ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу создания гранул порошка плотного и имеющего сферическую форму цементированного карбида или кермета. Настоящее изобретение также относится к порошку, произведенному с использованием этого способа, а также к использованию упомянутого порошка в аддитивном производстве, таком как трехмерная печать с помощью методики струйного нанесения связующего вещества.
Кроме того, настоящее изобретение относится к способу горячего изостатического прессования (HIP) для производства продукта с использованием упомянутого порошка.
УРОВЕНЬ ТЕХНИКИ
Аддитивное производство, также известное как трехмерная (3D) печать, представляет собой способ создания трехмерных твердых компонентов по цифровой модели с использованием аддитивного способа. В таком способе слои материала укладываются последовательно один на другой, и компонент создается послойно. Трехмерная печать отличается от традиционных методик механической обработки тем, что она представляет собой способ постепенного построения формы, тогда как традиционная механическая обработка обычно полагается на удаление материала из обрабатываемой детали такими способами, как резание или сверление, и тем самым формирование окончательной формы.
В одном примере способа трехмерного печати типа струйного нанесения связующего вещества первый слой порошка распыляется по поверхности. Жидкое связующее вещество осаждается (печатается) на поверхности в соответствии с рисунком, предопределенным цифровой моделью. Затем второй слой порошка распыляется для следующего предопределенного рисунка, подлежащего печати. Этот способ повторяется до тех пор, пока формирование трехмерно напечатанного сырого тела не будет завершено. Также может потребоваться последующий способ отверждения для того, чтобы улучшить прочность некоторых термоотверждающихся полимеров. Трехмерно напечатанное сырое тело после удаления свободного (не содержащего связующего вещества) порошка готово к последующему способу удаления связующего вещества и спекания. Например, компоненты кермета, цементированного карбида или металла могут быть произведены с помощью описанной процедуры. Конечная плотность и качество спеченного продукта зависят, например, от условий спекания и свойств самого порошка. Один пример создания кермета с помощью способа трехмерной печати из порошка раскрывается в публикации «(Ti,W)C-Ni cermets by laser engineered net shaping» by Y. Xiong et al., Powder Metallurgy 2010, vol 53, No. 1, page 41-46.
Существует постоянная потребность в том, чтобы сделать возможным производство продуктов высокого качества из керметов или цементированного карбида с помощью методик трехмерной печати. Это подразумевает высокие требования к порошку, который будет использоваться в этом способе. Примерами особенностей, которыми нужно управлять при производстве компонента, являются размер зерна, пористость и устойчивость формы и усадка продукта. Это подразумевает высокие требования к порошку, который будет использоваться, поскольку качество и свойства порошка являются существенными для качества конечного компонента.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Один аспект настоящего изобретения заключается в том, чтобы предложить способ создания порошка, который мог бы использоваться в трехмерной печати для производства продуктов из цементированного карбида или кермета. Дополнительным аспектом является предложить способ создания порошка, который удовлетворял бы по меньшей мере некоторым из вышеупомянутых требований. Другим дополнительным аспектом настоящего изобретения является предложить способ горячего изостатического прессования, применяющий порошок, как определено выше или ниже, который обеспечивал бы цементированные карбиды или керметы с улучшенными твердостью и сопротивлением износу.
Эти аспекты достигаются способом в соответствии с пунктом 1 формулы изобретения и порошком в соответствии с пунктом 11 формулы изобретения, а также способом в соответствии с пунктом 14 формулы изобретения. Предпочтительные варианты осуществления раскрываются в зависимых пунктах формулы изобретения.
Одно преимущество способа в соответствии с пунктом 1 формулы изобретения состоит в том, что возможно преобразовать порошок из сферических гранул, содержащих агломерированные (пористые) составные части кермета или цементированного карбида, в порошок, содержащий плотные и сферически сформированные гранулы кермета или цементированного карбида. Упомянутый порошок может быть произведен с меньшими проблемами слипания гранул или их спекания вместе (в дальнейшем упоминаемое как «межгранулярное спекание»), поскольку порошок ингибитора предотвращает контакт между индивидуальными сферически сформированными гранулами во время уплотнения при спекании. Межгранулярное спекание обычно вызывает склеивание спеченного порошка, и тем самым формируются агломераты совместно спеченных гранул, или даже спекшаяся масса (кек) из порошка. Спеченный кек из порошка можно размолоть, чтобы снова сформировать порошок с некоторой степенью разрушения гранул, потери сферической формы некоторых гранул и уменьшенного количества мельчайших сферических гранул.
Другое преимущество этого способа, как определено выше или ниже, состоит в том, что сферическая форма из гранулированного состояния в качестве пористых гранул может быть сохранена во время спекания, и таким образом можно получить порошок, содержащий плотные и сферически сформированные гранулы кермета или цементированного карбида. Сферическая форма гранул является выгодной, поскольку порошок из сферически сформированных гранул имеет хорошие свойства текучести и хорошие свойства упаковывания.
Кроме того, другое преимущество этого способа, как определено выше или ниже, состоит в том, что произведенный порошок плотных и сферически сформированных гранул кермета или цементированного карбида обладает высокой или даже полной плотностью в каждой грануле, и поэтому суммарный объем пор в полученном с помощью трехмерной печати теле будет меньше, чем был бы суммарный объем при использовании пористых и менее плотно упакованных гранул кермета или цементированного карбида. Такие аспекты плотности оказывают большое влияние на усадку и способность соответствовать предсказанной геометрии тела после последующего спекания или способа горячего изостатического прессования. Следует отметить, что большее полое пространство в грануле, проистекающее от сушки распылением, все еще может существовать.
Кроме того, еще одно преимущество этого способа, как определено выше или ниже, состоит в том, что произведенный порошок, благодаря плотным и сферически сформированным гранулам кермета или цементированного карбида, придает высокую плотность упаковки сырому телу. Это является выгодным из-за ограничения усадки во время последующей операции спекания сырого тела.
