Изобретение относится к машиностроению, в частности к способам нанесения полимерных покрытий на заготовки.
Из уровня техники известен способ нанесения полимерного покрытия, включающий размещение полимерного листа с армирующим материалом на рабочей поверхности заготовки с последующим нанесением полимерного покрытия на заготовку путем прессования (GB 2361198 А, 17.10.2001, МПК 7 B 05 D 7/12, реферат).
Недостатком данного способа является плохая адгезия покрытия к поверхности заготовки.
Из уровня техники известен способ получения полимерного покрытия на изделиях, включающий нанесение на поверхность изделия порошкообразной композиции из связующего и армирующего наполнителя с последующим оплавлением слоя порошка, нанесение в качестве армирующего наполнителя дополнительного слоя кварцевого песка и термообработку (SU 502660, 15.02.1976, МПК 2 B 05 D 3/00, формула).
Недостатками данного способа являются применение токсичных веществ на основе эпоксидных смол, невысокие механические свойства покрытия.
Ближайшим аналогом изобретения является способ нанесения полимерного покрытия на заготовку, в частности на сегменты подпятников гидрогенератора, включающий выполнение углублений на поверхности заготовки, заполнение их припоем, нагрев основания до 260-280°С, соединение упругодемпфирующего элемента в виде прессованной пружины (путанки) с предварительно облуженным нижним слоем с фторопластом путем прессования, размещение слоя полимерного фторопластового покрытия с впрессованной в него путанкой на поверхности заготовки и последующую одновременную пайку и нанесение на поверхность заготовки покрытия путем прессования (RU 93021949 С1, 27.07.1997, МПК 6 F 16 C 33/04, формула).
Недостатками ближайшего аналога являются длительность производственного цикла, высокая трудоемкость процесса, неравномерность нанесенного покрытия засчет того, что упругодемпфирующий элемент размещен в углублениях частично, а не полностью, невозможность нанесения покрытия на цилиндрические и криволинейные поверхности.
Задача изобретения заключается в обеспечении равномерного нанесения покрытия на заготовки любой формы - цилиндрические, плоские и криволинейные, сокращении технологического цикла способа, возможность прогнозировании толщины нанесенного слоя покрытия и повышении прочности сцепления покрытия с основанием заготовки и с упругодемпфирующим слоем.
Задача изобретения решается тем, что способ нанесения полимерного покрытия на заготовку включает выполнение, по меньшей мере, одного углубления на поверхности заготовки, укладку в него припоя и пайку упругодемпфирующего элемента, согласно изобретению в качестве упругодемпфирующего элемента используют пружину, перед пайкой пружину укладывают в углубление, при этом укладку производят таким образом, чтобы пружина выступала над поверхностью заготовки не более чем на 20% от средней высоты углубления, а после пайки проводят нанесение полимерного покрытия путем прессования.
В качестве заготовки используют заготовку с плоской, цилиндрической или криволинейной поверхностью.
В качестве припоя используют порошковый припой или порошковый припой, спрессованный в ленту, а толщина слоя припоя перед пайкой должна составлять от 10 до 45% от средней высоты углубления.
Пайку проводят при температуре от 400 до 1200°С.
Проводят вакуумную пайку.
В качестве полимерного покрытия используют фторопласт. В покрытии дополнительно содержится наполнитель. В качестве наполнителя используют кокс, рубленое стекловолокно и/или дисульфид молибдена.
Прессование осуществляют при температуре от 200 до 350°С. Внутри пружины размещен демпфирующий материал. В качестве демпфирующего материала используют жаростойкий материал.
Размещение в углублении перед пайкой в качестве упругодемпфирующего элемента пружины обеспечивает равномерность проникновения полимера в углубления с полным их заполнением в процессе прессования с дальнейшим охлаждением и отверждением полимера и позволяет повысить прочность сцепления покрытия с основанием заготовки.
