Данное изобретение относится к имеющим покрытие металлокерамическим вставкам с поверхностной зоной, обогащенной связующей фазой, и к способу их изготовления. Конкретнее, данное изобретение относится к покрытым вставкам, в которых поверхностная зона, обогащенная связующей фазой, модифицирована таким образом, что может быть достигнуто уникальное сочетание ударной вязкости и сопротивления пластической деформации.
Покрытые металлокерамические вставки с поверхностной зоной, обогащенной связующей фазой, в настоящее время широко применяются для механической обработки стали и нержавеющих материалов. Благодаря поверхностной зоне, обогащенной связующей фазой, достигается расширение области их применения.
Способы образования поверхностных зон, обогащенных связующей фазой, на металлокерамических сплавах, содержащих WC, кубическую фазу и связующую фазу, известны как способы градиентного спекания.
В патентах США N 4277283, N 4610931 описываются способы обогащения связующей фазой путем растворения кубической фазы вблизи поверхностной вставки. При их способах требуется, чтобы кубическая фаза содержала некоторое количество азота, поскольку для растворения кубической фазы при температуре спекания необходимо парциальное давление азота - активность азота - в спекаемой массе, превышающее парциальное давление азота в атмосфере спекания. Азот может быть добавлен с порошком и/или через атмосферу печи в начале цикла спекания. Растворение кубической фазы происходит в небольших объемах, которые будут заполнены связующей фазой, дающей необходимое обогащение связующей фазой. В результате получают поверхностную зону толщиной обычно около 25 мкм, состоящую, по существу, из WC и связующей фазы. Ниже этой зоны существует зона с обогащением кубической фазой и с соответствующим обеднением связующей фазой. В результате эта зона приобретает хрупкость и в ней легче возникают трещины.
Давно известна способность определенных металлокерамических материалов образовывать слоистую структуру. Степень обогащения связующей фазой в этой зоне и ее глубина ниже поверхности сильно зависят от промежуточного равновесия и от скорости охлаждения в стадии затвердевания после спекания. Для контролируемого образования напластованных слоев промежуточное равновесие, т.е. соотношение между количеством карбиднитридобразующих элементов и количеством углерода и азота следует контролировать в узких пределах состава.
По сравнению со слоистыми металлокерамическими сплавами металлокерамические сплавы с обогащением связующей фазой, образованные путем растворения кубической фазы, обычно отличаются довольно низкой ударной вязкостью в сочетании с очень высоким сопротивлением пластической деформации. Сравнительно низкой уровень ударной вязкости и высокое сопротивление деформации, проявляемые металлокерамическими сплавами этого типа, во многом обусловлены обогащением кубической фазой и соответствующим обеднением связующей фазой в зоне, расположенной ниже зоны с обогащенной связующей фазой.
Металлокерамические сплавы, содержащие чередующиеся градиенты связующей фазы, обычно отличаются весьма хорошей ударной вязкостью в сочетании с несколько худшим сопротивлением пластической деформации. Такая ударная вязкость обусловлена как обогащением связующей фазой, так и слоистой структурой в месте обогащения связующей фазой. Пониженное сопротивление пластической деформации в наибольшей степени вызвано местным скольжением в напластованных слоях связующей фазы, ближе всего расположенных к поверхности. Это скольжение обусловлено очень сильными сдвигающими напряжениями в зоне резания.
Как установлено, при сочетании обогащения связующей фазой посредством растворения кубической фазы с необходимыми условиями, приводящими к образованию напластованных слоев, получается уникальная структура. По сравнению с ранее известными структурами структура согласно изобретению отличается более глубоко расположенными напластованными слоями и более нижним и наименее сильным максимальным обогащением связующей фазой. Возможность сочетания растворения кубической фазы с образованием напластованных слоев предоставляет новые возможности для получения оптимальных свойств металлокерамических сплавов на основе карбида вольфрама, используемых для режущих инструментов.