Кроме того, высокая плотность упаковки способствует достижению высокой спеченной плотности, что может быть решающим для достижения закрытой пористости (то есть не взаимосвязанной пористости). Только за счет полученного состояния закрытой пористости тело может быть дополнительно уплотнено до полной плотности следующим после спекания способом горячего изостатического прессования.
Порошок, произведенный в соответствии с настоящим изобретением, может использоваться в области порошковой металлургии (PM), например для производства почти окончательно сформированных компонентов из цементированного карбида или кермета. Прикладная область настоящего изобретения определяется как порошковое исходное сырье для методик трехмерной печати струйного нанесения связующего вещества, а также для производства почти окончательно сформированных компонентов с помощью способа горячего изостатического прессования. Альтернативно этот порошок может использоваться в других типах технологий аддитивного производства, а также в других методиках порошковой металлургии.
Одно преимущество способа, определенного выше или ниже, состоит в том, что полученный компонент может быть полностью плотным почти окончательно или окончательно сформированным компонентом, и таким образом полученный компонент не будет иметь почти никаких пустот или вообще не будет иметь никаких пустот.
Другое преимущество способа, определенного выше или ниже, состоит в том, что когда сплав циркония или сплав титана используется в качестве капсульного материала, слой ZrC или TiC формируется границе контакта между капсулой и цементированным карбидом или керметом. Этот карбидный слой является плотным и не имеет почти никаких трещин, и поэтому предотвращает большую часть взаимной диффузии между капсулой и порошком, определенным выше или ниже. Таким образом, этот карбидный слой тем самым ограничивает потерю углерода из цементированного карбида или кермета в капсульный материал и поддерживает химический баланс и стабильность цементированного карбида или кермета. Кроме того, этот карбидный слой обеспечивает условия для предотвращения формирования карбидов с низким содержанием углерода, таких как, например, M2C, M6C и M12C. Таким образом, различные сорта сплавов Zr (циркония) или Ti (титана) могут использоваться для капсульного материала. Кроме того, чистый Ti или чистый Zr могут использоваться в качестве капсульного материала.
Другие аспекты, преимущества и новые особенности настоящего изобретения станут более понятными из следующего подробного описания настоящего изобретения при его рассмотрении в совокупности с сопроводительными чертежами и формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 показывает изображение плотных гранул цементированного карбида, изготовленных в соответствии с Примером 2, полученное с помощью сканирующего электронного микроскопа (SEM) с увеличением приблизительно 1500X.
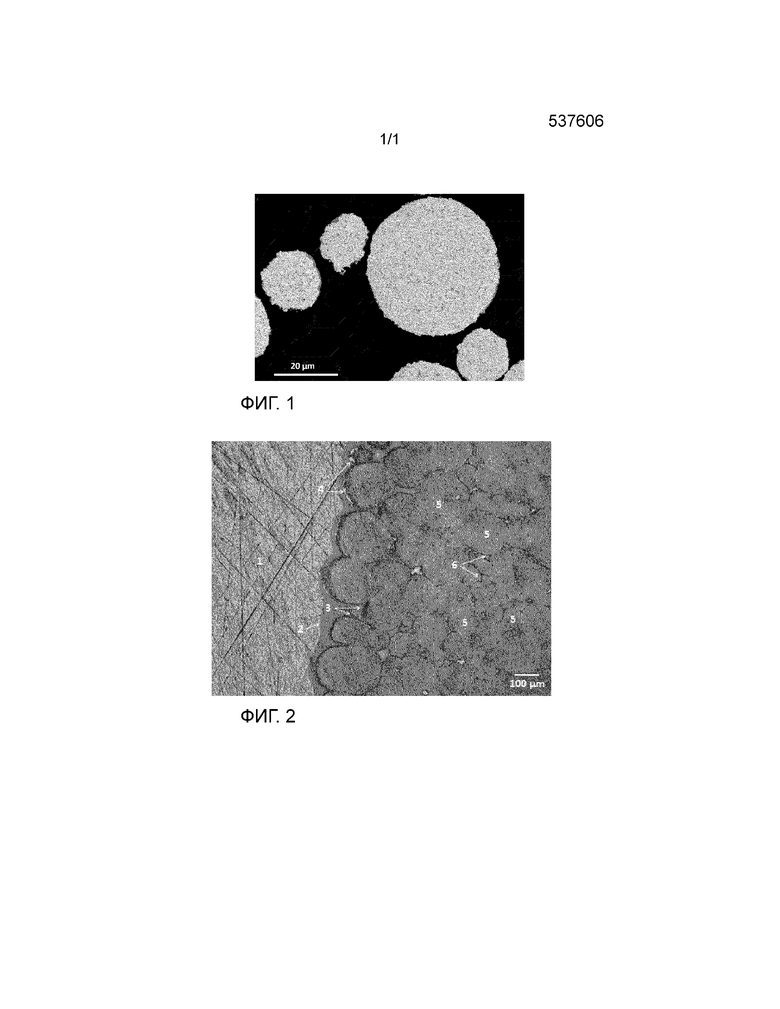
Фиг. 2 показывает изображение поперечного сечения границы между циркониевой капсулой и компонентом цементированного карбида, который был получен в соответствии с способом, определенным выше или ниже, где 1=Zr; 2=ZrC; 3=богатая цирконием область предэвтектики Zr/Co; 4=подкарбидная фаза; 5=предшествующие частицы; 6=выдавленная фаза связующего кобальта.
ОПРЕДЕЛЕНИЯ
Термин «кермет» в настоящем документе означает материал, содержащий керамическую фазу, то есть твердые составляющие, а также металлическую фазу связующего вещества.
