Изобретение относится к электромашиностроению, в частности к технологии изготовления подпятников мощных гидрогенераторов с упругодемпфирующим антифрикционным покрытием.
Известен способ изготовления сегментов подпятника [1] заключающийся в том, что упругодемпфирующий элемент из спрессованных проволочных спиралей спрессовывают с листом из фторопласта. При этом обеспечивается максимально возможное сцепление фторопласта с упругодемпфирующим элементом и упругость покрытия за счет того, что фторопласт должен проникнуть на глубину 4-5 диаметров проволоки, а толщина упругого слоя проволоки должна быть в пределах двадцати диаметров проволоки.
За прототип принят способ изготовления сегментов подпятников (см. технологическую инструкцию АО "Электросила" извещение 922-0-41 см. приложение), при котором в упругодемпфирующий элемент, состоящий из проволоки диаметром 0,3-0,4 мм и предварительно спрессованной до 18 мм, впрессовывают фторопласт в специальных массивных пресс-формах, нагретых до 240 260oC, при удельном давлении не ниже 1000 кг/см2.
После этого полученное эластичное металлопластмассовое покрытие (ЭМП) зачищают от окалины и обслуживают при помощи ручных паяльников.
Проникший в поры флюс удаляют промывкой в ваннах с растворителем. Затем ЭМП покрытие припаивают при удельном давлении 50 кг/см2 к основанию сегмента, нагретого до 260oC, имеющего слой припоя 0,2 0,5 мм на гладкой поверхности.
Необходимость ручной зачистки окисленной поверхности из-за значительных деформаций ЭМП покрытия и лужения в положении фтортопластом "вниз" ведет к тому, что пористую массу упругого элемента может заполнять расплавленный флюс и припой. Проникший припой уменьшает упругость элемента, а промывкой флюс не удалить т.к. с одной стороны находится фторопласт, а с другой припой, поэтому применяется бескислотный флюс. При работе флюс постепенно будет вымываться маслом и загрязнять его. После лужения на поверхности основания сегмента должен быть равномерный и определенной толщины слой припоя, достаточный для спайки его с ЭМП покрытием. Так как эта операция делается вручную, то возможна неравномерность слоя припоя, что может привести к непропайке или проникновению излишков в пористую основу.
Задачей изобретения является улучшение качества подпятника за счет обеспечения равномерной упругой жесткости всей поверхности сегмента и сокращение трудоемкости процесса.
Поставленная задача достигается за счет того, что в способе изготовления сегментов подпятников гидрогенератора с эластичным металлопластмассовым покрытием, включающем операции предварительной спрессовки проволоки в упругодемпфирующий элемент лужения, нанесение припоя, механической обработки и прессования, упругодемпфирующий элемент в холодном состоянии обслуживают путем погружения последовательно на глубину требуемого облужения (3-5 мм) в ванну с жидким флюсом и расплавленным припоем, на основание сегмента устанавливают формообразующую обойму, в нее закладывают упругодемпфирующий элемент и фторопласт и осуществляют прессование при подогреве (до 260-280oC), обеспечивая сжатие эластичного металлопластмассового покрытия до требуемых размеров, выдерживая под давлением до остывания.
Новизна изобретения состоит в новой последовательности операций: лужение упругого элемента делают не после его нагрева и нанесения фторопласта, а до этого, что обеспечивает объективный контроль лужения и улучшение качества пайки. Исключаются изготовление отдельного ЭМП покрытия и последующая припайка его к основанию. Это делается одновременно с уплотнением упругого элемента. Указанные отличия позволяют достичь следующих преимуществ:
сокращается количество оборудования, цикл производства и его трудоемкость за счет того, что не надо делать отдельно ЭМП покрытие, зачищать и лудить его вручную;
сокращается металлоемкость и трудоемкость при изготовлении оснастки - вместо матрицы делается только обойма;
сокращается в два раза энергоемкость процесса, т.к. не требуется нагревать массивную пресс-форму для изготовления ЭМП покрытия;
улучшается качество готового изделия за счет следующего:
лужение упругодемпфирующего элемента до его нагрева и образования окалины путем окунания во флюс и припой значительно качественнее, что позволяет объективно контролировать процесс и полностью удалять остатки флюса, а следовательно, применять флюсы на кислотной основе.
Равномерность проникновения припоя на одинаковую глубину обеспечивает равномерную упругую жесткость всей поверхности сегмента.