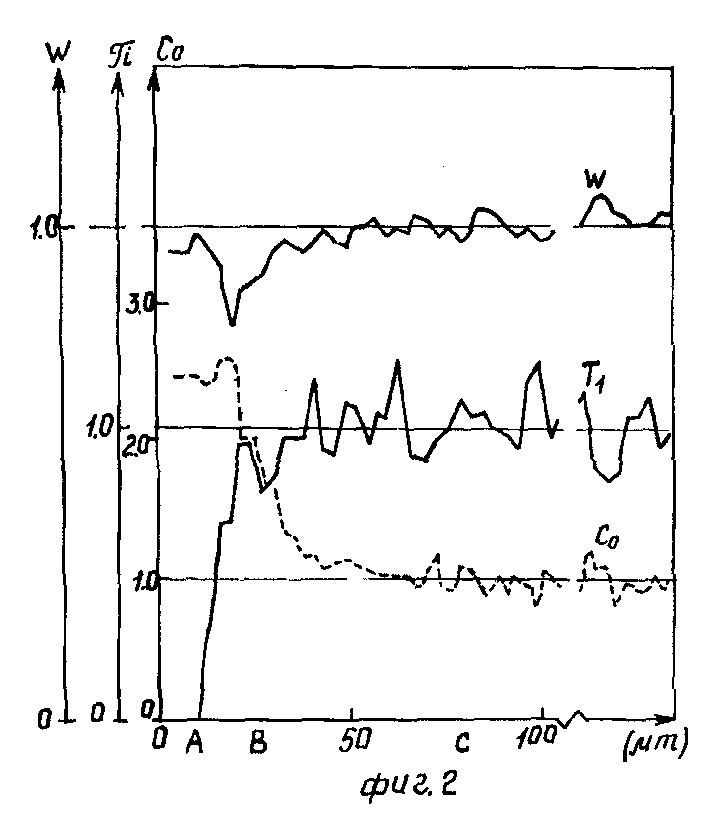
На фиг. 1 с увеличением в 1200 раз показана структура поверхностной зоны, обогащенной связующей фазой в соответствии с данным изобретением. На фиг. 2 показано распределение Ti, Co и W в поверхностной зоне, обогащенной связующей фазой, согласно данному изобретению.
На фиг. 1 и 2 A+B обозначают поверхностную зону, обогащенную связующей фазой, C - внутреннюю зону и S - напластованные слои связующей фазы.
Согласно данному изобретению теперь предлагается металлокерамический сплав с поверхностной зоной A + B толщиной a менее 75 мкм, предпочтительно 20 - 50 мкм, обогащенной связующей фазой (фиг. 1 и 2). Наружная часть A этой поверхностной зоны толщиной, по крайней мере, 10 мкм, предпочтительно менее 25 мкм, обогащенной связующей фазой, по существу свободна от кубической фазы. Внутренняя часть B поверхностной зоны толщиной, по крайней мере, 10 мкм, предпочтительно менее 30 мкм, содержит кубическую фазу, а также напластованные слои связующей фазы S. В этой внутренней части поверхностной зоны напластованные слои связующей фазы являются толстыми и хорошо развитыми, в то время как в наружной части поверхностной зоны они тонкие и очень мало простирающиеся. Содержание связующей фазы в поверхностной зоне, обогащенной этой фазой, выше номинального содержания связующей фазы во всей массе и имеет максимум во внутренней части B, превышающий номинальное содержание связующей фазы в 1,5-4 раза, предпочтительно в 2-3 раза. Кроме того, содержание вольфрама во внутренней B поверхностной зоны меньше, чем номинальное содержание вольфрама во всей массе, и равно менее 0,95, предпочтительно 0,75 - 0,9 номинального содержания вольфрама. Поверхностная зона, обогащенная связующей фазой, а также расположенная ниже ее зона C толщиной около 100 - 300 мкм с по существу номинальным содержанием WC, кубической фазы и связующей фазы не содержит никакого графита. Однако внутри металлокерамического сплава, соответствующего данному изобретению, C-пористость равнялась CO4 - CO8. Наверху поверхности металлокерамического сплава имеется слой кобальта и/или графита толщиной 1 - 2 мкм.
