Изобретение относится к способам получения спеченных изделий из твердых сплавов, в которых используются порошки связующей фазы со сферическими неагломерированными частицами.
Спеченные твердые сплавы получают технологией, обычной для порошковой металлургии, которая состоит в смешивании исходных порошков карбидов, кобальта и возможно других твердых материалов с одновременным механическим измельчением с использованием мельниц, вращающихся шаровых мельниц, вибромельниц, истирающих мельниц и других подобных устройств. Известная технология включает операции гранулирования измельченной смеси, сушку, прессование и спекание. [1] Известный способ предусматривает использование традиционно полученных порошков кобальта, которые имеют широкую область распределения частиц по крупности и тяжелы для измельчения, поскольку между элементарными частицами в образующих из них агмератах существуют крепкие связи.
Известен способ получения спеченного изделия из твердого сплава, включающий приготовление шихты с ее измельчением, содержащей 3-25 мас. кобальта в виде порошка дисперсностью 0,1-2 мкм, прессование и спекание при температуре 1250-1500oC с выдержкой в течение 2-10 мин [2] Этот способ является наиболее близким аналогом предложенного.
В этом способе порошок связующего кобальта является сверхтонким.
Недостатком известных способов является наличие пористости в материале изделия при использовании указанных режимов спекания и невысокие в связи с этим физико-механические свойства.
Технический результат, достигаемый описываемыми изобретением, заключается в том, что при использовании неагломерированных кобальтовых порошков сверхтонких фракций сферической формы получают твердый сплав со сниженной пористостью. При этом степень измельчения может быть снижена, что способствует уменьшению энергозатрат. Благодаря использованию сверхтонких неагломерированных порошков кобальта сферической формы может быть снижена температура спекания, что позволяет использовать в составе шихты компоненты, которые не представлялось вводить по традиционной технологии.
Сущность изобретения поясняется следующими примерами.
Пример 1. Суспензию гидроксида кобальта поместили в смесь моноэтиленгликоля и диэтиленгликоля при перемешивании. Суспензию, содержащую около 200 г на литр гидроксида кобальта, нагрели до температуры по крайней мере 200oC во время сильного перемешивания. Затем в моноэтиленгликоль добавили раствор нитрата серебра с тем, чтобы ввести от 0,07 до 3 г серебра на литр. Смесь сохраняли при той же самой температуре в течение 2 ч, а затем оставили для охлаждения до комнатной температуры.
Таким образом получили кобальтовый порошок (обозначенный Р 1) со следующими свойствами:
SEM диаметр частиц: 0,4 μм
С 1,36% по весу,
О 2,23% по весу,
SEM диаметр является средним диаметром частицы, измеренным растровым электронным микроскопом.
Кроме того, использовали следующее сырье:
Карбид вольфрама:
Источник: Eurotungstene Poudres (Франция)
Общее содержание углерода: 6,15% по весу.
Свободный углерод: 0,05% по весу.
Средний диаметр (Ficher) 0,09 м.
Карбид тантала:
Источник: H.C. Starek
Общее содержание углерода: 6,81% по весу
Свободный углерод: 0,10% по весу
Ниобий 9,09% по весу.
Кобальт (обозначенный F) получили восстановлением оксида водородом в соответствии с традиционным способом:
Источник: Eurotungstene Poudres
Диаметр по Фишеру 1,30 μм
С 0,012% по весу.
С помощью этих материалов приготовили следующие смеси:
Кобальт 3% или 6,5% по весу
Карбид тантала 0,5% по весу
Карбид вольфрама остальное.
Порошковую смесь (500 г) получили измельчением в мельнице типа "Истиратель" емкостью 9 л, содержащей 3,5 кг измельчающей среды (шары из металлокерамического сплава диаметром 3 мм) вращающейся со скоростью 250 оборотов в минуту в присутствии 200 мл этилового спирта (или ацетона) и при добавлении полиэтиленгликоля (2 г на 100 г смеси). Порошок измельчали в течение 7 или 14 ч и затем гранулировали с использованием сита с номером сита 120 μм.. Прессование проводили при одноосном уплотнении с двух направлений с использованием формы и пуансона из металлокерамического твердого сплава при давлении 125 МПа. Спекание проводили соответственно при 1375, 1410 и 1450oC. После спекания приготовили микрошлифы и определяли пористость и рекристаллизацию.