Термин «цементированный карбид» в настоящем документе означает материал, содержащий керамическую фазу, то есть твердые составляющие, а также металлическую фазу связующего вещества, где керамическая фаза содержит WC, а металлическая фаза содержит Co и опционально один или больше из Ni, Fe, Cr и Mo.
Термин «гранула» относится к агломерированному состоянию смеси, которое производится, например, посредством сушки распылением.
Термин «плотная гранула» относится к спеченной и уплотненной грануле.
Термин «спекание» является общим обозначением для способа, в котором нагревание в контролируемой атмосфере проводится для того, чтобы минимизировать поверхность зернистой системы, что связывается главным образом с образованием связей между соседними частицами или гранулами и усадкой агрегированных частиц или гранул.
Термин «внутригранулярное спекание» относится к спеканию внутри гранулы, вызывающему уплотнение и усадку индивидуальных гранул и образование плотной и сферически сформированной гранулы.
Термин «межгранулярное спекание» относится к созданию спеченных связей между соседними гранулами.
Термин «сырое тело» относится к телу, содержащему гранулы, которые связаны органическим связующим веществом.
Термин «солидус» относится к определенной температуре, превышение которой приводит к началу формирования жидкой фазы.
Использующийся в настоящем документе термин «приблизительно» означает +/-10% от числового значения.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение относится к способу создания гранул порошка плотного и имеющего сферическую форму цементированного карбида или кермета, который содержит стадии:
(a) формирования сферически сформированных гранул, содержащих металл, твердые составляющие и органическое связующее вещество;
(b) смешивание упомянутых сферически сформированных гранул с порошком ингибитора спекания для того, чтобы сформировать смесь сферически сформированных гранул и порошка ингибитора спекания;
(c) загрузку смеси сферически сформированных гранул и порошка ингибитора спекания в камеру печи;
(d) термическую обработку смеси, полученной на стадии (b), в камере печи при температуре спекания для того, чтобы удалить органическое связующее вещество из сферически сформированных гранул и спечь твердые составляющие части с металлом в каждой сферически сформированной грануле, и тем самым формирование смеси спеченных плотных сферически сформированных гранул и порошка ингибитора спекания;
(e) выгрузку смеси спеченных плотных сферически сформированных гранул и порошка ингибитора спекания из камеры печи; и
(f) отделение порошка ингибитора спекания от спеченных плотных сферически сформированных гранул, посредством чего формируется порошок из гранул плотного и сферически сформированного кермета или цементированного карбида.
Формирование сферически сформированных гранул, содержащих металл, твердые составляющие и органическое связующее вещество, предпочтительно выполняется сушкой распылением. Органическое связующее вещество может представлять собой, например, полиэтиленгликоль (PEG). Металл обычно представляет собой кобальт (Co) или смесь Co с одним или более из никеля (Ni), железа (Fe), хрома (Cr) и молибдена (Mo). Твердые составляющие могут представлять собой, например, WC, TiC, TiN, Ti(C, N) и/или NbC. Стадия обеспечения гранул со сферической формой является важной, поскольку последующий способ нагревания будет идеально создавать гранулы так, чтобы они сжимались, но при этом сохраняли их первоначальную сферическую форму.
Стадия смешивания сферически сформированных гранул с порошком ингибитора спекания для формирования смеси сферически сформированных гранул и порошка ингибитора спекания может быть выполнена в обычном смесительном оборудовании, но при этом необходимо позаботиться о том, чтобы не деформировать сферическую форму гранул или уменьшить неумышленно размер сферически сформированных гранул.
Стадия загрузки смеси сферически сформированных гранул и порошка ингибитора спекания в камеру печи обычно может быть выполнена путем помещения упомянутой смеси в лоток или в сосуд, который может быть загружен в камеру печи.
Стадия термической обработки смеси сферически сформированных гранул и ингибитора спекания в печной камере при температуре спекания выполняется для того, чтобы удалить органическое связующее вещество из сферически сформированных гранул и спечь твердые составляющие с металлом в каждой сферически сформированной грануле, и тем самым сформировать смесь спеченных плотных сферически сформированных гранул и порошка ингибитора спекания. На начальной стадии спекания, обычно даже прежде, чем достигнута температура спекания, органическое связующее вещество будет испаряться и покидать сферически сформированные гранулы за счет дегазации. При температуре спекания металл и твердые составляющие будут спекаться и формировать плотные сферически сформированные гранулы.
Стадия выгрузки смеси спеченных плотных сферически сформированных гранул и порошка ингибитора спекания из печной камеры может быть выполнена после стадии охлаждения, на которой смесь спеченных плотных сферически сформированных гранул и порошка ингибитора спекания достигает приблизительно комнатной температуры.
Стадия отделения порошка ингибитора спекания от спеченных сферически сформированных плотных гранул может быть выполнена в одной или нескольких последовательных стадиях с использованием одной или нескольких методик. Результатом разделения является порошок из гранул плотного и сферически сформированного кермета или цементированного карбида и отдельный порошок ингибитора. Порошок ингибитора предпочтительно может повторно использоваться в способе, следующем после способа в соответствии с настоящим изобретением.
Целью использования порошка ингибитора является препятствовать тому, чтобы сферически сформированные гранулы устанавливали межгранулярные связи во время спекания. Без использования порошка ингибитора спекания прочные межгранулярные связи будут формироваться во время спекания при температурах выше температуры солидуса металла. В этом случае механические усилия должны быть применены (например, в дезинтеграторе) для того, чтобы разорвать эти межгранулярные связи. Однако во время такой операции некоторая доля гранул будет с большой вероятностью расколота и разрушена, в то время как другая доля не сможет быть разделена на индивидуальные гранулы. Последний случай наиболее очевиден для самых мелких гранул, которые трудно отделить от других мелких гранул или от более крупных гранул. Следовательно, степень сферичности при этих обстоятельствах будет уменьшаться. Использование порошка ингибитора в термической обработке спекания не мешает внутригранулярному спеканию, одновременно с этим предотвращая межгранулярное спекание. Таким образом, становится возможным экономически эффективно производить гранулы кермета или цементированного карбида, которые являются одновременно плотными и сферическими.
