Изобретение относится к технике для нанесения покрытий на детали машин, более конкретно к вакуумной ионно-плазменной обработке поверхностей, и может быть использовано для модифицирования поверхности и нанесения функциональных покрытий на моноколеса турбомашин в одном технологическом цикле.
Известна установка для нанесения защитных покрытий путем осаждения из вакуумно-дуговой плазмы материала покрытия [Патент РФ №2058427, МПК С23С 14/34, опубл. 20.04.1996]. Установка содержит вакуумную камеру, в которой расположен катод, выполненный из материала покрытия, защитный экран катода, анод, держатель изделий, электрод для возбуждения вакуумной дуги и систему электропитания. Установка предназначена для испарения токопроводящих материалов и нанесения упрочняющих покрытий на детали машин.
Известны вакуумные плазменные установки, содержащие вакуумную камеру с системой откачки и установленные в камере плазменный ускоритель и технологическое приспособление для закрепления обрабатываемых изделий [Гришин С.Д. и др. Плазменные ускорители. М.: Машиностроение, 1983, с. 189, 194. Левченко Ю.М. и др.].
Известна установка для ионного азотирования, содержащая вакуумную камеру с расположенными в ней катодами, источники питания, держатель изделий [Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. - М.: Металлургия, 1985, с. 177-181]. Обработка на таких установках производится с целью повышения эксплуатационных свойств изделий (износостойкости, эрозионной стойкости и пр.). Обработку в таких установках осуществляют путем высокотемпературной выдержки изделий в среде ионизированного рабочего газа.
Недостатком известной установки [Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. - М.: Металлургия, 1985, с. 177-181] является невысокая эффективность процесса модификации поверхности изделий вследствие низкой энергии частиц рабочего газа. При химико-термической обработке для получения необходимой концентрации легирующего элемента в поверхности изделий необходима длительная выдержка изделий в среде рабочего газа при высокой температуре. Это является причиной низкой производительности процесса. При этом происходит образование хрупких крупнодисперсных структурных составляющих, что снижает механические и эксплуатационные свойства изделий. Также недостатком является невозможность внедрения в поверхность элементов в количестве, превышающем их предел растворимости в материале изделий.
Известны также установки для модификации поверхности путем ионной имплантации [Обеспечение эксплуатационных свойств лопаток компрессора из титановых сплавов путем ионного модифицирования поверхности на установке «Вита» / Смыслов A.M., Гусева М.И., Смыслова М.К. и др. // Авиационная промышленность. - 1992. - 5. - С. 24-26], содержащие вакуумную камеру с установленными на ней устройствами для ионной имплантации, источники питания, держатель изделий. Обработку изделий в таких установках осуществляют следующим образом. Обрабатываемые изделия размещают в вакуумной камере установки, затем в ней создают вакуум и напускают в нее рабочий газ. Затем производят бомбардировку изделий ускоренными ионами рабочего газа, которые внедряются в поверхность изделий. Модификация поверхности путем ионной имплантации позволяет улучшать прочностные характеристики изделий без снижения пластичности, благодаря чему повышают, например, сопротивление усталости изделий.
Недостатком известных установок является ограниченность технологических возможностей, в частности невозможность качественного нанесения на моноколеса с лопатками турбомашин, вследствие чего не удается получить высокие эксплуатационные свойства обрабатываемых деталей.
Наиболее близким техническим решением, выбранным в качестве прототипа, является установка для вакуумной ионно-плазменной модифицирования и нанесения покрытий [Патент РФ №2294395, Установка для вакуумной ионно-плазменной обработки поверхностей. МПК С23С 14/34, опубл. 2007.02.27], содержащая вакуумную камеру, снабженную системой вакуумирования, подачи и регулирования расхода газа, источниками питания и блоком управления, с расположенными внутри вакуумной камеры держателем изделий, источниками плазмы и электродуговыми испарителями.