Пористость определяли в соответствии со стандартом ISO 4505 и выразили с помощью шкалы, по которой пористость увеличивается от АСО до АО8.
Рекристаллизацию карбида вольфрама (или общий рост зерна) определили микроскопическим осмотром и визуальным сравнением по внутренней стандартной шкале (аналогичной шкале ISO для пористости). Поскольку на сегодняшний день не существует других стандартов. Результаты выражены по шкале, начинающейся от R1 (отсутствие рекристаллизации) и заканчивающейся R5 (очень сильная рекристаллизация).
а) Кобальт 6,5% по весу.
Измельчение: 14 ч.
Спекание 1450oC.
Результаты:
Вид кобальта: P1; F
Пористость АО2; АО3/04.
Рекристаллизация: R2/F3; R4/R5.
в) Кобальт: 6,5% по весу.
Измельчение 7 ч.
Спекание 1450oC.
Результаты:
Вид кобальта P1; F.
Пористость AO2; AO4.
Рекристаллизации R2; R2/R3.
с) Кобальт 3% по весу
Измельчение 14 ч.
Спекание 1375, 1410, 1450oC
Результаты перед НIР
Результаты.
Температура спекания, 0oC 1375, 1410, 1450.
Вид кобальта PIF, PIF, PIF.
Пористость АО2 АО8; AO2 AO4; AO2 AO3.
хЗоны ликвации кобальта.
хСреднее число зон ликвации кобальта определяли подсчетом (на оптическом микроскопе) зон ликвации на 10 оптических полях при кратности увеличения 1500 раз и взятии среднего.
S несколько
N многочисленные
d) Кобальт 3% по весу.
Измельчение 14 ч.
Результаты после НIР.
HIP обработка состоит в помещении проб, спеченных во время предшествующего опыта в HIP печи при 1350oC в течение 2 ч под давлением 100 МПа (атмосфера аргон).
Результаты.
Температура спекания, 0oC: 1375, 1410, 1450
Вид кобальта PIF, PIF, PIF,
Пористость: AOI AOI, AOI AOI, AOI AOI,
Зоны ликвации кобальта SN, ON, ON,
S несколько
N многочисленные
О нет.
Эти опыты ясно показали, что при всех других одинаковых факторах, использование кобальта в соответствии с настоящим изобретением само по себе показывает выгоду в сравнении с традиционным кобальтом, поскольку оно влечет за собой уменьшение пористости и количества зон ликвации кобальта.