Одно преимущество способа в соответствии с настоящим изобретением состоит в том, что возможно производить порошок из плотных и сферически сформированных гранул с широким распределением размера гранул и/или со значительным количеством мелких гранул (размером < 30 мкм). Без использования ингибитора спекания в соответствии с настоящим изобретением становится очень трудным впоследствии отделить эти малые плотные гранулы друг от друга или от более крупных гранул путем размалывания или других способов. Это приводит к уменьшенному количеству мелких плотных гранул в порошке. Одно важное преимущество использования порошка ингибитора спекания состоит в том, что гранулы могут быть спечены при высоких температурах (намного превышающих температуру солидуса) без недостатков, связанных с такими высокими температурами при спекании без порошка ингибитора. Эта свобода выбора температуры может быть важной, особенно если печь неспособна управлять температурой точным образом во всей загрузке; а также может быть важной для достижения высокой производительности в печи. Высокая производительность здесь означает настолько быстрый цикл спекания, насколько это возможно, что эквивалентно высоким нагревательным нагрузкам, которые неизбежно приводят к сильному перегреву в некоторых частях загрузки относительных других частей. Без использования ингибитора спекания регулирование температуры загрузки должно быть очень точным, вероятно внутри диапазона +/-5°C, для того, чтобы соблюдать компромисс между противоположными целями достижения гранул с высокой плотностью и избегания формирования слишком твердого спеченного кека.
Порошок ингибитора должен быть адаптирован по размеру частиц и по количеству для того, чтобы достичь выгодных эффектов в соответствии с настоящим изобретением. Средний размер частиц порошка ингибитора предпочтительно не должен быть больше, чем средний размер сферически сформированных гранул, так как смешивание порошков тогда, скорее всего, не будет приводить к полному разделению сферически сформированных гранул и тем самым не будет решать задачу ингибирования межгранулярного спекания. Количество порошка ингибитора, необходимое для отделения сферически сформированных гранул друг от друга во время стадии спекания, нуждается в оптимизации, которая должна выполняться специалистом в данной области техники. Количество порошка ингибитора должно быть достаточно высоким для того, чтобы отделить сферически сформированные гранулы, но не больше того количества, которое необходимо для того, чтобы поддерживать высокую производительность печи.
В одном варианте осуществления настоящего изобретения пористость в каждой плотной сферически сформированной грануле кермета или цементированного карбида составляет менее 5 об.%, например менее 1 об.%, например менее 0,5 об.%. Низкая пористость является выгодной в тех приложениях, в которых выгода получается за счет высоких плотностей сырого тела, и для которых получение высокой плотности до спекания зависит от способности твердых несжимаемых гранул перераспределяться в плотно упакованную компоновку (например, измеряемую с помощью насыпной плотности утряски). В таких приложениях внутренняя пористость сферически сформированных гранул добавляется к пористости между гранулами, формируя полную пористость, и тем самым усадку окончательно произведенного плотного тела. Трехмерная печать путем струйного нанесения связующего вещества с последующим способом горячего изостатического прессования является примером таких приложений.
В одном варианте осуществления настоящего изобретения размер спеченных плотных сферически сформированных гранул в порошке кермета или цементированного карбида распределяется в диапазоне от 1 до 500 мкм, более типично в диапазоне от 5 до 200 мкм. Альтернативно спеченные плотные сферически сформированные гранулы имеют размер менее 50 мкм, например менее 30 мкм. Когда этот порошок используется для трехмерной печати сырых тел с последующим спеканием до почти полной плотности или по меньшей мере закрытой пористости, размер сферически сформированной гранулы предпочтительно составляет менее 50 мкм, например менее 30 мкм. Однако, что еще более важно для такого применения, фракция гранул с размером ниже 10 мкм составляет более 10 мас.% или более предпочтительно более 20 мас.% от всего распределения. В приложениях горячего изостатического прессования предпочтительно, чтобы непрерывное распределение размеров сферически сформированных гранул находилось в диапазоне от приблизительно 5 до приблизительно 500 мкм, например от приблизительно 10 до приблизительно 200 мкм.
Узкое распределение размера гранул может быть выгодным в силу меньших проблем сегрегации, например во время обработки, хранения и транспортировки порошка. Широкое распределение размера гранул может быть выгодным в приложениях, зависящих от высокой прочности и высокой плотности в сыром состоянии; например, в способе горячего изостатического прессования, когда капсула, заполненная порошком, имеющим широкое распределение, будет приобретать более высокую плотность упаковки по сравнению с более узким распределением размера гранул. С другой стороны, если свойство текучести имеет первостепенный интерес для данного применения, узкое распределение размера гранул может быть предпочтительным.
В одном варианте осуществления настоящего изобретения термическая обработка в печной камере выполняется при температуре спекания выше температуры солидуса металла в сферически сформированных гранулах. Когда температура спекания выше температуры солидуса, формируется жидкая фаза. Во время охлаждения, когда металл снова остывает до твердой фазы, сферически сформированные гранулы, контакту между которыми препятствует порошок ингибитора, будут формировать плотные и сферически сформированные гранулы, разделенные порошком ингибитора.
В одном варианте осуществления настоящего изобретения термическая обработка в печной камере выполняется при температуре спекания, которая превышает температуру солидуса металла в сферически сформированных гранулах на величину от приблизительно 30°C до приблизительно 100 °C, или на величину от 30°C до 100°C. Альтернативно спекание выполняется при температуре спекания, которая превышает температуру солидуса металла на величину приблизительно 100 °C, или от 100°C и выше.
