Изобретение относится к машиностроению, а именно к установкам для комплексной обработки поверхностей деталей.
Известно техническое решение, где для обработки деталей используют вакуумную камеру и устройства для загрузки и выгрузки их.
Недостатком является невозможность обработки деталей в одной камере разными источниками.
Наиболее близким из известных технических решений является выбранная в качестве прототипа многопозиционная установка для комплексной обработки поверхностей деталей, содержащая вакуумную камеру с расположенными в ней источниками ускоренных частиц, систему питания и систему вакуумирования камеры, а также транспортирующее средство (DE, патент, N 4110490, кл. C 23 C 14/34, 1992.
Недостатком известной конструкции является невозможность обработки деталей разных типоразмеров и конфигураций, невозможность обработки деталей одновременно несколькими источниками ускоренных частиц регулируемой системы подачи газа в процессе обработки и одновременного контроля качества наносимых покрытий на поверхность обрабатываемой детали.
Целью изобретения является обеспечение заранее заданных характеристик поверхностей деталей, повышение производительности и качества путем увеличения количества выполняемых одновременно технологических операций в одной и той же рабочей камере без изменения или с требуемым изменением в ней состава и давления рабочей атмосферы при обработке деталей различных типоразмеров и конфигураций.
Указанная цель достигается тем, что многопучковая экспериментально-технологическая установка для комплексной обработки поверхностей деталей, содержащая рабочую камеру с расположенными на ней источниками направленных потоков энергии, систему питания и систему вакуумирования камеры, а также транспортирующее средство, снабжена системой газового питания для обеспечения требуемого состава газа в зоне обработки детали, системой диагностики, при этом источники направленных потоков энергии, например, имплантер, магнетрон, плазменно-коаксиальный ускоритель, газовый имплантер, плазмотрон, лазер и др. выполнены в виде отдельных пучковых модулей, установленных на фланцах рабочей камеры с минимальным углом относительно ее продольной оси с возможностью пересечения в одной точке осей модулей, соединенных каждый со своим пультом управления, система питания выполнена в виде дистанционно управляемого 4-степенного манипулятора с поворотной штангой и вращающимся барабаном, имеющим устройство нагрева и охлаждения.
На чертеже показана схема, поясняющая работу установки.
Многопучковая экспериментально-технологическая установка для комплексной обработки поверхностей деталей содержит рабочую камеру 1 с расположенным на ней источниками направленных потоков энергии, систему их питания 2 и систему вакуумирования 3 камеры, а также транспортирующее средство 4, систему газового питания 5 для обеспечения требуемого состава газа в зоне обработки детали в рабочей камере, систему диагностики 6, источники направленных потоков энергии выполнены в виде отдельных пучковых модулей, установленных на фланцах рабочей камеры: имплантера 7, магнетрона 10 и др. соединенных каждый со своим пультом управления.
Системы питания выполнены в виде отдельных блоков 2, связанных с упомянутыми пультами управления 11, при этом транспортирующее устройство 4 выполнено в виде дистанционно управляемого 4-степенного манипулятора с поворотной штангой 12 и вращающимся барабаном 13, имеющим устройство нагрева и охлаждения 14 обрабатываемых деталей 15, 16.
Установка работает следующим образом.
После загрузки обрабатываемых деталей 15, 16 и закрепления их на барабане 13 производится откачка рабочей камеры 1 откачной вакуумной системой 3 до требуемого давления. Одновременно, при помощи манипулятора 4, первая обрабатываемая деталь 15 подается в рабочую зону А и ориентируется в пространстве в зависимости от технологического процесса. После достижения определенного давления в камере 1 создается необходимая газовая среда непосредственно в рабочей зоне А при помощи газовой системы 5, а требуемая температура поверхности обрабатываемой детали обеспечивается устройством нагрева и охлаждения 14.
