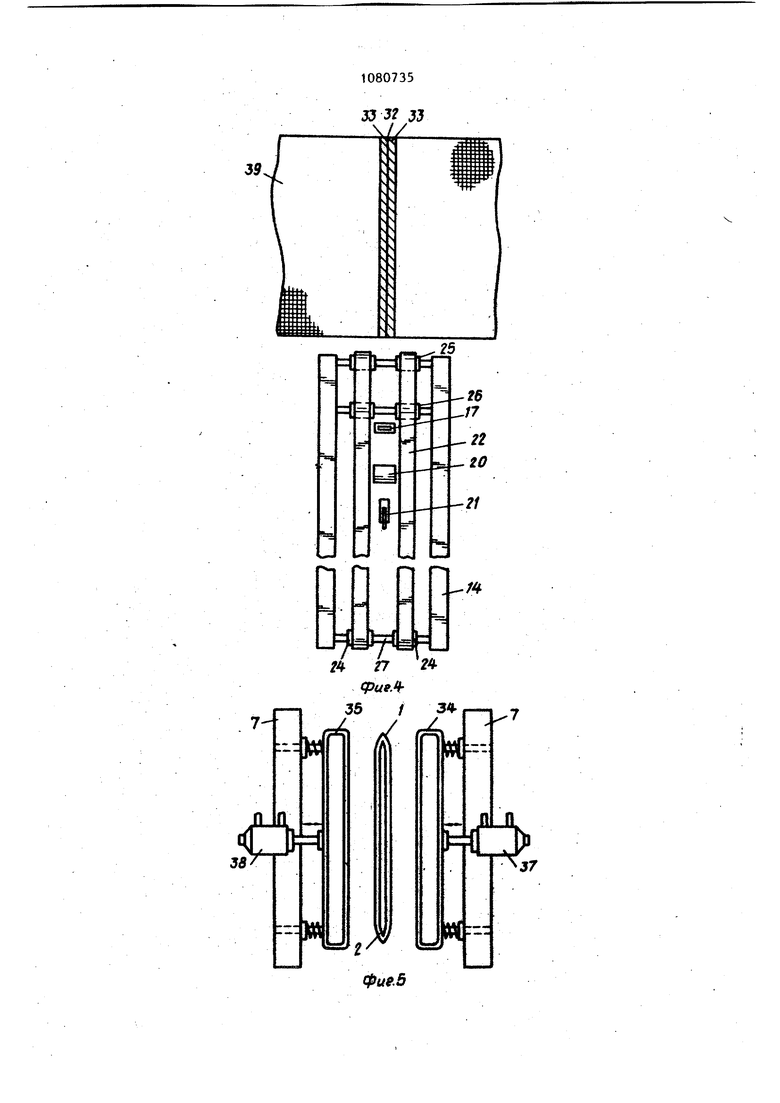
Прижимные транспортирующие ленты выполнены присасывающими. 0 На фиг. 1 схематически изображено предлагаемое устройство, общий вид, на фиг. 2 - приспособление для накапливания предварительно вытянутого полотна двойного рукава; на , фиг. 3 - то же, вид сверху; на фиг. 4 - то же, вид сбоку; на фиг. 5 - сварочные колодки; на фиг.6разделительный разрез края полотна двойного рукава и сварной шов. Полизтиленовый рукав 1 с боковыми складками оплетён рукавом из круглой ткани 2. Полотно двойного рукава плоско укладывается валиком 3 и направляется к приспособлению 4 j для накапливания предварительно вытянутого полотна двойного рукава (г. 2-), которое содержит качаюо ийся валик 5, установленный на концах балансиров 6., Балансиры 6 размещены с возможностью качания на направляю-, щих 7. Полотно двойного рукава проходит между вытяжными валиками 8 и 9 и направляется в направлении стрелки А через на правляющий валик 10 к. скреплякицему приспособлению 11.
Вытяжные валики 8 периодически приводятся в движение от привода 12 через промежуточно подключаемое средство 13.
Скрепляющее приспособление 11 (фиг. 3, 4 и 5) содержит каретку 14, установленную на направляющих 7 над роликами 15. На каретке 14 закреплен шток пневмоцилиндра 16, при помощи которого каретка 14 перемещается по направляющим 7 в направлении стрелки Б.
На каретке 14 закреплены также сопла 17 для подачи расплава термопластичного материала через шланги 18 и расположенные за соплами охлаждающие валики 19, установленные с возможностью вращения. Охлаждающие валики 19 подпружинены пружинами 20. За охлаждающими валиками 19 размещен разделительный нож 21.
Над соплами 17, охлаждающими валиками 19 и разделительным ножом 21 расположены замкнутые прижимные транспортирующие ленты 22 и 23, рабочие поверхности которых расположены в вертикальных плоскостях. Транспортирующие ленты 22 и 23 выполнены присасывающими и направляются роликами 24, 25 и 26.Ролики 24 при;водятся в движение через закрепленные на валу 27 щестерню 28 и зубчатую рейку 29, закрепленные над балкой 30 в направляющих 7. Ролики 25 и 26 расположены таким образом, что прижимные ленты 22 и 23 образуют зазор 31. При перемещении каретки 14 свисающее полотно двойного рукава
заходит в зазор 31, захватывается прижимными лентами 22 и 23 и удерживается между ними в состоянии покоя относительно направляющих 7.