Однако конструкция известной установки для ионно-плазменного модифицирования и нанесения покрытий не обеспечивает высокое качество обработки и нанесение покрытий на моноколеса с лопатками турбомашин. Задачей изобретения является расширение функциональных возможностей установки, повышение производительности и качества обработки моноколеса с лопатками турбомашин
Техническим результатом изобретения является одновременное или последовательное использование технологий, основанных на методах ионно-плазменного модифицирования и нанесения покрытий.
Технический результат достигается тем, что установка ионно-плазменного модифицирования и нанесения покрытий на моноколеса с лопатками, содержащая вакуумную камеру, снабженную системой вакуумирования, подачи и регулирования расхода газа, источниками питания и блоком управления, с расположенными внутри вакуумной камеры держателем изделий, источниками плазмы и электродуговыми испарителями, в отличие от прототипа, держатель изделий расположен в центральной части вакуумной камеры и выполнен с возможностью осуществления колебательных движений и вращения относительно продольной оси моноколеса, а источники плазмы и электродуговые испарители расположены по обеим сторонам моноколеса, причем два электродуговых испарителя с катодами, изготовленными из титана расположены по разные стороны от моноколеса и два электродуговых испарителя с катодами, изготовленными из ванадия, также расположены по разные стороны от моноколеса, причем электродуговые испарители из титана расположены напротив находящихся по другую сторону от монгоколеса электродуговых испарителей из ванадия.
Кроме того установка предусматривает следующие дополнительные элементы: она выполнена цилиндрической, а по торцам снабжена крышками с возможностью установки на каждой из них технологических модулей, расположенных друг напротив друга на противоположных сторонах корпуса вакуумной камеры; вакуумная камера выполнена с загрузочной дверью, а верхняя часть камеры снабжена люком, при этом загрузочная дверь и люк выполнены с возможностью установки дополнительных источников плазмы; имеется разъем в средней части вакуумной камеры, разделяющий ее на две части и обеспечивающий доступ для закрепления моноколеса в держателе изделия; габариты рабочей зоны вакуумной камеры превышают габариты зоны обработки изделий.
Достижение технического результата объясняется следующим. Предлагаемая установка позволяет, в отличие от прототипа, за счет использования расположенного в центральной части камеры установки держателя изделий, обеспечивающего его вращение с колебаниями относительно оси цилиндрической камеры установки и одновременной двухсторонней ионно-плазменной обработки моноколеса, а также нанесения на моноколесо покрытия, расширить функциональные возможности установки и обеспечить обработку всей рабочей поверхности моноколеса с лопатками.
В качестве устройства для ионно-плазменной модификации поверхностного слоя моноколеса с лопатками в установке, наряду с другими устройствами, может использоваться плазменный источник «ПИНК», позволяющей в одном вакуумном цикле проводить предварительную ионную очистку поверхности моноколеса и нанесение многослойных покрытий.
Для качественной обработки изделий необходимо, чтобы рабочая зона вакуумной камеры (зона обработки) имела размер, не меньший, чем область изделий, подлежащая обработке.
Одной из особенностей предлагаемой установки является конструкция вакуумной камеры, обеспечивающая легкий доступ во внутренний объем камеры, в частности за счет того, что вакуумная камера выполнена с загрузочной дверью, а верхняя часть камеры выполнена с люком, при этом загрузочная дверь и люк выполнены с возможностью установки дополнительных источников плазмы. Наличие внутренних объемов дверей и их массивность позволяет достаточно легко монтировать непосредственно на стенках дверей значительное количество ионно-плазменных устройств различного назначения и производить их техническое обслуживание. Так, наличие люков в конструкции вакуумной камеры позволяет более рационально использовать стенки камеры для монтажа технологических модулей и их элементов (ионно-плазменных источников, электродуговых испарителей, в том числе и протяженных, источников металлической и газовой плазмы, устройств для ионной имплантации и др). Технологический модуль предназначен для выполнения всех технологических этапов. В состав технологического модуля входят технологические блоки, предназначенные для выполнения одного из этапов технологического процесса.
