Изобретение относится к области нанесения покрытий и может быть использовано в качестве установки для нанесения однослойных м многослойных покрытий в вакууме различного функционального назначения ионно-плазменным методом на детали большого диапазона размеров.
Известно устройство для нанесения покрытий в вакууме (техническое описание на установку вакуумного напыления УВН.ИПА-1-002 или УРМ3.279.079, выпускаемую ПО "Кварц", г. Калининград), рабочая камера которого содержит два электродуговых испарителя с системой сепарации плазменного потока, два импульсных испарителя, четыре ионных газовых источника, планетарный механизм вращения обрабатываемых деталей, систему напуска газов. Электродуговые испарители формируют поток наносимого материала, состоящего из плазменной составляющей, нейтрального пара и потока макрочастиц преимущественно в виде микрокапель. Система сепарации плазменного потока разворачивает плазменную составляющую, направляя ее на обрабатываемые детали, которые находятся на планетарном механизме. Нейтральная и микрокапельная фракции генерируемого потока не подвержены влиянию системы сепарации и на детали не попадают. Таким образом, покрытие на деталях формируется в основном за счет плазмы испаряемого материала. Импульсные электродуговые испарители используются для получения алмазоподобных пленок, а ионные газовые источники - для предварительной очистки поверхности обрабатываемых деталей.
Данное устройство, позволяющее за счет использования сепараторов плазмы наносить покрытие с незначительным содержанием дефектов, в том числе и многочисленные (максимум трехслойные в комбинации с алмазоподобными), не обеспечивает высокой производительности нанесения покрытий и не позволяет наносить покрытия на крупногабаритные детали. Низкая производительность обусловлена использованием системы сепарации плазменного потока, которая не только устраняет паровую и микрокапельную фракции из процесса формирования покрытий, но и плазменную составляющую потока доводит до деталей со значительными потерями. Установка не позволяет наносит покрытия на крупногабаритные детали в связи с тем, что поток, формируемый испарителем, является неравномерным по плотности тока в поперечном сечении. Максимальная скорость нанесения - в центре плазменного потока и резко падает к его периферии. Кроме того, ионные газовые источники, используемые в установке, формируют ионный поток кольцевого типа, что ограничивает их эффективное использование для широкой номенклатуры деталей, как по конфигурации, так и по размерам. В данной установке отсутствует и система контроля параметров покрытий.
Наиболее близкой по технической сущности к заявляемому устройству является многопучковая установка для ионно-плазменной обработки поверхности деталей (патент России N 2095467, C 23 C 14/34, БИ N 31(II) от 10.11.97), включающая рабочую камеру с расположенными на фланцах последней несколькими источниками направленных потоков энергии, систему их питания, систему вакуумирования и транспортирующее устройство, отличающаяся тем, что она снабжена системой газового питания для регулируемого обеспечения заданного состава газа непосредственно в зоне обработки детали и системой диагностики, источники направленных потоков энергии выполнены в виде разнотипных отдельных пучковых модулей с индивидуальными пультами управления, входящих в группу: имплантер, магнетрон, плазменно-коаксиальный ускоритель, газовый имплантер, плазмотрон, лазер, установленных на фланцах наклонно относительно продольной оси камеры с возможностью пересечения в одной точке осей модулей, система их питания выполнена в виде отдельных блоков, связанных с пультами управления, а транспортирующее устройство выполнено в виде дистанционно-управляемого четырехстепенного манипулятора с поворотной штангой и вращающимся барабаном, имеющим устройство нагрева и охлаждения.
Сущность данного изобретения состоит в том, что установка для ионно-плазменной обработки поверхности деталей позволяет реализовать широкий круг технологических процессов модификации поверхностных слоев за счет комбинированного использования разнофункциональных источников направленных потоков энергии.
Однако в данной установке нанесение многослойных покрытий практически невозможно, так как в ней нет нескольких одинаковых источников направленных потоков энергии для формирования покрытий. Использование разнотипных источников для этих целей практически невозможно, так как все они работают в различных условиях и формируют покрытия, существенно отличающиеся по структуре и фазовому составу, что существенно осложняет согласование слоев друг с другом для обеспечения их высокой адгезии. При этом резко снижается производительность процесса нанесения покрытий, так как для каждого отдельного источника необходимо обеспечивать определенные условия работы, что сопряжено с временными затратами. Кроме того, данная установка не позволяет наносить покрытия на крупногабаритные изделия, так как все источники потоков энергии установлены на фланцах наклонно относительно продольной оси камеры и их оси пересекаются в одной точке. При использовании разнофункциональных источников энергии ограничивается размер обрабатываемых изделий.