Пример 2
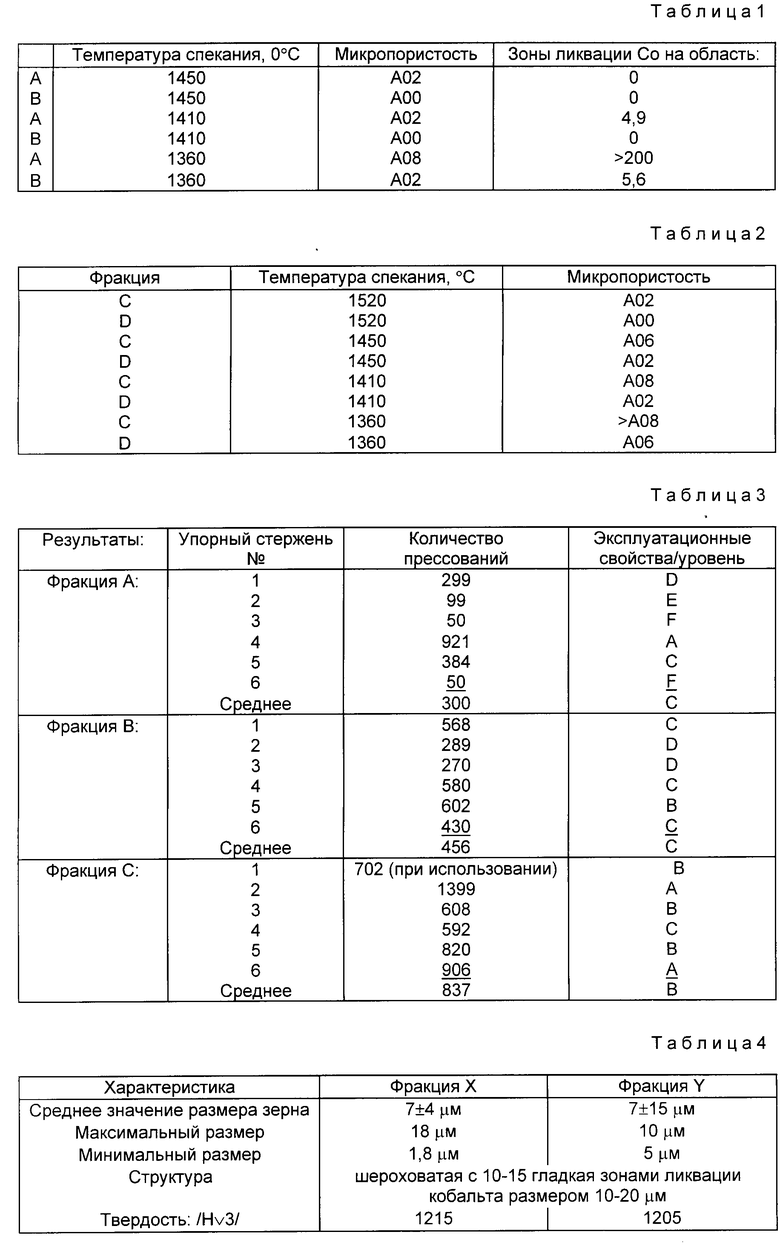
Две лабораторные загрузки порошка металлокерамического сплава приготавливали с использованием той же самой загрузки карбида вольфрама, эта загрузка имеет средний размер частиц около 1 μм, измеренный методом молекулярного сита по Фишеру. Во фракции А добавили 6% по весу традиционного порошка кобальта, полученного восстановлением водородом, а во фракцию В добавили 6% по весу сверхтонкого сферического кобальтового порошка. К каждой фракции добавили незначительное количество порошка хрома. Каждую фракцию довольно сильно измельчали путем измельчения 1 кг порошка 15 кг измельчающих тел в жидкости в течение 13,5 ч во вращающейся мельнице. Прессованные порошковые заготовки были получены из сухого порошка металлокерамического сплава и спечены в тесном контакте друг с другом в вакууме в области определенных температур. После спекания приготовили микрошилифы и определили степень пористости путем сравнения со стандартными микрофотографиями согласно методу ISO 4505. Распределение связующей фазы определили произвольным способом. Образцы сначала протравливали в течение 4 мин при комнатной температуре в реагенте Murahami и осматривали под оптическим микроскопом с кратностью увеличения 1500Х. Определяли среднее количество "зон ликваций кобальта", присутствующих в области обозрения, путем подсчета количества, наблюдаемого в 10 областях и разделении общего количества на 10. Зоны ликвации кобальта являются областями связующей фазы, обычно диаметром от 2 до 10 μм, которые встречаются, когда температура спекания была неподходящей, полученные результаты даны в табл.1.
Из приведенных в табл.1 результатов видно, что использование сверхтонкого сферического кобальтового порошка во фракции В оказывало заметное влияние на уровень микропористости и распределение связующей фазы, особенно заметное при самых низких используемых температурах спекания. Поскольку может быть допущено использование более низких температур спекания, использование сверхтонкого сферического кобальтового порошка обеспечивает усовершенствованную степень допуска изменения температуры в печи спекания.
Пример 3.
