Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к конструкции катодного устройства алюминиевого электролизера.
Известна боковая футеровка алюминиевого электролизера, состоящая из угольных плит и теплоизоляционного огнеупора (Справочник металлурга по цветным металлам. Производство алюминия. - М.: Металлургия, 1971. С. 203-206).
Недостатком данной боковой футеровки является то, что при воздействии кислорода воздуха, поступающего через неплотности в корке электролита, происходит окисление и интенсивное разрушение верхней части угольных плит. Это приводит к проникновению расплава электролита к теплоизоляционному огнеупору, его пропитке электролитом и изменению теплоизоляционных свойств боковой футеровки. При этом возникают усилия, отжимающие угольные плиты от катодного кожуха алюминиевого электролизера и приводящие к значительным деформациям шахты алюминиевого электролизера и, как правило, разрушающие боковую футеровку алюминиевого электролизера. Разрушение боковой футеровки приводит к проникновению расплава к металлическому кожуху и к прорыву расплава из шахты алюминиевого электролизера. Помимо окисления и разрушения верхних частей угольных плит из-за воздействия на них кислорода воздуха, поступающего через неплотности в корке электролита, разрушение угольных плит в зоне расплава электролита происходит в результате избирательного воздействия на них компонентов криолитоглиноземного расплава. В результате такого воздействия компонентов криолитоглиноземного расплава на обращенных в сторону расплава боковых гранях угольных плит, особенно на границе металл - электролит, образуется шейка, которая, постепенно увеличиваясь, приводит к разрушению угольных плит. Такое разрушение угольных плит в результате указанного воздействия компонентов криолитоглиноземного расплава также приводит к разрушению боковой футеровки, к проникновению расплава к металлическому кожуху и к прорыву расплава из шахты алюминиевого электролизера.
Наиболее близкой к заявленной является бортовая футеровка алюминиевого электролизера, выполненная по высоте из материалов с различной стойкостью к расплаву, содержащемуся в шахте электролизера, в которой ее верхняя часть выполнена из материала с повышенной стойкостью, а нижняя часть - из материала с пониженной стойкостью, при этом для выполнения ее верхней части использованы карбидкремниевые плиты, а для выполнения ее нижней части использованы соединенные между собой обожженные угольные блоки, причем соединение между собой ее верхней и нижней частей выполнено с применением углеродистой пасты или путем плотной стыковки "насухо" предварительно фрезерованных поверхностей плит ее верхней части и блоков ее нижней части (SU, авт. св. 377419, С 22 D 3/02, С 22 D 3/12, опубл. 17.04.73).
Выполнение боковой футеровки из двух частей, из которых ее верхняя часть выполнена из материала с повышенной стойкостью, а ее нижняя часть - из материала с пониженной стойкостью, и при этом использование для верхней части карбидкремниевых плит, а для нижней части - обожженных угольных блоков позволяет создать более рациональную форму шахты электролизера и при этом снизить расход дорогостоящих карбидкремниевых плит.
Однако ее недостатком является то, что соединение между собой ее верхней и нижней частей, выполненное с применением углеродистой пасты или путем плотной стыковки "насухо" предварительно фрезерованных поверхностей плит ее верхней части и блоков ее нижней части, не обеспечивает надежную фиксацию плит верхней части относительно блоков нижней части и способствует проникновению содержащегося в шахте электролизера расплава в местах соединения указанных элементов, особенно в период пуска электролизера и в начальный период его работы. При таком соединении плит верхней части и блоков нижней части и отсутствии надежной фиксации указанных элементов относительно друг друга содержащийся в шахте электролизера расплав, проникая в местах соединения указанных элементов, особенно в период пуска и в начальный период работы электролизера, когда на обращенных в сторону расплава боковых гранях еще отсутствует защитный гарниссаж, приводит к изменению теплофизических свойств бортовой футеровки, возникновению усилий, отжимающих плиты и блоки от катодного кожуха алюминиевого электролизера и приводящих к значительным деформациям шахты алюминиевого электролизера и, как правило, разрушающих бортовую футеровку алюминиевого электролизера. При этом следует также отметить, что отличие по своим физическим и механическим свойствам карбидкремниевых плит верхней части бортовой футеровки и обожженных угольных блоков нижней части бортовой футеровки и отсутствие закрепления карбидкремниевых плит верхней части футеровки относительно обожженных угольных блоков нижней части футеровки или относительно других элементов алюминиевого электролизера приводит к различным линейным перемещениям карбидкремниевых плит верхней части и обожженных угольных блоков нижней части при одинаковом воздействии на них содержащегося в шахте электролизера расплава и возникающих при пуске и работе электролизера деформирующих усилий. Такие различные линейные перемещения карбидкремниевых плит и обожженных угольных блоков приводят к образованию зазоров как между указанными плитами и блоками, так и в местах стыкования карбидкремниевых плит друг с другом, создавая тем самым условия для проникновения содержащегося в шахте электролизера расплава в указанные зазоры. Кроме того, при этом из-за отсутствия закрепления карбидкремниевых плит верхней части бортовой футеровки относительно обожженных угольных блоков нижней части бортовой футеровки или относительно каких-либо других элементов электролизера возможно выпадение отдельных карбидкремниевых плит. Такое разрушение бортовой футеровки приводит к проникновению расплава к металлическому кожуху и к прорыву расплава из шахты алюминиевого электролизера.