Данное изобретение применимо к металлокерамическим сплавам с варьируемыми количествами связующей фазы и кубической фазы. Связующая фаза предпочтительно содержит кобальт и растворенные карбидообразующие элементы, такие как вольфрам, титан, тантал и ниобий. Однако нет никаких оснований полагать, что намеренное или ненамеренное добавление никеля или железа должно заметно повлиять на результат. Небольшие добавки металлов, которые могут образовывать междуметаллические фазы со связующей фазой или любой другой формой дисперсии, также заметно не повлияют на результат.
Количество элементов, образующих связующую фазу, может изменяться в пределах между 2 и 10 мас.%, предпочтительно между 4 и мас.%. Количество элементов, образующих кубическую фазу, может изменяться довольно свободно. Этот процесс применим для металлокерамических сплавов с разным количеством титана, тантала, ниобия, ванадия, вольфрама и/или молибдена. Оптимальное сочетание ударной вязкости и сопротивления деформации достигается при количестве кубического карбида, соответствующем 4 - 15 мас.% элементов, образующих кубический карбид, титана, тантала, ниобия и т.д., предпочтительно 7 - 10 мас. %. Количество добавленного азота, введенного с порошком или в процессе спекания, определяет скорость растворения кубической фазы при спекании. Оптимальное количество азота зависит от количества кубической фазы и может изменяться в пределах между 0,1 и 3 мас.% на 1 мас.% элементов группы IVБ и VБ.
Количество углерода в связующей фазе, необходимое для достижения желаемой слоистой структуры в соответствии с данным изобретением, совпадает с эвтектическим составом, т. е. с насыщением графитом. Таким образом, оптимальное количество графита является функцией всех других элементов, и его невозможно легко определить. Содержание углерода можно контролировать либо очень точным проведением процесса смешивания и спекания, либо науглероживанием в связи со спеканием.
Производство металлокерамических сплавов в соответствии с данным изобретением наиболее предпочтительно осуществлять путем спекания предварительно спеченной или уплотненной азотсодержащей массы, которое для образования напластованных слоев проводится при вышеобсуждавшемся оптимальном количестве углерода, в инертной атмосфере или вакууме, в течение 15 - 180 мин, при 1380 - 1520oC, и последующего медленного охлаждения со скоростью 20 - 100 град/ч, предпочтительно 40 - 75 град/ч через зону затвердевания 1300 - 1220oC, предпочтительно 1290 - 1250oC. Альтернативный процесс включает спекание слегка субэвтектической массы в науглероживающей атмосфере, содержащей смесь CH4H2 и/или CO2/CO, в течение 30 - 180 мин при 1380 - 1520oC и последующее медленное охлаждение согласно вышеизложенному в аналогичной атмосфере, предпочтительно в инертной атмосфере или в вакууме.
На вставки из металлокерамических сплавов, соответствующие данному изобретению, предпочтительно наносят сами по себе известные тонкие износостойкие покрытия с применением метода химического парового осаждения (ХПО). Предпочтительно вначале наносят самое нижнее покрытие из карбида, нитрида, карбонитрида, оксикарбида, оксинитрида или оксикарбонитрида, например, предпочтительно титана, а затем окисное верхнее покрытие, предпочтительно из окиси алюминия. Перед нанесением покрытия удаляют кобальтовый и/или графитовый слой наверху поверхности металлокерамического сплава, например, электролитическим травлением или струйной очисткой.