Далее производится обработка поверхности детали 15 технологическими модулями 7, 8, 9, 10 и др. работающими одновременно или последовательно, в зависимости от технологического процесса, при этом на заданном участке детали наносится требуемое покрытие или удаляется определенный слой.
Включение или выключение технологических модулей, изменение параметров пучков, перемещение обрабатываемой детали 15 в рабочей зоне А, обеспечение газовой среды и температурного режима осуществляется с пультов управления 11, контроль качества поверхности обрабатываемой детали 15 производится диагностической системой 6. После получения требуемого покрытия на поверхности детали 15, последняя при помощи манипулятора 4 выводится из рабочей зоны А и на обработку поступает следующая деталь 16, которая обрабатывается модулями 7, 8, 9, 10 и др. по своей технологии и т.д. По окончании обработки деталей рабочая камера 1 разгерметизируется и из нее извлекаются обработанные детали.
Рассмотрим процесс нанесения медного покрытия на алюминиевую пластину.
После загрузки обрабатываемой детали в рабочую камеру и достижения в ней давления порядка 10-5 торр деталь ориентируется при помощи манипулятора таким образом, чтобы обрабатываемая поверхность находилась под необходимым углом к пучку газового источника, низкоэнергетическим пучком которого осуществляется очистка ("травление") поверхности от окислов. Затем деталь поворачивается на требуемый угол для подготовки поверхности под заданное покрытие. Для этого используются одновременно два имплантера с катодами из одинакового материала (меди), один с пучком высокой энергии (порядка 70.100 кэВ) другой с пучком низкой энергии (порядка 30.50 кэВ), в результате чего происходит равномерное распределение меди по объему в приповерхностном слое и на поверхности обрабатываемой детали. Затем в камере создается разреженная аргоновая среда и магнетроном наносится требуемый слой меди. Для получения в приповерхностном слое двух равномерно распределенных материалов (меди и хрома) используются имплантеры с двухкомпонентными катодами, выполненными, например, в виде двух сегментов, один из меди, другой из хрома. В результате использования одновременно двух имплантеров полученное покрытие имеет адгезию выше, чем покрытие, получаемое при обычном магнетронном распылении.
Выполнение многопучковой установки таким образом позволяет обеспечить заранее заданные характеристики поверхностей деталей, повысить производительность и качество путем увеличения числа одновременно выполняемых технологических операций в одной и той же рабочей камере без извлечения обрабатываемой детали из рабочего пространства и обработки деталей различных типоразмеров и конфигураций.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1998 |
|
RU2155242C2 |
| Установка модифицирования поверхности заготовок для режущих пластин | 2021 |
|
RU2762426C1 |
| УСТАНОВКА ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2013 |
|
RU2538708C2 |
