Изобретение относится к машиностроению и касается способа склеивания деталей из листового металла, например конструкционных панелей и наружных панелей для капота автомобиля.
Известен способ склеивания деталей из листового металла, включающий операции обработки участков склеиваемых поверхностей, нанесения клея на эти участки, совмещения склеиваемых поверхностей до контакта одной с другой и полимеризации клея.
Известный способ требует пропускания склеиваемых деталей через сушилку с использованием энергии пропорционально времени сшивания, что сопровождается повышенным расходом энергии.
Техническим результатом изобретения является снижение расхода энергии и повышение сцепления склеиваемых деталей.
Это достигается тем, что в способе склеивания деталей из листового металла, включающем операции обработки участков склеиваемых поверхностей, нанесения клея на эти участки, совмещения склеиваемых поверхностей до контакта одной с другой и полимеризации клея, обработку участков склеиваемых поверхностей и полимеризацию клея осуществляют облучением последних посредством сканирования лазерного луча. Облучение участков склеиваемых поверхностей может быть осуществлено посредством развернутого луча CO2 лазера при мощности 100 и 1000 Вт/см2 в течение 10 с, а облучение клея может быть осуществлено излучением CO2 лазера в течение 30 с. Кроме этого, луч лазера может быть направлен к облучаемым поверхностям под углом от 90 до 30o. Далее в качестве материала для склеивания деталей могут быть использованы обычный алюминий или алюминий с покрытием из органического материала, сталь, оцинкованная сталь или электрически оцинкованная сталь, сталь с покрытием из органического материала или оцинкованная (электролитически оцинкованную сталь с покрытием из органического материала).
На чертеже представлено устройство для осуществления способа.
Устройство для склеивания деталей из листового металла, например, конструкционных и внешних панелей 2а и 2в, когда они собраны, образуют капот автомобиля, содержит CO2-лазер 4, устройство 9 для сканирования лазерного излучения и 5-осный робот 6 известного типа, который поддерживает сканирующее устройство 9. Телескопическая труба 7 соединяет лазер 4 со сканирующим устройством 9. Процессор 8 управляет работой сканирующего устройства 9 лазера 4 и робота. Благодаря последнему сканирующее устройство 9 может перемещаться относительно рабочего стола 10, на котором находятся обрабатываемые детали.
Детали могут быть изготовлены, например, из обычного алюминия или алюминия, покрытого органическим материалом, из простой стали, оцинкованной стали, оцинкованной электролизом или оцинкованной/ электролитически оцинкованной стали, покрытой органическим материалом. Устройство работает следующим образом. Детали, которые должны склеиваться вместе, помещают последовательно на рабочий стол 10, и те участки, которые должны покрываться клеем, например эпоксидным или полиуретановым, обладают сканированным лазерным излучением 11 во время соответствующего перемещения робота 6 и сканирующего устройства 9. Это облучение осуществляют при мощности излучения между 100 и 1000 Вт/см2 и при времени общего взаимодействия сканированного лазерного излучения с поверхностью примерно 10 с. Угол падения лазерного излучения на облучаемой поверхности равен между 90 и 30o.
Благодаря этому первому облучению любые примеси, присутствующие на поверхностях склеиваемых деталей удаляются, в результате улучшается сцепление клея, который наносят в виде слоя 12, когда детали облучают.
Затем склеиваемые вместе детали из листового металла размещают в контакте друг с другом, при этом конструкционную панель 2а помещают на внешнюю панель 2в и их снова устанавливают на рабочий стол 10 для облучения во второй раз. В этом случае облучение проводят при мощности между 10 и 100 Вт/см2 и в течение общего времени взаимодействия сканированного лазера с поверхностью примерно 30 с. Угол падения лазерного излучения на облученной поверхности снова составляет между 90 и 30o.
Благодаря этому второму облучению достигается частичная полимеризация клея, предпочтительно порядка 30% Таким образом, склеенные детали можно хранить и подвергать последующей обработке без опасности разделения конструкционной и внешней панелей до завершения полимеризации клея во время второго периода времени.
Благодаря способу в соответствии с изобретением достигается лучшее сцепление клея с участками поверхностей склеиваемых деталей, поскольку присутствующие на них примеси сначала удаляются лазерным облучением до нанесения клея.
Использование: в машиностроении. Сущность: способ заключается в стадиях облучения тех участков на поверхностях деталей, которые должны склеиваться вместе, посредством сканированного лазерного излучения. Слои клея наносят на склеиваемые участки деталей. Участки склеиваемых деталей из различного листового металла размещают вместе в контакте и облучают слой клея между склеиваемыми участками деталей сканированным лазерным излучением. Это обеспечивает частичную полимеризацию клея и позволяет транспортировать затем склеенные детали из листового металла. 3 з.п. ф-лы, 1 ил.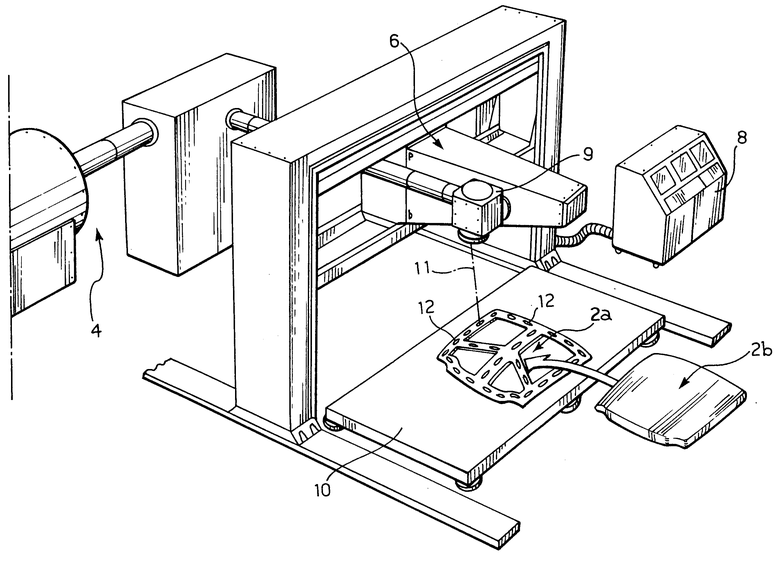
| FR, 2231877, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