Высота и внутренний объем вакуумной камеры должны быть достаточными для свободного размещения технологических устройств и оснастки, а также обрабатываемого блиска, исходя из обеспечения возможности его обработки. Вакуумная камера установки выполнена с возможностью обеспечения следующих параметров: предельное остаточное давление не хуже 6,6⋅10-3 Па, рабочее давление 0,065-0,65 Па, время откачки до давления 6,6⋅10-13 Па - 30 мин, рабочая температура в камере до 500°С, а плоскость разъема загрузочной двери установки проходит через всю высоту вакуумной камеры и отсекает часть обечайки вакуумной камеры в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры. Для обеспечения стабильности процесса вакуумная камера выполнена из немагнитной нержавеющей стали.
Повышение функциональных свойств установки обеспечивается также использованием различных технологических модулей, выполненных с возможностью: обеспечения процессов ионной очистки поверхности материалов, обеспечения высококонцентрационной ионной-плазменной обработки, обеспечения формирования переходных слоев между основой и покрытием, обеспечения осаждения покрытий в условиях ионного ассистирования с возможностью обеспечения регулирования интенсивности последовательного и/или совместного воздействия на поверхность потоков плазмы и ускоренных ионов, с возможностью обеспечения условий реализации процессов в едином вакуумном объеме и технологическом цикле различных видов энергетического воздействия, включая следующие сочетания: имплантация ионов газа или металла, ионная очистка с использованием генератора газовой или металлической плазмы в условиях формирования на обрабатываемых деталях непрерывного отрицательного потенциала смещения, осаждение покрытий из плазмы вакуумной дуги и/или магнетронного разряда, осаждение покрытия из плазмы вакуумной дуги и магнетронного разряда одновременно в условиях ионного ассистирования протяженным генератором газовой плазмы.
Такое выполнение установки для ионно-плазменной обработки и нанесения покрытий на детали типа моноколеса с лопатками позволяет упростить конструкцию, снизить затраты на изготовление и эксплуатацию, улучшить качество комплексной обработки поверхностей.
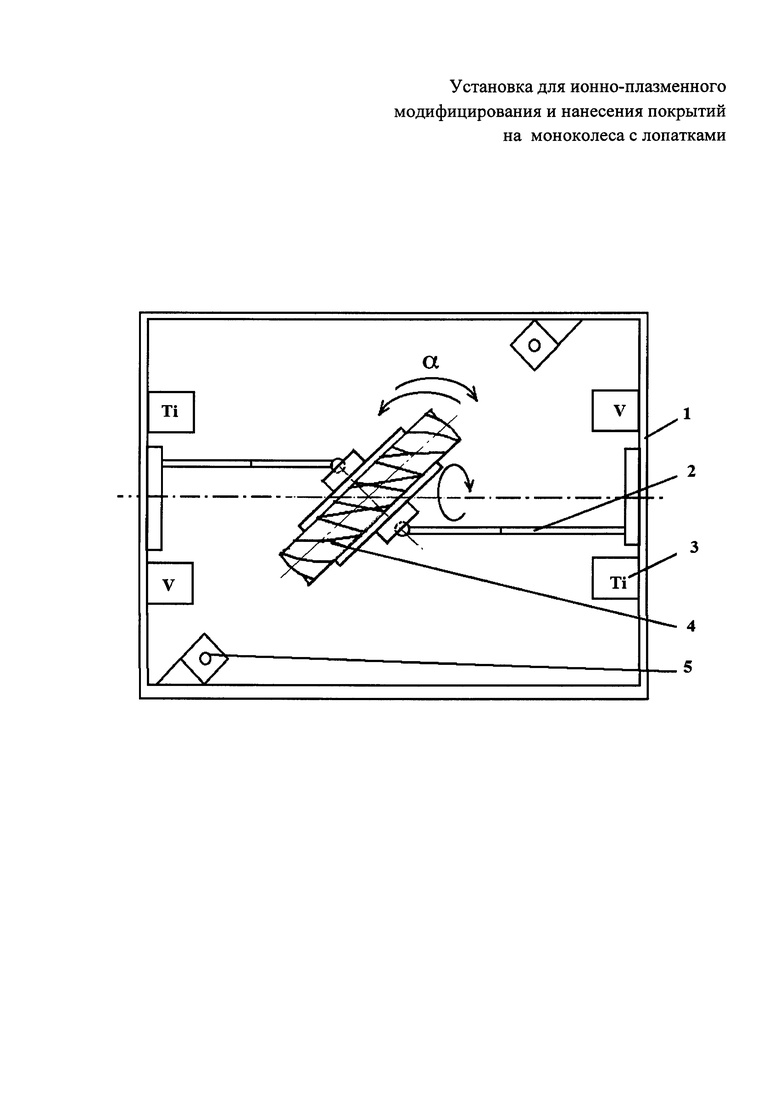
Сущность изобретения поясняется схемой компоновки установки. На чертеже показана конструктивная схема предлагаемой установки, содержащая: 1 - вакуумную камеру, 2 - держатель изделия, 3 - электродуговые испарители (ЭДИ), 4 - моноколеса с лопатками, 5 - плазменный источник. (Стрелками обозначены направление вращения держателя изделий и его колебательные движения; Ti, V - материал катодов ЭДИ.)