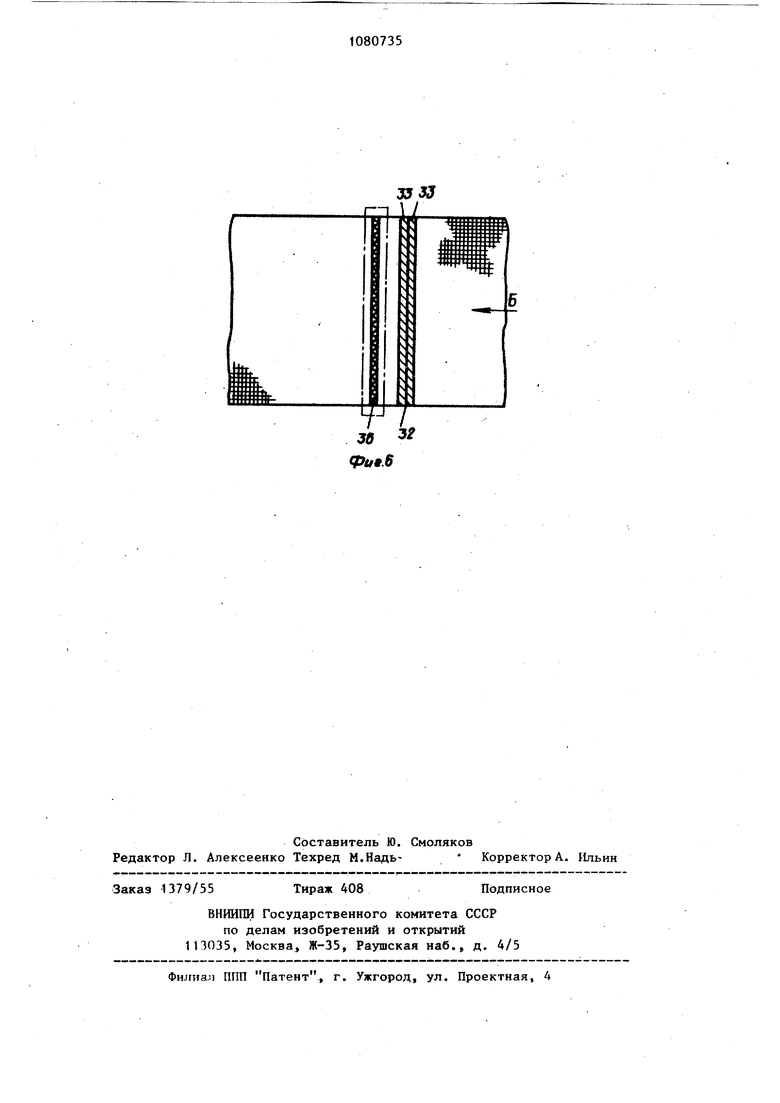
Если каретка 14 проехала через ширину свисакяцего полотиа двойного рукава, то образованные разделительным разрезом 32 края разреза полотна двойного рукава укреплены горячеплавлеными накладками 33.
Под плоскостью перемещения каретки 14 с обеих сторон свисакщего полотна двойного рукава расположены сварочные колодки 34 и 35 для сварки
внутреннего рукава даиным сварным швом 36. Сварочные колодки 34 и 35 перемещаются одна относительно другой посредством пневмоцилиндров 37 и 38. Отрезки 39 рукава с донными сварными швами 36 внутреннего рукава принимаютсязатем присасывающей леНтой 40 с вертикальной плоскостью транспортировки, причем лежащие сверху отрезки 39 рукава входят в двухленточный конвейер 41. Выступакиций из конвейера 41 конец отрезка 39 рукава охватывается лентой 42 для загибки верхнего края отрезка 39 двойного рукава и прошиваются на
швейной машине 43. I
Готовые, снабженные донными швами 44 мешки 45 укладываются затем в штабельную штангу 46, с которой они снимаются пачками.