Пример 1. Вставки для точения C11MG 120408 прессовали из порошкообразной смеси, состоящей из 2,2 мас.% Ti C, 0,4 мас.% TI CN, 3,6 мас.% TaC, 2,4 мас. % NbC, 6,5 мас.% Co и остальное - WC с содержанием 0,25 мас.% сверхстехиометрического углерода. Вставки спекали в H2 при температуре вплоть до 450oC для обеспарафинирования, а затем в вакууме до 1350oC и после этого в защитной атмосфере Ar в течение 1 ч при 1450oC. Эта часть процесса соответствует обычной практике. Охлаждение осуществляли при хорошо контролируемом понижении температуры со скоростью 60 град/ч в интервале температур 1200 - 1240oC в этой же защитной атмосфере, что и при спекании. После этого охлаждение продолжали подобно нормальному охлаждению в печи с сохранением защитной атмосферы.
По структуре поверхностная зона вставок, обогащенная связующей фазой, имела наружную часть A толщиной 15 мкм с умеренным обогащением связующей фазой и с по существу отсутствием кубической фазы, в которой была слабо развита слоистая структура связующей фазы. Ниже этой наружной части была расположена зона B толщиной 20 мкм, содержащая кубическую фазу и имеющая сильное обогащение связующей фазой в виде слоистой структуры связующей фазы. Максимальное содержание кобальта в этой части составляло около 17 мас.%. Еще ниже этой части B имелась зона C толщиной около 150 - 200 мкм c по существу номинальным содержанием кубической фазы и связующей фазы, но без графита. Внутри вставки графит присутствовал до содержания в CO8. На поверхности имелась тонкая пленка кобальта и графита. Эту пленку удаляли электрохимическим способом в сочетании со скруглением кромок. На вставки наносили покрытия толщиной около 10 мкм из Ti CN и Al2O3 с использованием известного метода ХПО.
Пример 2. Вставки для точения CNMG 120408 прессовали из порошкообразной смеси, подобной смеси в примере 1, но с содержанием около 0,20 мас% сверхстехиометрического углерода. Вставки спекали в H2 при температуре вплоть до 450oC для обеспарафирования, и затем в вакууме до 1350oC и после этого в течение 1 ч в науглероживающей атмосфере CH4/H2 при давлении 1 бар и температуре 1450oC. Охлаждение осуществляли в защитной инертной атмосфере при хорошо контролируемом понижении температуры со скоростью 60 град/с в интервале температур 1290 - 1240oC. После этого охлаждение продолжали подобно нормальному охлаждению в печи с сохранением защитной атмосферы.
Структура вставок была по существу идентичная структура вставок в предшествующем примере. Травление вставок, скругление их кромок и нанесение покрытий производили согласно примеру 1.
Пример 3. Сравнительный пример.
Из порошкообразной смеси, подобной смеси в примере 1, но с использованием Ti C вместо TI CN прессовали вставки аналогичного типа, которые спекали в соответствии с примером 1. По сравнению со структурой поверхностной зоны в примере 1, структура этой зоны вставок в этом примере отличалась тем, что зона A почти отсутствовала (менее 5 мкм), т.е. зона B с кубической фазой и сильным обогащением связующей фазой распространялась до поверхности, и отчетливый максимум кобальт составлял около 25 мас.%. Зона C имела такую же структуру, как и в примере 1. Травление вставок, скругление их кромок и нанесение покрытий производили согласно примеру 1.
Пример 4. Вставки для точения CNMG 120408 прессовали из порошкообразной смеси, состоящей из 2,7 мас.% T C, 3,6 мас.% TaC, 2,4 мас.% NbC, 6,5 мас.% Co и остальное - WC с содержанием 0,30 мас.% сверхстехиометрического углерода. Вставки спекали в H2 при температуре вплоть до 450oC для обеспарафинирования, затем в вакууме до 1350oC и после этого в защитной атмосфере Ar в течение 1 ч, при 1450oC. Эта часть процесса соответствует обычной практике.