Установка для ионно-плазменного модифицирования и нанесения покрытий на моноколеса с лопатками (фиг.), содержит вакуумную камеру 1, выполненную из немагнитной нержавеющей стали, имеющей технологические люки для загрузки и выгрузки обрабатываемых изделий и технического обслуживания установки. Внутри вакуумной камеры 1 расположен держатель изделия 2, выполненный с возможностью вращения относительно оси моноколеса с лопатками4 и приведения моноколеса с лопатками 4 в колебательное движение, обеспечивающее попадание ионно-плазменного потока и потока наносимого материала на всю обрабатываемую (рабочую) поверхность моноколеса с лопатками 4. С обеих сторон моноколеса с лопатками 4 установлены электродуговые испарители (ЭДИ) 3. При этом напротив друг друга по обеим сторонам моноколеса с лопатками 4 находятся соответственно ЭДИ 3 из титана (Ti) и ЭДИ 3 ваннадия (V). На стенках вакуумной камеры 1 по обе стороны от моноколеса с лопатками 4 установлены плазменные источники 5.Кроме того, в состав технологических модулей могут входить: обычные электродуговые испарители и магнетронные испарители, устройства для имплантации газов, устройства для имплантации металлов, устройства ионного ассистирования протяженным генератором газовой плазмы, устройства для ионно-лучевой обработки и нанесения покрытия, система подачи газов и др., которые на схеме не показаны. Вакуумная камера 1 снабжена рубашкой водяного охлаждения.
В вакуумной камере 1 могут быть установлены защитные экраны и подвижные защитные экраны. Обрабатываемое моноколесо 4 закрепляется в держателе изделия 2 с поворотно-колебательным устройством.
Установка для ионно-плазменного модифицирования и нанесения покрытий на моноколеса с лопатками, работает следующим образом. В вакуумную камеру 1 через технологические люки загружается и закрепляется на держателе изделий 2 моноколесо 4 (фиг.). Затем закрывают вакуумную камеру 1, создают в вакуумной камере 1 требуемый вакуум, включают привод держателя изделия 2 и приводят во вращение и одновременное колебательное движение моноколесо 4. Производят ионно-плазменную обработку моноколеса 4 одновременно с двух сторон по следующей (как вариант) последовательности операций: ионная очистка, ионно-плазменная обработка, нанесение покрытия. Ионно-плазменную обработку производят, например, с использованием плазменного источника «ПИНК». При обработке моноколеса 4 в режиме плазменно-иммерсионной ионной имплантации (а также для осаждения покрытий) может использоваться высокочастотный, короткоимпульсный источник напряжения смещения, имеющий амплитуду напряжений от 0,5 кВ до 4 кВ, частоту следования импульсов до 105 с-1, длительность импульсов до 5 мкс и величину тока в импульсе до 15 А.Нанесение покрытия осуществляют следующим образом. В вакуумную камеру 1 напускают рабочий газ. Зажигают вакуумно-дуговой разряд между ЭДИЗи вакуумной камерой 1, являющейся анодом вакуумно-дугового разряда. В результате горения вакуумно-дугового разряда в камере образуется металлогазовая плазма, содержащая ионы рабочего газа, ионы металла катодов, электроны и нейтральные частицы. На моноколесо 4 подают отрицательный потенциал от источника смещения потенциала. При этом ионы металла ускоряются в электрическом поле изделий и осаждаются на их поверхности, образуя покрытие. При использовании в качестве рабочего газа активного газа ионы рабочего газа соединяются с ионами металла, при этом образуется покрытие из соединений металла и неметалла. При нанесении покрытия могут использоваться плазменные фильтры, которые производят очистку наносимого материала от капельной фазы.