Две лабораторные загрузки порошка металлокерамического твердого сплава приготавливали с использованием той же самой загрузки карбида вольфрама. Эта загрузка имеет размер частиц около 40 μм в соответствии с методом молекулярного сита по Фишеру. Истинный размер частиц был, однако, приблизительно 15 μм, более высокое значение по Фишеру объясняется агломерацией. Во фракцию С добавили 6% по весу традиционного кобальтового порошка, а во фракцию D добавили 6% сверхтонкого сферического кобальтового порошка. Никаких других карбидов не добавляли, 1 кг загрузки порошка металлокерамического сплава измельчали в жидкости с 5 кг измельчающих тел в течение 13,5 ч во вращающейся мельнице. Прессованные порошковые заготовки были получены из сухого порошка металлокерамического сплава и спечены в тесном контакте друг с другом в вакууме в области определенных температур. После спекания приготовили микрошлифы и определили степень пористости согласно способу, детально рассмотренному в ISO 4505. Полученные результаты помещены в табл.2
Приведенные в табл.2 результаты показывают, что при использовании сверхтонких сферических кобальтовых порошков достигают заметного снижения уровня пористости. Таким образом, может быть использована более низкая температура спекания, и опять же обеспечивается усовершенствованная степень допуска изменения температуры в печи.
Пример 4
Упорные стержни для системы производства 60 мм алмаза испытывали согласно характеристике, представленной как продолжительность службы при производстве алмаза. Упорные стержни производили в трех различных фракциях металлокерамического сплава и пронумеровали произвольно перед испытанием. Эксплуатационные испытания при производстве алмаза проводили, используя "обычные" рабочие условия, поскольку полученные результаты по продолжительности сравнивали с продолжительностью службы упорных стержней, используемых в настоящее время. Все упорные стержни имеют сердцевину, состоящую из незначительного количества (2%) эта-фазы в структуре.
Упорные стержни фракции А производили в соответствии с традиционным производством металлокерамического сплава и использовали в качестве эталона в испытании. Упорные стержни производили, как описано в примере 1, с использованием 6% по весу традиционного кобальта, восстановленного водородом, и незначительного добавления карбида хрома. Температура спекания составила 1450oC, а металлокерамический сплав имел микропористость АО2. Микроструктура не показала зон ликвации кобальта.
Упорные стержни фракций В имели состав, подобный тому, который описан для упорных стержней фракции А, но без содержания карбида хрома. Упорные стержни подвергали горячему изостатическому прессованию при 4 МПа и 1410oC вместо стандартного спекания. В микроструктуре не была получена микропористость, а присутствовала 5,2 зон ликвидации кобальта на область, как показал микроскопический осмотр металлокерамического твердого сплава. Микроструктура была равной и не было видно влияния прерывистого или распространенного лишь местами роста зерна.
Упорные стержни фракции С мели состав в соответствии с изобретением, который описан в примере 2, но без содержания карбида хрома. Упорные стержни подвергали горячему изостатическому прессованию при тех же самых условиях, как и для упорных стержней фракции В. Осмотр микроструктуры металлокерамического сплава не показал микропористость (АОС) или зоны ликвации кобальта. Структура была равной без влияния прерывистого роста зерна.
α-фаза (WC) в микроструктуре 3 фракций упорных стержней имела средний размер зерна около 1,2 mм.
Результаты эксплуатационных свойств представлены действительным числом прессований на упорный стержень и оценены в соответствии с разрядом эксплуатационных качеств. Каждую фракцию металлокерамического сплава представили 6 упорными стержнями (см. табл.3).
Результаты показали, что фракция А была шероховатой, а упорные стержни имели трещины в верхней части. Фракция В имела лучшие эксплуатационные свойства, но получила тот же самый уровень разряда, что и фракция А. Три упорных стержня имели маленькие трещины на поверхности верхней части. Фракция С имела наилучшие эксплуатационные свойства при испытаниях и наилучшее прессование всех упорных стержней. Очевидно, что упорные стержни в соответствии с изобретением имели наиболее оптимальную твердость и вязкость, благодаря хорошо диспергированной матрице металлокерамического сплава и узкому распределению по крупности α-фазы.