Охлаждение осуществляли при хорошо контролируемом понижении температуры со скоростью 70 град/ч в интервале температур 1295 - 1230oC в той же защитной атмосфере, что и при спекании. После этого охлаждение продолжали подобно нормальному охлаждению в печи с сохранением защитной атмосферы.
По структуре поверхностная зона вставок имела наружную часть A толщиной 25 мкм с умеренным обогащением связующей фазой при по существу отсутствии кубической фазы и слоистой структуры связующей фазы. Ниже этой наружной части была расположена зона B толщиной 15 мкм, содержащая кубическую фазу и имевшая умеренное обогащение связующей фазой в виде слоистой структуры связующей фазы. Максимальное содержание кобальта в этой части составляло около 10 мас. %. Зона C и внутренняя часть вставок были такими же, как и в примере 1. Травление вставок, округление их кромок и нанесение покрытий производили согласно примеру 1.
Пример 5. Сравнительный пример.
Из порошкообразной смеси, подобной смеси в примере 1, прессовали вставки аналогичного типа, которые спекали в соответствии с примером 4, но без стадии контролируемого охлаждения.
По структуре поверхностная зона вставок имела самую наружную зону толщиной 20 - 25 мкм, умеренно обогащенную связующей фазой и по существу свободную от кубической фазы. Отсутствовала какая-либо тенденция к образованию слоистой связующей фазы. Ниже этой поверхностной зоны находилась зона толщиной около 75 - 100 мкм, обедненная связующей фазой и обогащенная кубической фазой. Минимальное содержание кобальта в этой зоне составляло около 5 мас.%. Внутренняя часть вставок имела C-пористость, CO8. Травление вставок, скругление их кромок и нанесение покрытий производили согласно примеру 4.
Пример 6. Вставки CN MG 120408 из примеров 1, 2, 3, 5 и 4 испытывали при прерывистой токарной обработке нелегированной стали с твердостью по Бринелю, равной 110. Испытание проводили при следующем режиме резания:
Скорость резания - 80 м/мин
Подача - 0,30 мм/об
Глубина резания - 2 см
30 режущих кромок каждого варианта работали до излома или максимум 10 мин. Ниже показан средний срок службы режущего инструмента.
Примеры - Средний срок службы режущего инструмента, мин
Пример 1 (изобретение) - 10 (без излома)
Пример 2 (изобретение) - 10 (без излома)
Пример 3 (известный способ) - 10 (без излома)
Пример 4 (изобретение) - 4,5
Пример 5 (известный способ) - 0,5
Чтобы по возможности сделать различия между примерами 1, 2 и 3, было повторено аналогичное испытание, но со смазочно-охлаждающей жидкостью. Получены следующие результаты:
Примеры - Средний срок службы режущего инструмента, мин
Пример 1 (изобретение) - 10 (все еще без излома)
Пример 2 (изобретение) - 10 )все еще без излома)
Пример 3 (известный способ) - 10 (все еще без излома)
Пример 4 (изобретение) - 1,5
Пример 5 (известный способ) - 0,1
Пример 7. Вставки из примеров 1, 2, 3, 4 и 5 испытывали при непрерывной токарной обработке сильнозакаленной стали с прочностью по Бринелю, равной 280. Использовали следующий режим резания:
Скорость резания - 250 м/мин
Подача - 0,25 мм/об
Глубина резания - 2 мм.