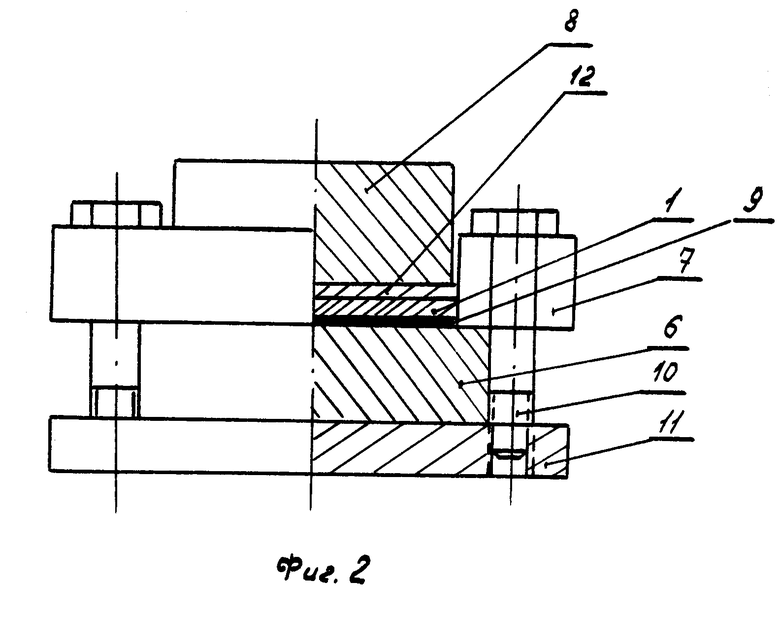
На фиг. 1 представлена ванна с флюсом и припоем; на фиг.2 схема сборки упругодемпфирующего элемента для впрессовки фторопласта и припайки к сегменту.
Способ изготовления сегментов подпятников гидрогенератора осуществляют следующим образом.
Взвешенное определенное количество проволочной спирали, которое зависит от площади ЭМП покрытия, вручную растягивают до шага 3±0,5 мм, заполняют пресс-форму, подпрессовывают до высоты 40 45 мм, получая упругодемпфирующий элемент 1 (фиг.1), который в специальном проволочном контейнере 2 опускают стороной лужения вниз в ванну 3 с флюсом 4 на глубину 5 мм для нанесения флюса. Глубина погружения регулируется винтовыми упорами 5 на ванне 3. Затем контейнер 2 приподнимают над поверхностью флюса для того, чтобы остатки флюса стекли обратно в ванну 3 (контейнер 2 желательно встряхивать). Затем упругодемпфирующий элемент 1, не вынимая из контейнера 2, облуживают в аналогичной ванне с припоем ПОС-40, нагретым до 280-290oC путем погружения на глубину 3 мм с выдержкой 3-5 мин для того, чтобы припой прогрел элемент 1, не загустел и излишки смогли стечь обратно в ванну при подъеме и встряхивании контейнера 2 над ванной 3. Если в качестве флюса применяют бескислотный флюс, например ЛТИ-120, то промывать элемент 1 не надо, при использовании кислотного флюса после лужения необходима промывка в горячей и холодной воде. Основание сегмента 6 нагревают до 270 280oC и предварительно обслуживают припоем ПОС-40 с использованием кислотного (с последующей промывкой в воде) или бескислотного флюса (например, ЛТИ-120). Затем основание сегмента 6, обойму 7 и пуансон 8 (фиг.2) пресс-формы нагревают до 260 280oC. На облуженную поверхность основания 6 сегмента наносят слой припоя ПОС-40 толщиной 0,2 0,5 мм. На горячее основание 6 сегмента устанавливают и закрепляют при помощи болтов 10 и планок 11 горячую обойму 7. В обойму 7 закладывают облуженной поверхностью вниз холодный элемент 1, плотно прижимают его к сегменту, на упругодемпфирующий элемент 1 укладывают холодную пластину фторопласта 12. На фторопласт 12 устанавливают горячий пуансон 8.
Собранное помещают в электропечь, нагретую до 260 270oC и выдерживают там 20 мин для прогрева заложенного. После прогрева собранное устанавливают на гидропресс и опрессовывают усилием, обеспечивающим сжатие ЭМП покрытия до 10 12 мм, выдерживают 5 8 мин под давлением. После чего интенсивно охлаждают воздухом или водой до полного остывания. При охлаждении давление можно снизить до 50%
Затем после снятия с пресса сегмент поступает на механическую обработку поверхности фторпласта.