Пример 5
Крупнозернистый карбид вольфрама с размером зерна 18 mм находился в таком состоянии, которое используют для получения испытуемых загрузок очень крупнозернистого металлокерамического сплава для конкретных асфальторежущих инструментов. Металлокерамический твердый сплав с низким содержанием кобальта и очень крупным размером зерна нуждается в достижении оптимального сочетания вязкости и износостойкости вместе с максимальным сопротивлением растрескиванию и термической усталости.
Использовали ту же самую процедуру, что и в примере 3, кроме того, что время измельчения уменьшили до 9,5 ч.
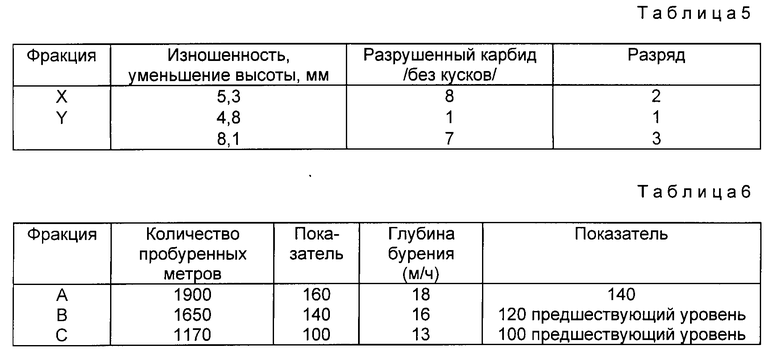
Фракцию Х получали с использованием 6% традиционного кобальта, а фракцию у получали с использованием сверхтонкого сферического кобальтового порошка с размером частиц 0,3 μм. Спекание проводили в вакууме при 1520oC. Фракция Х показала уровень пористости АО6, ВО6 плюс 8 пор размером 25 μм и была подвергнута обработке HIP. Фракция Y была полностью плотной с максимальной пористостью АО2, благодаря эффективному и однородному уменьшению зерен WC и превосходному смешиванию сферического кобальта с зернами карбида вольфрама.
Металлографический анализ дан в табл.4
Строгально-режущие наконечники для дорожного полотна производили из двух испытуемых загрузок и сравнивали с традиционной фракцией Z с 8 W/о Со, размером зерен WC 5 μм и твердостью 1200 Н 3. Из трех фракций были сделаны остроконечные резцы, которые были геометрически идентичны наконечникам из карбида, диаметром 9 мм, длиной 18 мм с конической верхней частью в то же самое время припаянным твердым припоем.
Испытания производили на конкретном дорожном строгальном станке с указателем СР 2000.
Диаметр барабана: 1 м, ширина барабана 2,2 м, скорость кирки (лома): 2,0 м/с, глубина резания: 25 мм. 180 инструментов, 60 на фракцию, были поровну распределены в барабане.
Результаты испытаний (средние значения для 50-ти инструментов) даны в табл.5
Пример 6
Из маленьких порций продукции производили головки для цилиндрических сверл диаметром 12 мм, которые имели многофазную структуру. Средний размер частиц WC составил 3,5 μм, а номинальное содержание кобальта составило 13,5% по весу. Добавленный кобальт представлял собой сверхтонкий сферический кобальтовый порошок с размером зерна по Фишеру 0,3 μм. Прессованные металлокерамические заготовки металлокерамического сплава спекали при 1340oC. Соответствующие головки получали при тех же самых параметрах производства, кроме температуры спекания, которая составила 1380oC. Эти головки возникли от порошка металлокерамического сплава, смешанного с традиционным порошком кобальта с размером зерна по Фишеру 1,4 μм. Все головки подвергли термической обработке в науглероженной атмосфере в течение 2 ч. При последующем осмотре микроструктуры головок, полученных из двух порций, можно было увидеть многофазную структуру с сердцевиной, которая содержала эта-фазу, окруженную зоной поверхности из металлокерамического сплава, не содержащего эта-фазу, и имеющего низкое содержание кобальта на поверхности и более высокое содержание кобальта около эта-фазной "сердцевины".