Задачей создания предлагаемого устройства является повышение производительности и качества нанесения многослойных покрытий на изделия большого диапазона размеров. Сущность изобретения состоит в том, что в устройстве для нанесения покрытий в вакууме, содержащем вакуумную камеру, откачную систему, узел крепления деталей, плазменные источники материала покрытий, источник газовых ионов, систему подачи газов, источники питания и блок управления, источники материала покрытий расположены на вакуумной камере в несколько ярусов с одинаковым их количеством в каждом ярусе и с возможностью взаимного перекрытия плазменных потоков материала покрытий в зоне крепления деталей, а источник газовых ионов имеет центральный и наружный катоды, образующие замкнутую вытянутую щель выпуска потока ионов, длина которой соответствует расстоянию между нижними и верхними ярусами источников нанесения покрытий.
В предлагаемом устройстве плазменные источники материала покрытий могут быть снабжены катодами, выполненными из различных материалов покрытий, при этом в каждом из ярусов источников нанесения покрытий имеется равное количество катодов из одинаковых материалов. Узел крепления деталей может быть выполнен в виде планетарного механизма с центральной поворотной стойкой, на которой размещен датчик контроля толщины покрытий, содержащий кварцевый элемент, включенный в схему электрического генератора блока управления устройства.
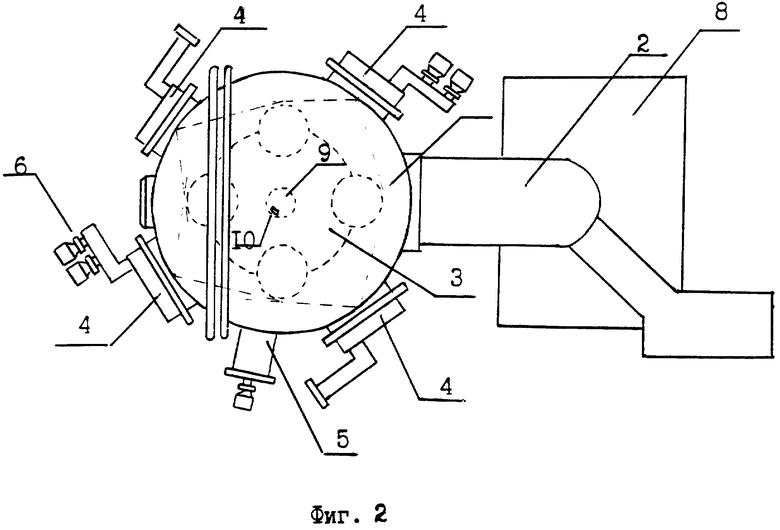
Предлагаемое устройство поясняется чертежами, где на фиг. 1 изображен внешний вид вакуумной установки на базе предлагаемого устройства, а на фиг. 2 изображен вид установки сверху в сечении. Оно содержит вакуумную камеру 1, откачную систему 2, узел крепления деталей 3, плазменные источники материалов покрытий 4, источник газовых ионов 5, систему подачи газов 6, источник питания 7, блок управления 8, поворотную стойку 9, датчик контроля толщины покрытий 10.
Многоярусное расположение плазменных источников материала покрытий 4 на вакуумной камере 1 при наличии нескольких источников в одном ярусе позволяет использовать данное устройство для нанесения многослойных покрытий на крупногабаритные изделия. При этом расстояние между плазменными источниками материалов покрытий и параметры системы фокусировки плазменных потоков материала выбираются такими, чтобы происходило перекрытие плазменных потоков в зоне узла крепления деталей 3 как в вертикальной, так и горизонтальной плоскостях. Это обеспечивает равномерное нанесение покрытий на изделия даже без вращения их на узле крепления 3, что способствует повышению качества покрытий. Одинаковое количество плазменных источников материалов покрытий 4 в каждом ярусе обеспечивает равномерное нанесение покрытий на изделия при одновременном их включении. Если в данном устройстве в каждом из ярусов в источниках материалов покрытий имеется одинаковое количество катодов из одинаковых материалов, то это позволяет наносить многослойные покрытия на изделия по всей высоте вакуумной камеры.