| УСТАНОВКА ДЛЯ ИОННО-ПЛАЗМЕННОГО МОДИФИЦИРОВАНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ НА МОНОКОЛЕСА С ЛОПАТКАМИ | 2017 |
|
RU2661162C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2287610C2 |
| УСТАНОВКА ДЛЯ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2009 |
|
RU2425173C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| СПОСОБ ИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078847C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2811030C1 |
Изобретение относится к области машиностроения, а именно к установкам для комплексной обработки поверхностей деталей. Цель изобретения - обеспечение заранее заданных характеристик поверхностей деталей, повышение производительности и качества путем увеличения количества технологических операций, выполняемых одновременно или последовательно в одной и той же рабочей камере без изменения или с требуемым изменением в ней состава рабочей атмосферы при обработке деталей различных типоразмеров и конфигураций. Многопучковая установка для комплексной ионноплазменной обработки поверхности деталей выполнена в виде рабочей камеры с расположенными на ней источниками направленных потоков энергии, имеющих систему питания, систему вакуумирования камеры, а также транспортирующее средство. Установка снабжена системой газового питания для обеспечения требуемого состава газа в зоне обработки детали в рабочей камере, системой диагностики для контроля качества поверхности, источники направленных потоков энергии выполнены в виде отдельных разнотипных пучковых модулей, установленных на фланцах рабочей камеры. Отдельные модули могут быть выбраны из группы: имплантер, магнетрон, плазменно-коаксиальный ускоритель, газовый имплантер. Каждый модуль соединен со своим пультом управления. Обработка поверхности детали разнотипными пучковыми модулями производится одновременно или последовательно в зависимости от технологического процесса. 1 ил.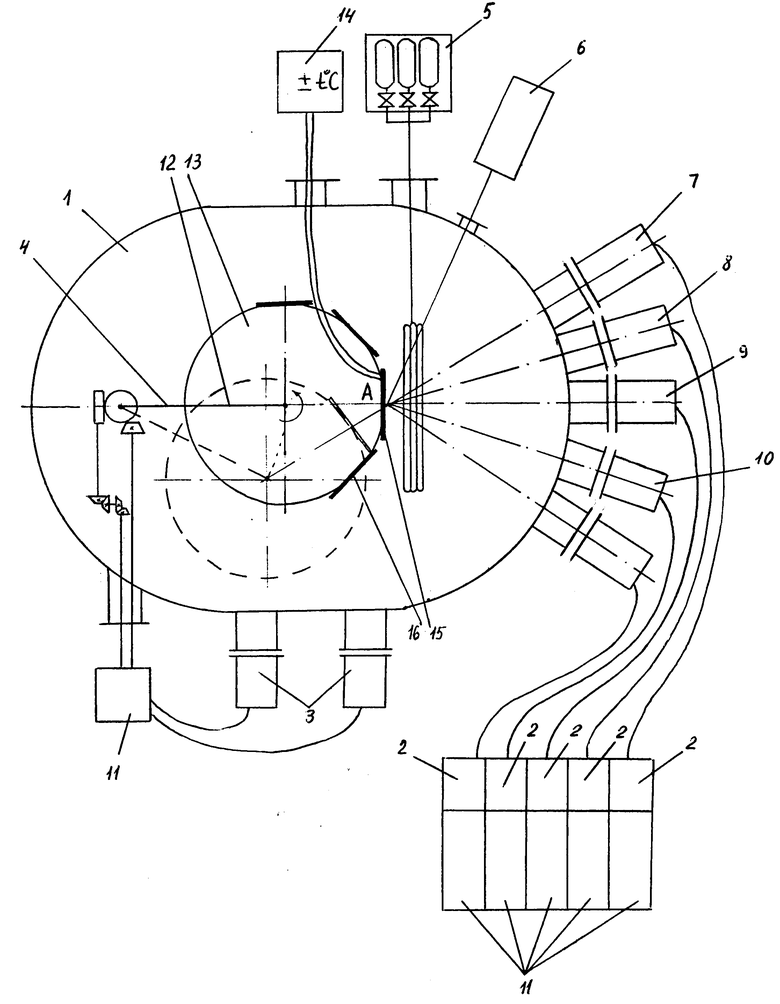
Многопучковая установка для ионно-плазменной обработки поверхности деталей, включающая рабочую камеру с расположенными на фланцах последней несколькими источниками направленных потоков энергии, систему их питания, систему вакуумирования и транспортирующее средство, отличающаяся тем, что она снабжена системой газового питания для регулируемого обеспечения заданного состава газа непосредственно в зоне обработки детали и системой диагностики, источники направленных потоков энергии выполнены в виде разнотипных отдельных пучковых модулей с индивидуальными пультами управления, входящих в группу: имплантер, магнетрон, плазменно-коаксиальный ускоритель, газовый имплантер, плазмотрон, лазер, установленных на фланцах наклонно относительно продольной оси камеры с возможностью пересечения в одной точке осей модулей, система их питания выполнена в виде отдельных блоков, связанных с пультами управления, а транспортирующее средство выполнено в виде дистанционно-управляемого четырехстепенного манипулятора с поворотной штангой и вращающимся барабаном, имеющим устройство нагрева и охлаждения.