А укладка пружины в углублении таким образом, чтобы они выступали над поверхностью заготовки не более чем на 20% от средней высоты углубления, обеспечивает контролируемый уровень расположения упругодемпфирующего элемента относительно поверхности заготовки, а также позволяет прогнозировать толщину нанесенного слоя покрытия.
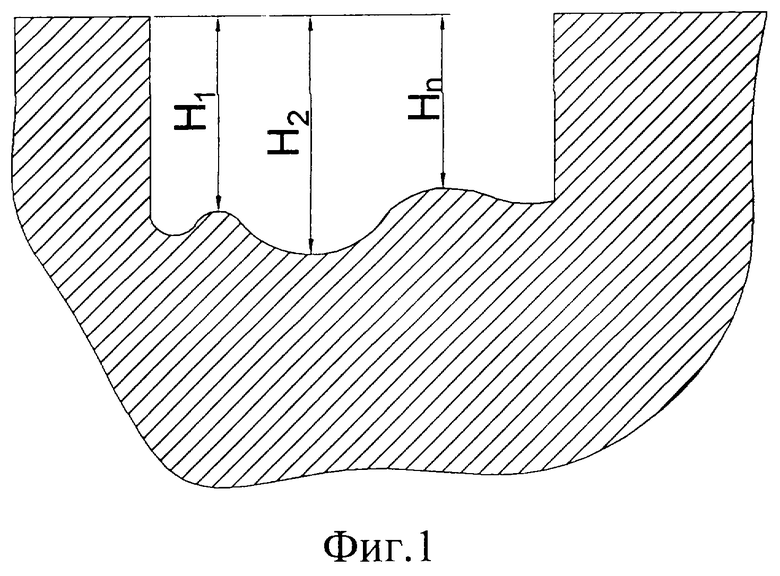