Источник газовых ионов 5 состоит из катода центрального и наружнего катода, которые образуют замкнутую щель. Магниты в корпусе ионного газового источника, основание и катоды образуют магнитопровод. В корпусе ионного источника имеются изолированные пластины, к которым крепится водоохлаждаемый анод. На основании источника по его длине расположен газораспределитель. Он отделен от анода экраном. Катоды также охлаждаются водой. На центральном катоде на керамической втулке крепятся стойки, в которых закреплена вольфрамовая нить нейтрализатора. Такая конструкция ионного газового источника обеспечивает равномерный ленточный ионный пучок практически по всей высоте вакуумной камеры. Это способствует равномерной очистке поверхности изделий по всей высоте, что также повышает качество покрытий.
В данном устройстве узел крепления деталей 3 планетарного типа выполнен с центральной поворотной стойкой 9. Узлы крепления деталей имеются как на верхнем, так и на нижнем основании. Поэтому изделия сразу без специальных приспособлений можно располагать в два яруса, обеспечивая максимальную загрузку камеры и высокую производительность.
В центральной поворотной стойке 9 узла крепления деталей 3 расположен датчик контроля толщины покрытий 10, представляющий собой кварцевый элемент, включенный в схему электрического генератора блока управления 8. В связи с тем, что кварцевый датчик не располагается непосредственно на поверхности деталей, он позволяет косвенно оценивать скорость роста покрытий. Для оценки толщины покрытий непосредственно на деталях используются градуированные кривые. Использование данного датчика позволяет значительно повысить качество покрытия за счет постоянного контроля толщины покрытий в процессе всего цикла их нанесения.
Предлагаемое устройство работает следующим образом. Обрабатываемые изделия устанавливаются внутри вакуумной камеры 1 на узле крепления деталей 3, который обеспечивает их вращение с постоянной угловой скоростью для более равномерного осаждения покрытий на поверхность изделий. Из рабочей камеры с помощью откачной системы 2 откачивается воздух до давления (2-4)10-3 Па и подается газ (например, аргон) до давления 1,33 • 10-2 Па. Включается источник газовых ионов 5. При включении блока высокого напряжения источника газовых ионов в скрещенных электрических и магнитных полях в зоне анода создается анодный слой, в котором происходит ионизация рабочего газа. Высокое напряжение на катоде "вытягивает" ионы рабочего газа из анодного слоя. Высокое напряжение между катодом и анодом поддерживает газовый разряд и одновременно ускоряет ионы, которые через щель между катодами выходят в объем вакуумной камеры. В случае необходимости включается нейтрализатор, который служит для уменьшения расходимости пучка и увеличения скорости травления диэлектрических материалов. Вытягиваемый из источника газовых ионов 5 ленточный ионный пучок, попадая на поверхность детали, физически распыляет поверхностные слои, удаляя загрязнения, активируя поверхностный слой перед процессом нанесения покрытий, увеличивая тем самым адгезию покрытия. Затем выключается источник газовых ионов 5 и включается плазменные источники материалов покрытий 4, что приводит к формированию потоков металлической плазмы материалов катодов. Для поддержания дугового разряда используются источники питания 7. Плазменные потоки выводятся в вакуумную камеру 1 и направляются к обрабатываемым изделиям. Если на изделия подать высокое напряжение (при необходимости) порядка 1000 В, то это приведет к дополнительной очистке поверхности изделий за счет бомбардировки поверхности ионами металлов материала катода плазменных источников материалов покрытий. Кроме того, создается "псевдодиффузионный" слой на поверхности изделий, который значительно увеличивает адгезию покрытий. Затем напряжение на изделиях уменьшается до десятков-сотен вольт и при необходимости в вакуумную камеру через систему подачи газов 6 напускается газ-реагент (C, N2, O2) до давления порядка 10-2- 10-1 Па. Процесс очистки поверхности прекращается и начинается процесс осаждения покрытий. Если газ в камеру не подавать, то происходит формирование покрытий на изделиях из материала катодов плазменных источников материала покрытий. При наличии газа-реагента за счет плазмохимических реакций формируются покрытия типа карбидов, нитридов, оксидов и других соединений в зависимости от напускаемых газов. Одновременно с включением источников материалов покрытий включается датчик контроля толщины покрытий 10, располагающийся на поворотной стойке 9 в центре вакуумной камеры и позволяющий измерять толщину покрытия в процессе всего периода нанесения.
В предлагаемом устройстве могут быть реализованы различные комбинации формирования покрытий.
Если все катоды материалов покрытий выполнены из одного материала, то это позволяет формировать однородные однослойные покрытия на крупногабаритные изделия с высокой производительностью или на большое количество изделий при эффективной загрузке вакуумной камеры.
Если в каждом ярусе имеется одинаковое количество катодов одного материала, то при поочередном включении источника с различными материалами катодов можно формировать многослойные покрытия на изделия больших размеров.