Изучение микропроб микрошлифов дало следующие результаты:
Фракция А (со сверхтонким кобальтом):
Эта-фазная сердцевина: (диаметр 5,0 мм)
Средний размер зерна эта-фазы: 4,1 μм
Среднее содержание кобальта: 11,5% вес.
Зона "богатая" кобальтом: (ширина 1,5 мм)
Среднее содержание кобальта: 14,2% вес.
Зона, обедненная кобальтом: (ширина 2,0 мм)
Среднее содержание кобальта: 10,0% вес.
Фракция В (согласно предшествующему уровню в данной области, использующей традиционный кобальт)
Эта-фазная сердцевина (диаметр 7,0 мм)
Средний размер зерна эта-фазы: 4,8μм
Среднее содержание кобальта: 11,5% вес.
Зона "богатая" кобальтом: (ширина 1 мм)
Среднее содержание кобальта: 15,3% вес.
Зона, обедненная кобальтом: (ширина 1,5 мм)
Среднее содержание кобальта: 8,7% вес.
На поверхностной зоне пористости не было видно, очевидно, что головки, полученные в соответствии с изобретением, дали более отчетливую многофазную структуру с более высоким градиентом кобальта на поверхностной зоне.
Пример 7
Проводили испытания на износ и ударную вязкость вращающихся буров в карьере медного месторождения. Вращающиеся буры были типа CS размером 9 7/8 дюйма и состояли из 3 цилиндрический корпусов со сферическими головками. Диаметр головок составил 12 мм. Для одного вращающегося бура головки в соответствии с изобретением располагали во всех положениях в ряду 1. При испытаниях использовали 3 типа вращающихся буров.
Бур А. Головки располагали в соответствии с примером 6 за исключением сравнительных головок, имеющих состав согласно предшествующему уровню в данной области.
Бур Б. Сравнительные головки примера 6, соответствующие предшествующему уровню в данной области, находятся во всех положениях.
Бур С. Стандартный металлокерамический твердый сплав с тем же самым составом, что и в примере 6, но не содержащий эта-фазу и без многослойной структуры.
Оборудование для бурения: 1 рсе. ВЕ 45R
Питание:
Исходный материал: 0-60000 фунтов
Число оборотов в минуту: 60 85
Глубина отверстия: 18 20 м
Тип породы: биотитовый гнейс, слюдяной сланец
Результаты представлены в табл.6
Фракции в соответствии с изобретением имеют тем больший срок службы, чем больше скорость бурения.
Измеряли изнашиваемость головок после того, как было пробурено 800 м.
Результаты.
Фракция А
Ряд 1. Головки в соответствии с изобретением средняя изнашиваемость 3,0 мм.
Ряд 2. Средняя изнашиваемость 2,8 мм.
Ряд 3. Средняя изнашиваемость 2,5 мм.
Профиль изнашиваемости показал эффект самозаточки, благодаря изнашиваемости, похожей на "яичную скорлупу". Этот эффект был наиболее заметен в ряду 1. Одна головка в ряду 1 отсутствовала.
Фракция В
Ряд 1. Средняя изнашиваемость 3,2 мм.
Ряд 2. Средняя изнашиваемость 2,8 мм.
Ряд 3. Средняя изнашиваемость 2,4 мм.
Износ головок был типа "яичной скорлупы". 3 головки из одного цилиндрического конуса ряда 1 и две головки соответственно первые из двух других конусов отсутствовали. В ряду 2 отсутствовали 2 головки.
Фракция С.
Ряд 1. Средняя изнашиваемость 3,6 мм.
Ряд 2. Средняя изнашиваемость 3,0 мм.
Ряд 3. Средняя изнашиваемость 2,6 мм.