В одном варианте осуществления настоящего изобретения порошок ингибитора содержит оксид, предпочтительно оксид иттрия. Оксид иттрия представляет собой оксид, который может выдержать спекание при температуре больше чем 1000°C, химически не реагируя с гранулами.
В одном варианте осуществления настоящего изобретения порошок ингибитора содержит углерод, предпочтительно графит. Преимущество использования углерода состоит в том, что на последующих стадиях отделения спеченных плотных сферически сформированных гранул от порошка ингибитора углерод, служащий в качестве ингибитора, может быть удален кроме физического разделения термохимическими способами, например с помощью воздушной сепарации или просеивания. Другое преимущество углерода состоит в том, что спекание, например, гранул цементированного карбида имеет тенденцию уменьшать содержание углерода, а при использовании углерода в качестве ингибитора это может быть компенсировано. Однако главное преимущество углерода состоит в том, что углерод не загрязняет спеченные плотные сферически сформированные гранулы, поскольку углерод уже является частью общей химии керметов и цементированных карбидов.
В способе спекания важной является температура солидуса металлической фазы. Близость углерода к металлу обычно влияет на температуру солидуса металла, поскольку углерод частично растворяется в металле. Это может быть подробно проанализировано путем изучения фазовой диаграммы, содержащей углерод для соответствующей металлической фазы. Температура солидуса уменьшается при растворении углерода, по меньшей мере до тех пор, пока не будет достигнуто полное насыщение. Оптимальная температура спекания может быть выбрана на основе этого влияния углерода на температуру солидуса. Фактически это обеспечивает точную меру температуры солидуса, поскольку насыщение углеродом является правилом, которое может быть применено в большинстве случаев.
В одном варианте осуществления настоящего изобретения порошок ингибитора отделяется от спеченных плотных сферически сформированных гранул посредством физических способов, таких как просеивание, воздушная сепарация, гидроциклон, флотация и/или псевдоожижение.
В одном варианте осуществления настоящего изобретения порошок ингибитора, содержащий углерод, отделяется от спеченных плотных сферически сформированных гранул посредством термохимических способов, используя газ при повышенной температуре, предпочтительно используя газ, содержащий водород.
В одном варианте осуществления настоящего изобретения термохимический способ выполняется в печи с конвейерной лентой, загружаемой фиксированными слоями порошка, во вращающейся трубчатой печи или в печи с кипящим слоем.
Настоящее изобретение также относится к порошку кермета или цементированного карбида, изготовленному в соответствии с раскрытым способом.
Настоящее изобретение также относится к применению изготовленного в соответствии с раскрытым способом порошка в трехмерной печати, предпочтительно в трехмерной печати сырого тела, предназначенного для спекания до закрытой пористости. Закрытой пористостью считается пористость, при которой большинство пор являются закрытыми за счет того, что они окружены материалом, в отличие от открытых пор, которые являются открытыми для окружающей среды, то есть не закрытыми.
Настоящее изобретение также относится к применению изготовленного в соответствии с раскрытым способом порошка в приложениях горячего изостатического прессования.
Кроме того, настоящее изобретение относится к способу для производства компонента, содержащему следующие стадии:
(a) обеспечение порошка, определенного выше или ниже;
(b) обеспечение формы;
(c) заполнение формы порошком;
(d) удаление воздуха из формы;
(e) герметизация формы;
(f) подвергание этой по меньшей мере одной формы горячему изостатическому прессованию (HIP) при предопределенной температуре, предопределенном давлении и в течение предопределенного времени так, чтобы определенный выше или ниже порошок связался металлургически и сформировал твердое тело;
отличающемуся тем, что форма делается из сплава циркония или сплава титана.
В соответствии с данным способом на первой стадии обеспечивается определенный выше или ниже порошок. Упомянутый порошок может иметь непрерывное распределение размера частиц в диапазоне от 1 до 500 мкм, например от 10 до 200 мкм.
На второй стадии обеспечивается форма, которая является герметизируемой. В соответствии с одним вариантом осуществления может быть обеспечено более одной формы. Даже при том, что термины «форма» и «капсула» используются в настоящем документе взаимозаменяемо, вместо них также может быть использован термин «литейная форма». Форма производится из сплава циркония или сплава титана и может быть произведена, например, из листов или труб, которые свариваются вместе. Эта форма может иметь любую геометрическую форму. Эта форма может также определять часть конечного компонента.
На следующей стадии определенный выше или ниже порошок льется/помещается в эту форму, которая определяет геометрическую форму компонента. После этого форма герметизируется, например путем сварки. Перед герметизацией формы из нее удаляется воздух. Воздух удаляется (отсасывается), поскольку воздух обычно содержит аргон, который отрицательно влияет на пластичность. Вакуумирование обычно выполняется путем использования вакуумного насоса (насосов).
Заполненная, вакуумированная, и после этого герметизированная форма затем подвергается горячему изостатическому прессованию в нагреваемой камере высокого давления, обычно называемый камерой горячего изостатического прессования, при предопределенной температуре, предопределенном изостатическом давлении и в течение предопределенного времени так, чтобы частицы упомянутого порошка металлургически связались друг с другом, и так, чтобы пустоты между порошковыми частицами стали закрытыми, и было сформировано твердое и плотное тело, и таким образом получается некоторая усадка суммарного объема упомянутого порошка. Следовательно, получаемый компонент имеет плотную структуру.
Давление в нагревательной камере создается с помощью газа, например газообразного аргона, и поддерживается на заданном уровне (изостатическое давление) выше 500 бар. Обычно изостатическое давление составляет от приблизительно 900 до приблизительно 1500 бар, например от 1000 до 1200 бар.