Таким образом, использование многоярусной системы источников материалов покрытий с одинаковым количеством их в каждом ярусе; использование щелевого ионного газового источника, обеспечивающего равномерный поток ионов по всей высоте вакуумной камеры; использование плазменных источников материалов покрытий с различными материалами катодов при наличии в каждом ярусе равного количества катодов из одинаковых материалов; использование узла крепления деталей в виде планетарного механизма с центральной поворотной стойкой, на которой размещен датчик контроля толщины покрытий, позволяет повысить производительность и качество нанесения многослойных покрытий на изделия большого диапазона размеров и позволяют реализовать широкий круг технологических процессов модифицирования поверхностных слоев изделий с целью улучшения их служебных характеристик.
Предлагаемая установка может быть изготовлена на промышленных предприятиях с использованием отечественных материалов, комплектующих узлов и деталей и применена в технологических процессах обработки поверхности деталей, например таких, как режущий инструмент, или деталей машин и механизмов широкого профиля. Сказанное подтверждает возможность промышленного использования предложения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2287610C2 |
| ВАКУУМНОЕ ДУГОВОЕ УСТРОЙСТВО | 2001 |
|
RU2207399C2 |
| Способ нанесения антиэмиссионного покрытия из пиролитического углерода на сеточные электроды мощных электровакуумных приборов | 2020 |
|
RU2759822C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ | 2022 |
|
RU2814588C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ЗУБНЫЕ ПРОТЕЗЫ | 2001 |
|
RU2204961C2 |
| Способ нанесения покрытий в вакууме на внутреннюю поверхность длинномерных цилиндрических изделий | 2021 |
|
RU2786493C1 |
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| СПОСОБ ВАКУУМНО-ДУГОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2361014C1 |
Изобретение относится к нанесению однослойных и многослойных покрытий различного функционального значения на детали большого диапазона размеров. Устройство содержит вакуумную камеру, откачную систему, узел крепления деталей, плазменные источники материала покрытий, источник газовых ионов, систему подачи газов, источники питания и блок управления, при этом источники материала покрытий расположены на вакуумной камере в несколько ярусов с одинаковым их количеством в каждом ярусе и с возможностью взаимного перекрытия плазменных потоков материала покрытий в зоне крепления деталей, а источник газовых ионов имеет центральный и наружный катоды, образующие замкнутую вытянутую щель выпуска потока ионов, длина которой соответствует расстоянию между нижними и верхними ярусами источников нанесения покрытий. Изобретение позволяет повысить производительность и качество нанесения покрытий. 2 з.п. ф-лы, 2 ил.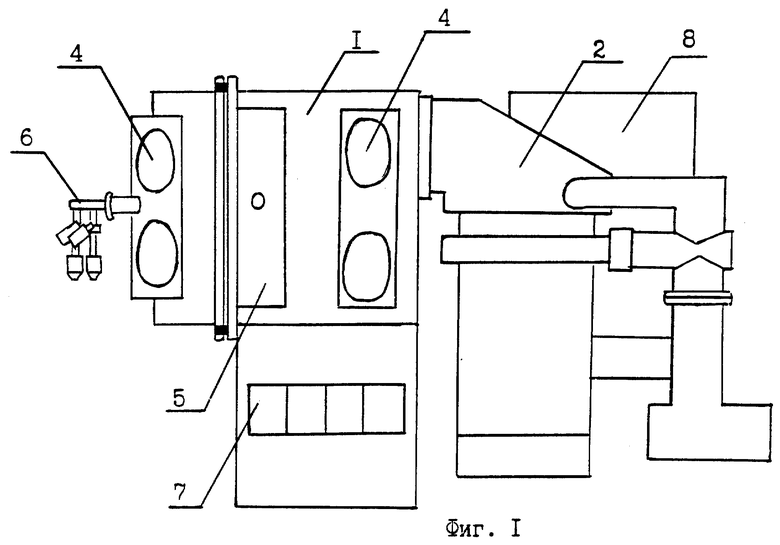
| МНОГОПУЧКОВАЯ УСТАНОВКА ДЛЯ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1995 |
|
RU2095467C1 |
| US 5296122 А, 22.03.1994 | |||
| US 5427671 А, 27.06.1995 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МОНЕТ | 0 |
|
SU167383A1 |
| ПРЕДОХРАНИТЕЛЬНОЕ МЕМБРАННОЕ УСТРОЙСТВО | 2014 |
|
RU2575186C1 |