CM
fr
&3f /5 гб
/
/4
/5
ф(/гЗ
ЗУ 3 33
l/
-t;
30 Г fptff.S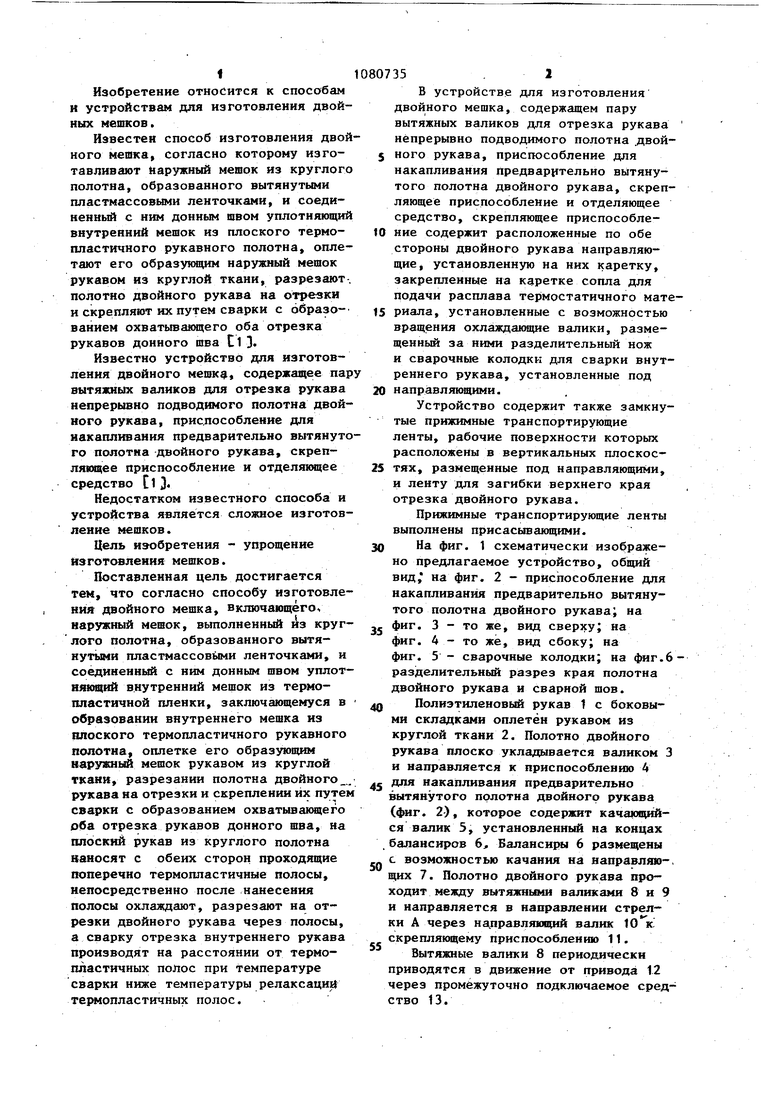
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| Устройство для спирального нарезания рукавного полотна из термопластичной полимерной пленки | 1987 |
|
SU1782209A3 |
| Способ изготовления двойных мешков | 1978 |
|
SU822746A3 |
| Устройство для нанесения отрезков полотна на плоское изделие | 1984 |
|
SU1346036A3 |
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |
| Устройство для заполнения мешков | 1989 |
|
SU1776243A3 |
| Способ наполнения и укупорки мешков | 1979 |
|
SU1074396A4 |
| Способ изготовления заготовок упаковочных мешков на круглоткацком станке и круглоткацкий станок для осуществления способа | 1982 |
|
SU1077576A3 |
| Устройство для плоской укладки синтетического пленочного полотна | 1986 |
|
SU1498381A3 |
| Складной мешок | 1978 |
|
SU728706A3 |
1. Способ изготовления двойного мешка включакнцего наружный мешок, выполненный из круглого полотна, образованного вытянутыми пластмассовыми ленточками, и соединенный с ним донным швом уплотняющий внутренний мешок из термопластичной пленки, заключающийся в образовании внутреннего мешка из плоского термопластичного рукавного полотна, оплетке его образующим наружный мешок рукавом из круглой ткани, разрезании полотна двойного рукава на отрезки и скреплении их путем сварки с образованием охватывающего оба отрезка рукавов донного шва, отличающийся тем, что, с целью упрощения изготовления мешков, на плоский рукав из круглого полотна наносят с обеих сторон проходящие поперечно термопластичные полосы, непосредственно после нанесения полосы охлаждают, разрезают на отрезки двойной рукая через полосы, а сварку отрезка внутреннего рукава производят на расстоянии от термопластичных полос при температуре сварки ниже температуры релаксации термопластичных полос. 2.Устройство для изготовления двойного мешка ,содержащее пару вытяжных валиков для отрезка рукава непрерывно подводимого полотна двойного рукава, приспособление для накапливания предварительно вытянутого полотна двойного рукава, скрепляющее приспособление и отделяющее средство, отличающееся тем, что скрепляющее приспособление содержит расположенные по обе стороны СО двойного рукава направлякяцие, установленную на них каретку, закрепленные на каретке сопла для подачи расплава термопластичного материала, установленные с возможностью вращения охлаждающие валики, размещенный за ними разделительный нож и сварочные колодки для сварки внутреннего рука00 ва, установленные под направляющими. о со ел 3.Устройство по п.2, отличающееся тем, что оно содержит замкнутые прижимные транспортирующие ленты, рабочие поверхности которых расположены в вертикальных плоскостях, размещенные под направлякнцими, и ленту для загибки верхнего края отрезка двойного рукава. 4.Устройство по пп. 2 и 3, отличающееся тем, что прижимные транспортирующие ленты выполнены присасывающими.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УНИВЕРСАЛЬНАЯ ПОДСТАВКА ДЛЯ КНИГИ | 2004 |
|
RU2327403C2 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