Нагревательная камера нагревается до предопределенной и подходящей температуры, позволяющей частицам упомянутого порошка металлургически связаться друг с другом и тем самым закрыть пустоты между частицами порошка, посредством чего получается компонент, имеющий плотную структуру. При низких температурах диффузионный способ замедляется, и полученный компонент будет содержать остаточную пористость, а металлургическая связь между частицами упомянутого порошка становится слабой. Следовательно, предопределенная температура может быть выше 900°C, например от 900°C до 1350°C, например приблизительно от 1100°C до 1350°C. Форма выдерживается в нагревательной камере при упомянутом заданном давлении и упомянутой предопределенной температуре в течение предопределенного периода времени. Диффузионные способы, которые протекают между порошковыми частицами во время горячего изостатического прессования, зависят от времени, так что длительное время является предпочтительным. Предпочтительно форма должна подвергаться горячему изостатическому прессованию в течение периода времени от приблизительно 0,5 до приблизительно 3 час, например от приблизительно 1 до приблизительно 2 час, например приблизительно 1 час.
Компонент из кермета или цементированного карбида, полученный в соответствии с определенным выше или ниже способом, может использоваться в любом продукте, требующем хороших свойств износостойкости и/или высокой жесткости.
Для того, чтобы более подробно проиллюстрировать настоящее изобретение, оно дополнительно описывается с помощью следующих неограничивающих примеров.
ПРИМЕРЫ
Пример 1 - порошок ингибитора из оксида иттрия
Гранулы были сформированы из густой суспензии, содержащей порошки WC, Co, Cr, PEG и этилового спирта. Средний размер зерна порошка WC и Co составил 0,8 мкм и 1,3 мкм соответственно. Густая суспензия была высушена распылением, в оборудовании для сушки распылением во взвешенном состоянии. Сформированные высушенные распылением гранулы были просеяны на сетке с размером ячейки 63 мкм для того, чтобы оставить только самую мелкую фракцию гранулированного порошка.
В этом примере конечный сформированный цементированный карбид представлял собой материал, содержащий 10 мас.% Co, 0,45 мас.% Cr3C2 и 89,44 мас.% WC, и относительный состав порошков в густой суспензии адаптировался в соответствии с этим. Высушенные распылением гранулы содержали приблизительно 2 мас.% PEG.
Эти гранулы были смешаны с оксидом иттрия в соотношении 50 мас.% порошка из сферически сформированных гранул и 50 мас.% порошка оксида иттрия. Порошок оксида иттрия имел размер частиц в среднем приблизительно 3 мкм.
Смесь сферически сформированных гранул и оксида иттрия была распределена на покрытых оксидом иттрия графитовых лотках. Эти лотки были заполнены смесью до высоты приблизительно 2 см.
Оценивались две различные температуры спекания, 1370°C и 1410 C, в вакуумной среде. Температура ликвидуса металла (Co и Cr) в гранулах составляла приблизительно 1307°C.
C, в вакуумной среде. Температура ликвидуса металла (Co и Cr) в гранулах составляла приблизительно 1307°C.
Спекание выполнялось в условиях вакуума при давлении приблизительно 5 мбар. Цикл нагрева содержал увеличение температуры в потоке водорода, где температура поддерживалась постоянной на уровне 300°C в течение 60 мин для дегазации связующего вещества. После этого температура увеличивалась со скоростью 500°C/мин. После достижения температуры спекания (максимальной температуры) температура поддерживалась постоянной в течение 90 мин. После этого выполнялась стадия охлаждения, посредством чего температура была уменьшена до комнатной температуры.
После спекания спеченные сферически сформированные гранулы были отделены от порошка оксида иттрия с помощью двух стадий, сначала спеченный кек мягко размалывался всухую в течение 10 мин, а затем сферически сформированные гранулы отделялись от оксидного порошка на стадии магнитного разделения. На стадии магнитного разделения сферически сформированные спеченные гранулы отделялись от оксида иттрия с использованием магнитных свойств цементированного карбида. Порошковая смесь диспергировалась в этиловом спирте. Порошок цементированного карбида мог быть сохранен на дне сосуда, путем помещения ферромагнита вблизи от дна сосуда, в то время как оксид иттрия мог быть декантирован вместе с этиловым спиртом. Было выполнено 50 повторений декантирования. После декантации плотные сферически сформированные гранулы цементированного карбида были высушены в печи при температуре 50°C.
Размер спеченных при температуре 1410°C плотных сферически сформированных гранул порошка цементированного карбида составил d(0,1): 22,4 мкм, d(0,5): 32 мкм, и d(0,9): 46 мкм. Было изучено несколько поперечных сечений сферически сформированных гранул, и пористость в них составила меньше чем 0,02 об.% (<A02).
Одним способом измерить плотность порошка из плотных и сферически сформированных гранул является изучение плотности выявленного порошка. Для данного порошка полная теоретическая плотность составляет 14,45 г/см3. Плотность выявленного произведенного порошка при температуре 1370°C и 1410°C составила 8,10 и 7,92 г/см3, соответственно. Незначительная разница в выявленной плотности скорее всего обусловлена различием в распределении размера частиц (гранул).
Пример 2 - порошок ингибитора из графита
Гранулы были сформированы из густой суспензии, содержащей порошки WC, Co, Cr, PEG и этилового спирта. Средний размер зерна порошка WC и Co составил 0,8 мкм и 1,3 мкм, соответственно. Густая суспензия была высушена распылением, в оборудовании для сушки распылением во взвешенном состоянии. Полученные сферически сформированные гранулы были просеяны на сетке с размером ячейки 63 мкм для того, чтобы использовать только самую мелкую фракцию гранулированного порошка.