Таким образом, прессование ЭМП покрытия и его припайка осуществляются за одну операцию непосредственно в сегмент без промежуточных операций, искажающих размеры ЭМП покрытия, что позволяет уменьшить толщину фторопласта.
Из-за возможности регулировать проникновения припоя и получать равномерную упругую жесткость толщина пористого слоя также может быть уменьшена без изменения характеристики ЭМП покрытия. Значительно сокращаются цикл изготовления изделия и его трудоемкость при улучшении качества. Сокращается количество необходимого оборудования: нет необходимости в гидропрессе для припайки ЭМП покрытия к основанию сегмента и оснастки для этой операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТА ПОДПЯТНИКА | 1993 |
|
RU2085774C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЕГМЕНТОВ ПОДПЯТНИКА ГИДРОГЕНЕРАТОРА | 1993 |
|
RU2085773C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ЗАГОТОВКУ | 2003 |
|
RU2235605C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2036760C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРОГЕНЕРАТОР ЗОНТИЧНОГО ТИПА | 1993 |
|
RU2065657C1 |
| Способ зачистки и лужения проводов с фторопластовой изоляцией | 1980 |
|
SU930464A1 |
| ПОДПЯТНИК ВЕРТИКАЛЬНОГО ГИДРОГЕНЕРАТОРА | 1993 |
|
RU2085771C1 |
| Способ изготовления упругодемпфирующего антифрикционного покрытия подпятника | 1983 |
|
SU1352103A1 |
| ГИДРОГЕНЕРАТОР ВЕРТИКАЛЬНОГО ИСПОЛНЕНИЯ ПОДВЕСНОГО ТИПА | 1993 |
|
RU2044383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1993 |
|
RU2084035C1 |
Использование: изготовление подпятников мощных гидрогенераторов с упругодемпфируемым антифрикционным покрытием. Сущность изобретения: предварительное изготовление упругодеформирующего элемента включает прессование металлической проволочной спирали, соединение ее с фторопластовым покрытием при прессовании в пресс-форме с подогревом и соединение с основанием сегментов. Упругодеформирующий элемент подвергают лужению последовательным погружением в ванны с жидким флюсом и с расплавленным припоем. Соединение с фторопластовым покрытием и с основанием сегментов проводят одновременно в пресс-форме при сжатии и выдержке до основания. 2 ил.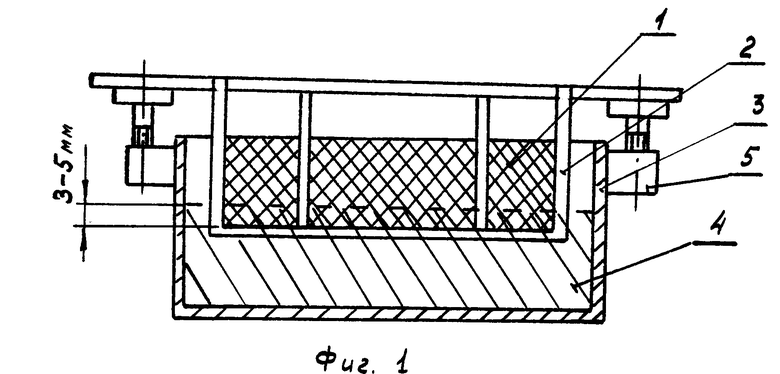
Способ изготовления сегментов подпятников гидрогенераторов с эластичным металлопластмассовым покрытием, включающий предварительное изготовления упруго-демпфирующего элемента путем прессования металлической проволочной спирали, соединение с фторопластовым покрытием при прессовании в пресс-форме с подогревом и соединение полученного эластичного металлопластмассового покрытия с основанием сегментов, отличающийся тем, что осуществляют лужение упруго-демпфирующего элемента в холодном состоянии при его погружении последовательно в ванны с жидким флюсом и с расплавленным припоем, а соединение упруго-демпфирующего элемента с фторопластовым покрытием и с основанием сегментов производят одновременно, помещая их в пресс-форму при последующем сжатии и выдержке до остывания.
| Рессорный лист | 1981 |
|
SU1321959A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