При работе возникала пластическая деформация режущей кромки, которая могла наблюдаться в виде износа задней грани на задней поверхности вставки. Время до износа задней грани в размере 0,4 мм измеряли для пяти режущих кромок, для каждой из которых получены следующие результаты:
Примеры - Средний срок службы режущего инструмента, мин
Пример 1 (изобретение) - 8,3
Пример 2 (изобретение) - 8,0
Пример 3 (известный способ) - 3,5
Пример 4 (изобретение) - 18,5
Пример 5 (известный способ) - 20,3
Как видно из примеров 6 и 7, вставки согласно данному изобретению (пример 4) показывают значительно лучшую ударную вязкость, чем вставки по известному способу, причем без значительного ухудшения их сопротивления деформации. Кроме того, вставки по данному изобретению в примерах 1 и 2 по сравнению с вставками по известному способу имеют явно лучшее сопротивление деформации без потери ударной вязкости. Очевидно, что может быть получен большой разброс в режущих свойствах и, следовательно, в области применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ИЗДЕЛИЯ ИЗ ТВЕРДОГО СПЛАВА | 1992 |
|
RU2096513C1 |
| РЕЖУЩАЯ ПЛАСТИНА ИЗ ТВЕРДОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2106932C1 |
| ТВЕРДЫЙ СПЛАВ С АЛЬТЕРНАТИВНЫМ СВЯЗУЮЩИМ ВЕЩЕСТВОМ | 2017 |
|
RU2731925C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ПОКРЫТИЯ | 1993 |
|
RU2117074C1 |
| ВСТАВКА РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2131329C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ TI, TI-СПЛАВОВ И СПЛАВОВ НА ОСНОВЕ NI | 2017 |
|
RU2741728C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА И ПОЛУЧАЕМЫЙ ПРИ ЕГО ПОМОЩИ ПРОДУКТ | 2014 |
|
RU2694401C2 |
| РЕЖУЩАЯ ПЛАСТИНА НА ОСНОВЕ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА С ПОКРЫТИЕМ | 1990 |
|
RU2010888C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ РЕЗЕЦ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2266346C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2012 |
|
RU2618035C2 |
Данное изобретение относится к покрытиям металлокерамических вставок с поверхностной зоной. Способ включает в себя обогащение связующей фазой путем растворения кубической фазы в необходимых условиях, которые вызывают образование напластованных слоев. Возможность сочетания растворения кубической фазы с образованием напластованных слоев предоставляет новые возможности для получения оптимальных свойств металлокерамических сплавов на основе карбида вольфрама для режущих инструментов. Растворение кубической фазы перемещает зону с максимальным количеством слоистой связующей фазы от поверхности к зоне, вблизи и ниже фронта растворения. Контролируют глубину растворения, промежуточное равновесие, скорость охлаждения и обеспечивают получение металлокерамического сплава с уникальным сочетанием ударной вязкости и сопротивления пластической деформации. 3 с. и 2 з.п. ф-лы, 2 ил.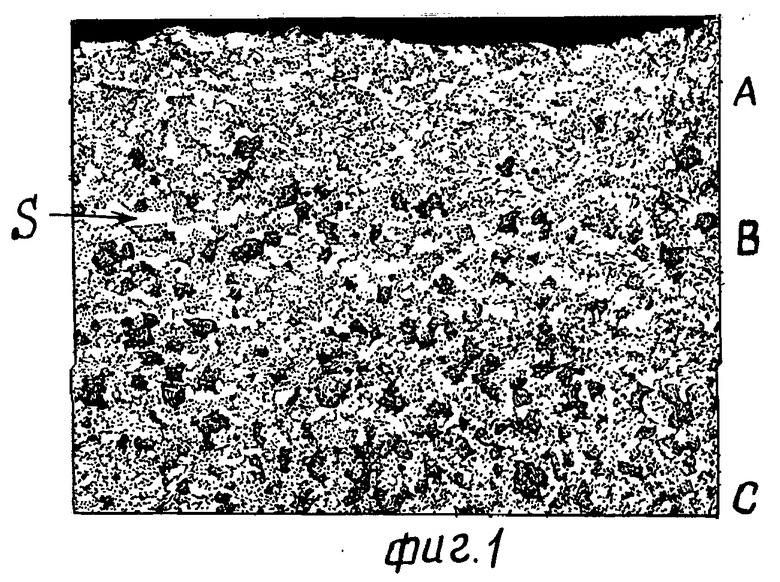
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4277283, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4610931, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