Пять головок из одного цилиндрического конуса ряда 1 и четыре соответственно первые из двух других конусов отсутствовали. Скорость проникновения была замедленной после того, как пробурили 800 м.
Этот опыт дал удивительно хорошие результаты для вращающихся буров, снабженных головками, выполненными в соответствии с изобретением. Проникновение вращающегося бура было также очень хорошим.
Пример 8
Из 91,0 8,5 WC (2 μм/Со (1,2 μм смеси порошка приготовили гранулы (далее: основные гранулы) в соответствии с традиционной методикой. Затем к гранулам добавили достаточное количество кобальта (полиолевого типа, крупностью 1 μм) до достижения соответствующей пропорции С/Со, равной 88:12. После перемешивания в течение 30 мин в смесителе турбулентного типа образующуюся смесь (модифицированные гранулы) испытывали на текучесть в соответствии с ISO 4490, при этом были получены следующие результаты, (время/100 г, с):
Основные гранулы 53
Модифицированные гранулы 46
После прессования и спекания металлокерамических твердый сплав приготавливали с основными и модифицированными гранулами. Определяли твердость по Викерсу, были получены следующие результаты (НV50):
Основные гранулы 1455
Модифицированные гранулы 1300
Как ожидалось, твердость металлокерамического сплава с модифицированными гранулами была меньше, чем таковая металлокерамического сплава с основными гранулами с точки зрения более высокого содержания кобальта. Структура карбидов, полученных с модифицированными гранулами, была удовлетворительной.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОКЕРАМИЧЕСКИЙ СПЛАВ С ПОВЕРХНОСТНОЙ ЗОНОЙ, ОБОГАЩЕННОЙ СВЯЗУЮЩЕЙ ФАЗОЙ, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 1993 |
|
RU2116161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОЗИТНОГО ПОРОШКА | 1995 |
|
RU2122923C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2726135C1 |
| РЕЖУЩАЯ ПЛАСТИНА ИЛИ ГОЛОВКА ИНСТРУМЕНТА ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ГОРНОМ ДЕЛЕ И СТРОИТЕЛЬСТВЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2364700C2 |
| СПОСОБ СОЗДАНИЯ ПОРОШКА КЕРМЕТА ИЛИ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2015 |
|
RU2687332C2 |
| ПУАНСОН ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2011 |
|
RU2563073C2 |
| РЕЖУЩАЯ ПЛАСТИНА НА ОСНОВЕ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА С ПОКРЫТИЕМ | 1990 |
|
RU2010888C1 |
| ТВЕРДОСПЛАВНОЕ ИЗДЕЛИЕ С УЛУЧШЕННЫМИ ВЫСОКОТЕМПЕРАТУРНЫМИ И ТЕРМОМЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1997 |
|
RU2186870C2 |
| Способ получения спеченного твердого сплава | 2017 |
|
RU2679026C1 |
| СОСТАВНОЙ ВАЛОК | 2014 |
|
RU2684464C2 |
Сущность изобретения является способ получения спеченного изделия из металлокерамического твердого сплава, содержащего одну и более твердых составляющих и связующую фазу на основе кобальта, никеля и/или железа. При приготовлении шихты по крайней мере часть порошка связующей фазы используют в виде неагломерированных частиц сферической формы. Порошок связующей фазы имеет размер менее 1 мкм. Шихту измельчают, прессуют и спекают. Спекание проводят при температуре 1375-1450oC. Способ позволяет улучшить свойства изделий из твердых сплавов. 15 з. п. ф-лы, 6 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кипарисов С.С., Либенсон Г.А | |||
| Порошковая металлургия | |||
| - М.: Металлургия, 1972, с | |||
| ИНЕРЦИОННО-АККУМУЛЯТОРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ОТКРЫВАНИЯ И ЗАКРЫВАНИЯ ВЕРТИКАЛЬНОГО КЛИНОВОГО ЗАТВОРА ОРУДИЙ | 1912 |
|
SU510A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3532493, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