Таким образом, использование в предлагаемой установке для ионно-плазменного модифицирования и нанесения покрытий на моноколеса с лопатками, следующих существенных признаков: содержащая вакуумную камеру, снабженную системой вакуумирования, подачей и регулирования расхода газа, источниками питания и блоком управления; расположенными внутри вакуумной камеры держателями изделий; содержащая источники плазмы и электродуговые испарители; расположение держателя изделий в центральной части вакуумной камеры и выполнение его с возможностью осуществления колебательных движений и вращения относительно продольной оси моноколеса; расположение источников плазмы и электродуговых испарителей по обеим сторонам моноколеса; расположение двух электродуговых испарителя с катодами, изготовленными из титана по разные стороны от моноколеса и двух электродуговых испарителей с катодами, изготовленными из ванадия, по разные стороны от моноколеса; расположение электродуговых испарителей из титана напротив, находящихся по другую сторону от моноколеса электродуговых испарителей из ванадия, выполнение установки цилиндрической, снабженной по торцам крышками с возможностью установки на каждой из них технологических модулей, расположенных друг напротив друга на противоположных сторонах корпуса вакуумной камеры, позволяет достичь заявленного технического результата, которым является расширение функциональных возможностей установки, повышение производительности и качества обработки моноколес турбомашин с лопатками за счет одновременного или последовательного использования технологий, основанных на методах ионно-плазменной модифицирования и нанесения покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2009 |
|
RU2425173C2 |
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ НА ЛОПАТКИ БЛИСКА | 2018 |
|
RU2693229C1 |
| Установка модифицирования поверхности заготовок для режущих пластин | 2021 |
|
RU2762426C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380456C1 |
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
| Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установка для его реализации | 2019 |
|
RU2708711C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОПАТОК МОНОКОЛЕСА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2682265C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2692356C1 |
Изобретение относится к технике для нанесения покрытий на детали машин, а именно к вакуумной ионно-плазменной обработке поверхностей, и может быть использовано для нанесения функциональных покрытий на моноколеса турбомашин. Установка для вакуумной ионно-плазменной обработки поверхности моноколеса с лопатками содержит вакуумную камеру, снабженную системой вакуумирования, подачи и регулирования расхода газа, источниками питания и блоком управления, с расположенными в вакуумной камере держателем изделий и источниками плазмы. В вакуумной камере установлены электродуговые испарители, а держатель изделий расположен в центральной части вакуумной камеры и выполнен с возможностью осуществления колебательных движений и вращения относительно продольной оси установленного на нем моноколеса. Источники плазмы и электродуговые испарители расположены по обеим сторонам моноколеса. Два электродуговых испарителя с катодами из титана расположены по разные стороны от моноколеса, и два электродуговых испарителя с катодами из ванадия расположены по разные стороны от моноколеса. Электродуговые испарители из титана расположены напротив находящихся по другую сторону от моноколеса электродуговых испарителей из ванадия. Обеспечивается расширение функциональных возможностей установки, повышение производительности и качества обработки моноколеса с лопатками турбомашин. 4 з.п. ф-лы, 1 ил.
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| SU 1644551 A1, 20.05.1996 | |||
| Способ нанесения защитных покрытий и устройство для его осуществления | 2016 |
|
RU2625698C1 |
| US 20120196051 A1, 02.08.2012 | |||
| US 5952085 A1, 14.09.1999. | |||