Под высотой понимается расстояние от нижней точки до верхней снизу вверх. Средняя высота углубления определяется как среднее арифметическое, т.е.
 (см.фиг.1).
(см.фиг.1).
Изобретение поясняется чертежами.
Фиг.1 - заготовка.
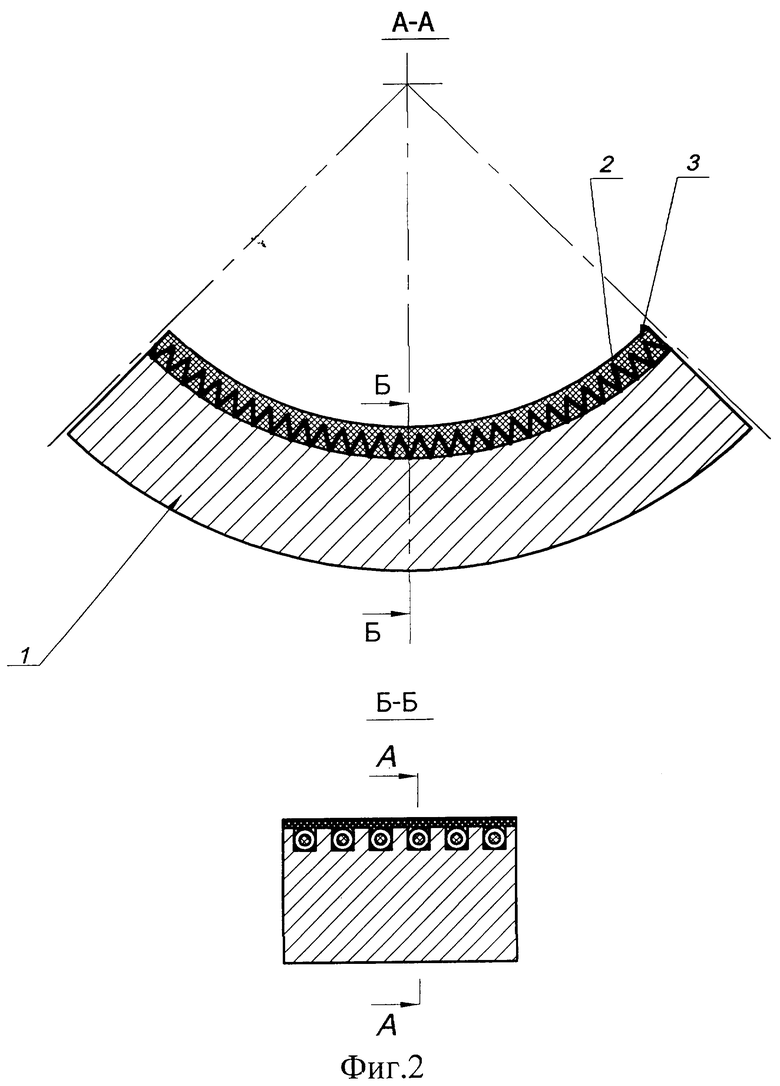
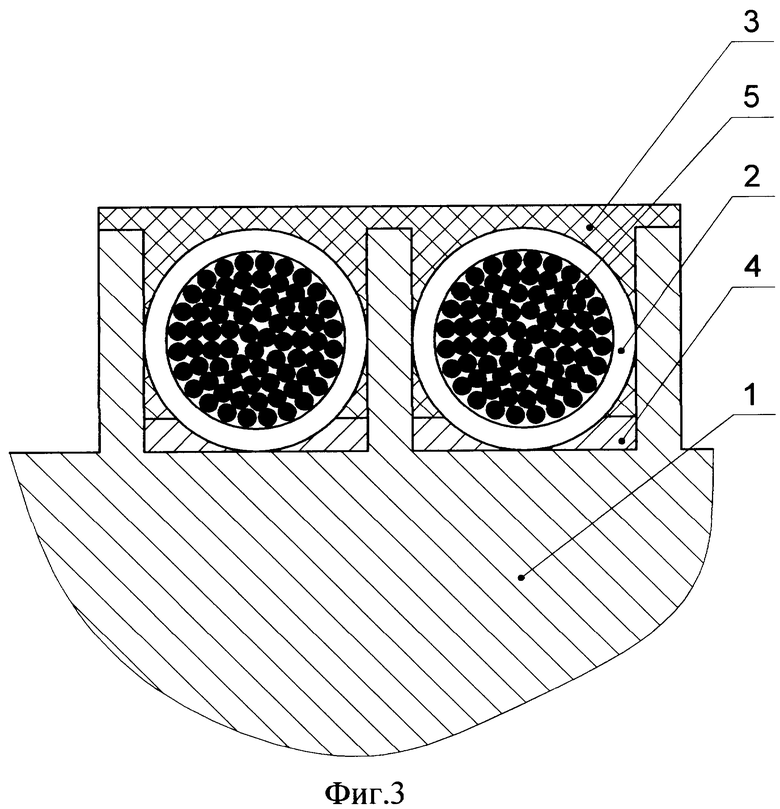
Фиг.2 и фиг.3 - заготовка с покрытием.