В этом примере конечный сформированный цементированный карбид представлял собой материал, содержащий 10 мас.% Co, 0,45 мас.% Cr3C2 и 89,44 мас.% WC, и относительный состав порошков в густой суспензии адаптировался в соответствии с этим. Высушенные распылением сферически сформированные гранулы содержали приблизительно 2 мас.% PEG. Размер этих гранул составил менее 63 мкм.
Эти сферически сформированные гранулы были смешаны с графитом в соотношении 75 мас.% порошка из гранул и 25 мас.% порошка из графита. Порошок из графита имел максимальный размер частиц приблизительно 45 мкм. Форма графитовых частиц была в основном чешуйчатой.
Смесь сферически сформированных гранул и графита была распределена на графитовых лотках. Эти лотки были заполнены до высоты по меньшей мере 2 см, и иногда до 5 или 10 см.
Оценивались четыре различные температуры спекания: 1270°C, 1290°C, 1310°C и 1350°C, см. Таблицу 1. Температура солидуса этого цементированного карбида составляла приблизительно 1300°C, но при насыщении углеродом падала до приблизительно 1250°C.
Цикл нагрева содержал нагревание в постоянном потоке водорода до температуры 300 °C, после чего температура поддерживалась постоянной в течение 60 мин для дегазации связующего вещества. После этого температура увеличивалась со скоростью 500°C при вакуумировании. После достижения температуры спекания (максимальной температуры) температура поддерживалась постоянной в течение 90 мин. После этого выполнялась стадия охлаждения, посредством чего температура была уменьшена до комнатной температуры.
После спекания спеченные сферически сформированные гранулы были отделены от графитового порошка с помощью двух стадий - сначала стадии воздушной сепарации, а затем стадии обезуглероживания.
Воздушная сепарация выполнялась в лабораторной установке воздушной сепарации производства компании Hosokawa Alpine (ATP50). Путем регулировки параметров этой установки воздушной сепарации для оптимизации эффективности было получено полное отделение свободного графитового порошка.
После этого для удаления конечного излишка углерода из смеси спеченных плотных сферически сформированных гранул и ингибитора (графита) было выполнено обезуглероживание с использованием газообразного водорода. Смесь была распределена тонкими слоями высотой 3 мм в термостойких сосудах, загружена в муфельную печь и выдержана в ней в течение 8 час при температуре 800°C.
Конечный порошок плотного и сферически сформированного цементированного карбида был изучен с помощью сканирующего электронного микроскопа, и поперечное сечение некоторых гранул можно увидеть на Фиг. 1. Было изучено несколько поперечных сечений гранул, и пористость составила приблизительно 0 об.% для гранул, которые были термически обработаны с порошком ингибитора из графита при температуре 1290°C или выше.
Одним способом измерить плотность порошка из плотных и сферически сформированных гранул является изучение плотности выявленного порошка. Для данного порошка теоретическая плотность составляет 14,45 г/см3. Плотность выявленного порошка плотных гранул с распределением размера частиц от 10 до 50 мкм составила 8,8 г/см3. Для смеси 1 части предшествующего порошка с 4 частями подобного порошка, имеющего распределение размера частиц от 50 до 200 мкм, выявленная плотность составила 9,7 г/см3.
Таблица 1
(°C)
(об.%)
В то время как настоящее изобретение было описано в связи с различными примерными вариантами осуществления, следует понимать, что оно не должно быть ограничено раскрытыми примерными вариантами осуществления; напротив, оно предназначено для того, чтобы покрыть различные модификации и эквивалентные компоновки, находящиеся внутри области охвата приложенной формулы изобретения. Кроме того, следует понимать, что любая раскрытая форма или вариант осуществления настоящего изобретения могут быть включены в любую другую раскрытую или описанную или предложенную форму или вариант осуществления в качестве обычного выбора конструктивного решения. Следовательно, настоящее изобретение ограничивается только областью охвата прилагаемой формулы изобретения.
Пример 3 - Способ горячего изостатического прессования
Порошок, произведенный в соответствии со способом, описанным в Примере 2, имеющий непрерывное распределение размера зерна в диапазоне от приблизительно 10 до 200 мкм, был помещен в капсулу, сделанную из циркония марки 702, которая имела форму простой трубки с дном в данном случае. Заполнение выполнялось при постукивании для достижения максимальной плотности упаковки порошка (было достигнуто 67 об.%).
Плотно закрывающая крышка была посажена сверху трубки, и трубка была загерметизирована путем сварки. Внутренняя атмосфера трубки была отсосана через патрубок, который был затем обжат и заварен в соответствии с промышленной практикой для способа горячего изостатического прессования.
Эта трубка была помещена в печь для горячего изостатического прессования, и была применена максимальная температура с небольшим превышением температуры солидуса (например, на 30°C выше температуры солидуса конкретного сорта цементированного карбида). Пиковая температура, равная 1310°C, использовалась в течение 30 мин. Давление в способе горячего изостатического прессования во время этого периода поддерживалось равным 150 МПа.
После выполнения способа горячего изостатического прессования материал трубки удалялся путем травления с использованием смеси 2% плавиковой кислоты и 20% азотной кислоты.
Результат был следующим:
Был получен полностью плотный материал с превосходными свойствами износа. Было выполнено испытание на износ в соответствии со стандартом ASTM B611:
Физические свойства
Микроструктура характеризовалась слегка деформированными частицами предшествующего порошка, из которого богатая кобальтом фаза связующего вещества была частично выжата для того, чтобы заполнить оставшиеся промежутки между частицами порошка.