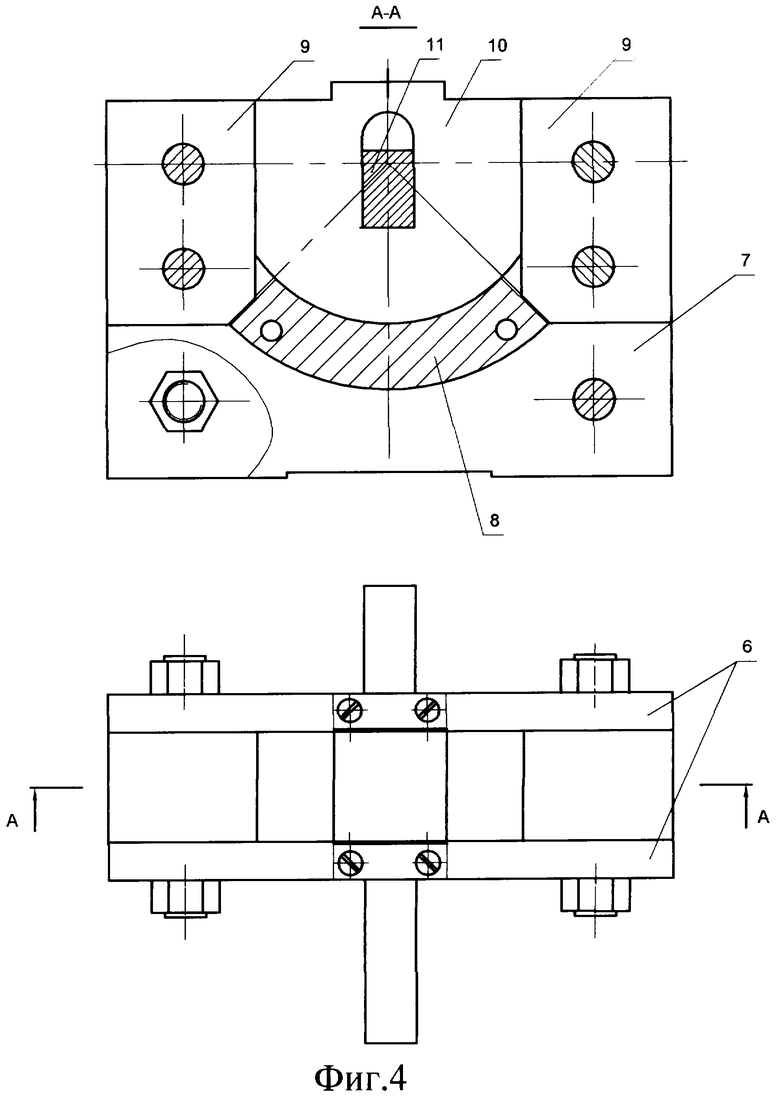
Фиг.4 - устройство для нанесения покрытия на основе фторопласта.
На фиг.1 изображен фрагмент заготовки с выполненным углублением.
На фиг.2 изображен сектор заготовки 1 с припаянным упругодемпфирующим элементом в виде цилиндрической пружины 2 и с нанесенным покрытием на основе фторопласта 3.
На фиг.3 изображен сектор заготовки 1, слой припоя 4, упругодемпфирующий элемент в виде цилиндрической пружины 2 с размещенным внутри него наполнителем в виде графитовых стержней 5 и покрытие на основе фторопласта 3.
Устройство, изображенное на фиг.4, содержит две боковые пластины 6, между которыми расположен сегмент 7, на который устанавливается заготовка 8, две направляющие позиции 9, между которыми перемещается пуансон 10, и клин 11, фиксирующий положение пуансона 10 после прессования.
Приведенный ниже пример заявленного способа подтверждает, но не ограничивает его применение в промышленности.
Пример.
Наносят покрытие на цилиндрическую и плоскую заготовки, материал - сталь.
В поверхностях заготовок выполняют сплошные углубления глубиной 3,5 мм и шириной 3,2 мм. В углублениях размещают порошковый припой марки ВПР-11-40М, при этом толщина слоя припоя перед пайкой составляет 0,9 мм. Затем в углубления укладывают цилиндрические пружины с наружным диаметром, равным 3,2 мм. Внутри пружин в качестве упругодемпфирующего материала могут быть размещены волокнистые армирующие наполнители, например кварцевые, керамические, каолиновые, графитовые стержни или нити. Производят пайку при 1100°С с последующим охлаждением.
В качестве покрытия используют фторопласт марки Ф4К15М5-Л-3А с наполнителями в виде кокса и дисульфида молибдена. Покрытие имеет вид листа, повторяющего форму поверхности заготовки.
После установки заготовки с расположенным на ней листовым покрытием на сегмент 7 и сборки устройства для нанесения покрытия собранное устройство нагревают до 300°С. Затем нагретое устройство устанавливают на стол пресса и прессуют при давлении 350 кг/см2 до полного внедрения в поверхность колодки подшипника фторопласта. Затем устройство вместе с заготовкой охлаждается до комнатной температуры.