Фиг. 2 показывает изображение поперечного сечения границы между циркониевой капсулой и компонентом цементированного карбида, где 1=Zr; 2=ZrC; 3=богатая цирконием область предэвтектики Zr/Co; 4=подкарбидная фаза; 5=предшествующие частицы; 6=выдавленная фаза связующего кобальта. Как можно увидеть из Фиг. 2, объемная микроструктура (то есть на расстоянии 100-200 мкм от стенки капсулы) характеризуется отсутствием формирований вредных фаз. Было найдено, что только тонкая (толщиной приблизительно 100 мкм) поверхностная зона цементированного карбида сильно затрагивается образованием подкарбида и обогащением фазы связующего вещества капсульным металлом (сплавом циркония). Слой ZrC, находящийся в контакте с металлическим цирконием, имел толщину всего лишь приблизительно 10 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ ИЗНАШИВАЕМЫЙ КОМПОНЕНТ | 2021 |
|
RU2779482C2 |
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2376442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО КОМПОЗИТНОГО ИЗДЕЛИЯ | 2011 |
|
RU2578339C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДНОГО ИЛИ КЕРМЕТНОГО МАТЕРИАЛА | 2015 |
|
RU2703951C2 |
| КОМПОЗИЦИЯ ИЗ БОРОКАРБИДА ВОЛЬФРАМА И ЖЕЛЕЗА ДЛЯ ПРИМЕНЕНИЯ В ЦЕЛЯХ ЗАЩИТЫ ОТ ЯДЕРНОГО ИЗЛУЧЕНИЯ | 2018 |
|
RU2761020C2 |
| КОРРОЗИОННО-СТОЙКИЙ ЦЕМЕНТИРОВАННЫЙ КАРБИД ДЛЯ РАБОТЫ С ТЕКУЧИМИ СРЕДАМИ | 2015 |
|
RU2689456C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ИЗДЕЛИЯ ИЗ ТВЕРДОГО СПЛАВА | 1992 |
|
RU2096513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2126311C1 |
| СПОСОБ ПОРОШКОВОЙ МЕТАЛЛУРГИИ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2490230C2 |
| ОБЛЕГЧЕННЫЙ ЦЕМЕНТИРОВАННЫЙ КАРБИД ДЛЯ НАХОДЯЩИХСЯ В КОНТАКТЕ С ПОТОКОМ КОМПОНЕНТОВ | 2015 |
|
RU2675432C1 |
Изобретение относится к получению порошка из плотных и сферически сформированных гранул кермета. Способ включает формирование сферически сформированных гранул, содержащих металл, твердые составляющие и органическое связующее вещество, смешивание упомянутых гранул с порошком ингибитора спекания, загрузку смеси в камеру печи, термическую обработку смеси при температуре спекания с обеспечением удаления органического связующего вещества из сферически сформированных гранул, спекания твердых составляющих частей с металлом в каждой сферически сформированной грануле и формирования смеси спеченных плотных сферически сформированных гранул и порошка ингибитора спекания, выгрузку смеси из камеры печи и отделение порошка ингибитора спекания от спеченных плотных сферически сформированных гранул кермета, причем порошок ингибитора спекания содержит углерод. Обеспечивается повышение качества компонентов, получаемых аддитивным производством из порошка. 7 з.п. ф-лы, 2 ил., 1 табл., 3 пр.
1. Способ создания порошка из плотных и сферически сформированных гранул кермета, который содержит стадии:
(a) формирования сферически сформированных гранул, содержащих металл, твердые составляющие и органическое связующее вещество;
(b) смешивание упомянутых сферически сформированных гранул с порошком ингибитора спекания с обеспечением формирования смеси сферически сформированных гранул и порошка ингибитора спекания;
(c) загрузку смеси сферически сформированных гранул и порошка ингибитора спекания в камеру печи;
(d) термическую обработку смеси, полученной на стадии (b), в камере печи при температуре спекания с обеспечением удаления органического связующего вещества из сферически сформированных гранул и спекания твердых составляющих частей с металлом в каждой сферически сформированной грануле и с обеспечением формирования смеси спеченных плотных сферически сформированных гранул и порошка ингибитора спекания;
(e) выгрузку смеси спеченных плотных сферически сформированных гранул и порошка ингибитора спекания из камеры печи; и
(f) отделение порошка ингибитора спекания от спеченных плотных сферически сформированных гранул, посредством чего формируют порошок из гранул плотного и сферически сформированного кермета,
причем порошок ингибитора спекания содержит углерод.
2. Способ по п. 1, в котором пористость внутри каждой плотной сферически сформированной гранулы кермета составляет менее чем 5 об.%.
3. Способ по п. 1 или 2, в котором размер спеченных плотных сферически сформированных гранул из порошка кермета составляет от 1 до 500 мкм.
4. Способ по п. 1 или 2, в котором термическую обработку в печной камере выполняют при температуре спекания выше температуры солидуса металла в сферически сформированных гранулах.
5. Способ по п. 4, в котором термическую обработку в печной камере выполняют при температуре спекания, которая превышает температуру солидуса металла в сферически сформированных гранулах на величину от 30°C до 100°C.
6. Способ по п. 1 или 2, в котором порошок ингибитора отделяют от спеченных плотных сферически сформированных гранул посредством физических способов, таких как просеивание, воздушная сепарация, гидроциклон, флотация и/или псевдоожижение.
7. Способ по п. 1, в котором порошок ингибитора отделяют от спеченных плотных сферически сформированных гранул посредством термохимических способов, использующих газ при повышенной температуре.
8. Способ по п. 7, в котором отделение порошка ингибитора выполняют термохимическим способом во вращающейся трубчатой печи или в печи с кипящим слоем.
| Музыкальный прибор с катодными лампами | 1929 |
|
SU17411A1 |
| US 20140053956 A1, 27.02.2014 | |||
| US 4007251 A, 08.02.1977 | |||
| ПАНОВ В.С | |||
| и др | |||
| Технология и свойства спеченных твердых сплавов и изделий из них, М., МИСИС, 2001, с.14. | |||