Прочность сцепления полученного покрытия с основанием составило не менее 1,5 кг/мм2.
Полученное покрытие обладает высокой прочностью сцепления с основанием заготовки и с припаянным упругодемпфирующим слоем, оно герметично и имеет однородную структуру и свойства на всем нанесенном объеме.
Деталь, полученная из заготовки с нанесенным покрытием, имеет более длительный срок службы по сравнению с деталями, выполненными согласно ближайшему аналогу. У деталей трения, полученных из заявленной заготовки, уменьшается коэффициент трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С АНТИФРИКЦИОННЫМ ПОКРЫТИЕМ (ВАРИАНТЫ) | 2003 |
|
RU2253767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ ПОДПЯТНИКОВ ГИДРОГЕНЕРАТОРОВ С ЭЛАСТИЧНЫМ МЕТАЛЛОПЛАСТМАССОВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2095652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ФИЛЬТРОВ ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК ПУТЕМ СОЕДИНЕНИЯ С ФЛАНЦАМИ | 2007 |
|
RU2347603C1 |
| СПОСОБ ПАЙКИ ПОРИСТОГО МАТЕРИАЛА С ПОДЛОЖКОЙ | 2014 |
|
RU2558026C1 |
| Электрохимический преобразователь концентрации кислорода и способ его изготовления | 1982 |
|
SU1073685A1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2005 |
|
RU2281845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОКАТОДА ДЛЯ ЭЛЕКТРОННОГО ПРИБОРА И СОСТАВ ПРИПОЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОКАТОДА | 1994 |
|
RU2079922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООТВОДЯЩЕГО КЕССОНА | 2002 |
|
RU2239530C2 |
| Способ пайки теплообменных и теплоизолирующих изделий | 1976 |
|
SU648364A1 |
Изобретение относится к машиностроению, в частности к способам нанесения полимерных покрытий на заготовки. Способ нанесения полимерного покрытия на заготовку, включающий выполнение, по меньшей мере, одного углубления на поверхности заготовки, укладку в него припоя и пайку упругодемпфирующего элемента. В качестве упругодемпфирующего элемента используют пружину, перед пайкой пружину укладывают в углубление, при этом укладку производят таким образом, чтобы пружина выступала над поверхностью заготовки не более чем на 20% от средней высоты углубления, а после пайки проводят нанесение полимерного покрытия путем прессования. В качестве заготовки используют заготовку с плоской, цилиндрической или криволинейной поверхностью. В качестве припоя используют порошковый припой или порошковый припой, спрессованный в ленту, при этом толщина слоя припоя перед пайкой составляет от 10 до 45% от средней высоты углубления. Пайку, например вакуумную, проводят при температуре от 400 до 1200°С. В качестве полимерного покрытия используют фторопласт, при этом в покрытии дополнительно содержится наполнитель, например кокс, рубленое стекловолокно и/или дисульфид молибдена. Прессование осуществляют при температуре от 200 до 350°С. Внутри пружины размещен демпфирующий материал, например жаростойкий материал. Технический результат заключается в обеспечении равномерного нанесения покрытия на заготовки любой формы -цилиндрические, плоские и криволинейные, сокращении технологического цикла способа, возможность прогнозировании толщины нанесенного слоя покрытия и повышении прочности сцепления покрытия с основанием заготовки и с упругодемпфирующим слоем. 14 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТА ПОДПЯТНИКА | 1993 |
|
RU2085774C1 |
| Способ получения полимерного покрытия на изделиях | 1974 |
|
SU502660A1 |
| Способ получения покрытий | 1979 |
|
SU788511A1 |
| ВНУТРИТРУБНЫЙ СНАРЯД-ДЕФЕКТОСКОП С ИЗМЕНЯЕМОЙ СКОРОСТЬЮ ДВИЖЕНИЯ | 2008 |
|
RU2361198C1 |