В основу изобретения положена задача разработать боковую футеровку алюминиевого электролизера, позволяющую создать рациональную форму шахты электролизера за счет ее выполнения из двух частей, из которых ее верхняя часть выполнена из материала с повышенной стойкостью к содержащемуся в шахте электролизера расплаву, а нижняя часть - из материала с пониженной стойкостью к указанному расплаву, и при этом обеспечивающую надежную фиксацию элементов ее верхней части относительно элементов ее нижней части и исключающую проникновение содержащегося в шахте электролизера расплава в местах соединения элементов ее верхней и нижней части, а также в местах стыкования элементов, составляющих ее верхнюю часть, друг с другом, особенно в период пуска электролизера и в начальный период его работы, что позволит увеличить ее срок службы.
Достижение вышеуказанного технического результата обеспечивается тем, что в боковой футеровке алюминиевого электролизера, состоящей из двух частей, выполненных из материалов с различной стойкостью к содержащемуся в шахте электролизера расплаву, из которых ее верхняя часть выполнена из плит из неметаллических тугоплавких соединений, имеющих повышенную стойкость, а нижняя часть - из соединенных между собой блоков из углеродсодержащего материала, имеющего пониженную стойкость, плиты из неметаллических тугоплавких соединений установлены в паз, выполненный в верхних гранях блоков из углеродсодержащего материала, и соединены с блоками из углеродсодержащего материала клеящим или цементирующим составом или заделкой указанного паза углеродсодержащим материалом.
Плиты из неметаллических тугоплавких соединений могут быть установлены в два ряда с перевязкой швов.
Плиты из неметаллических тугоплавких соединений первого и второго ряда могут быть соединены между собой клеящим или цементирующим составом.
Плиты из неметаллических тугоплавких соединений соединены между собой клеящим или цементирующим составом.
Установка плит из неметаллических тугоплавких соединений в паз, выполненный в верхних гранях соединенных между собой блоков из углеродсодержащего материала, и соединение с блоками из углеродсодержащего материала клеящим или цементирующим составом или заделкой указанного паза углеродсодержащим материалом обеспечивают надежную фиксацию плит из неметаллических тугоплавких соединений относительно блоков из углеродсодержащего материала и исключают проникновение содержащегося в шахте электролизера расплава между указанными плитами и блоками, а также в местах стыкования указанных плит друг с другом. Это позволяет увеличить срок службы бортовой футеровки алюминиевого электролизера.
Наличие паза, выполненного в верхних гранях блоков из углеродсодержащего материала, установка в него плит из неметаллических тугоплавких соединений и соединение указанных плит с блоками из углеродсодержащего материала клеящим или цементирующим составом или заделкой указанного паза углеродсодержащим материалом, во-первых, обеспечивают закрепление плит из неметаллических тугоплавких соединений и тем самым исключают их линейные перемещения при воздействии содержащегося в шахте электролизера расплава и возникающих при пуске и работе алюминиевого электролизера деформирующих усилий как относительно блоков из углеродсодержащего материала, так и относительно друг друга. Это исключает образование зазоров между указанными элементами боковой футеровки и тем самым исключает проникновение содержащегося в шахте электролизера расплава в местах соединения указанных плит и блоков и в местах стыкования указанных плит друг с другом. Во-вторых, паз, выполненный в верхних гранях блоков из углеродсодержащего материала, с установленными в него плитами из неметаллических тугоплавких соединений и соединение указанных плит с блоками из углеродсодержащего материала клеящим или цементирующим составом или заделкой указанного паза углеродсодержащим материалом служат надежным препятствием для проникновения содержащегося в шахте электролизера расплава в местах соединения указанных элементов.
Выполненный в верхних гранях блоков из углеродсодержащего материала паз придает шву между плитами из неметаллических тугоплавких соединений и блоками из углеродсодержащего материала ступенчатую форму, что увеличивает путь фильтрации содержащегося в шахте электролизера расплава электролита между указанными плитами и блоками и тем самым создает условия для застывания расплава электролита в этом пазу в случае его проникновении в этот паз, исключая его проникновение к катодному кожуху электролизера. Такая ступенчатая форма шва между плитами из неметаллических тугоплавких соединений верхней части футеровки и блоками из углеродсодержащего материала нижней части футеровки и наличие в этом шве клеящего или цементирующего состава или углеродсодержащего материала, соединяющего указанные плиты верхней части с указанными блоками нижней части, увеличивают гидростатическое сопротивление проникновению расплава, содержащегося в шахте электролизера, между указанными элементами.
При этом соединение плит из неметаллических тугоплавких соединений между собой клеящим или цементирующим составом обеспечивает дополнительную фиксацию указанных плит относительно друг друга и уменьшает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между указанными плитами.
Установка плит из неметаллических тугоплавких соединений в два ряда с перевязкой швов позволяет использовать плиты, имеющие небольшие размеры, в частности толщину и длину, и при этом снижает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между указанными плитами. Соединение плит из неметаллических тугоплавких соединений между собой клеящим или цементирующим составом обеспечивает дополнительную фиксацию плит из неметаллических тугоплавких соединений в ряду относительно друг друга и снижает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между указанными плитами. Соединение плит из неметаллических тугоплавких соединений первого и второго ряда между собой клеящим или цементирующим составом, во-первых, обеспечивает дополнительную фиксацию плит из неметаллических тугоплавких соединений первого и второго ряда относительно друг друга и снижает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между плитами первого и второго ряда, а во-вторых, исключает вероятность образования зазора между плитами первого и второго ряда, обеспечивая тем самым хороший контакт между плитами первого и второго ряда, необходимый для условий интенсивного отвода тепла.
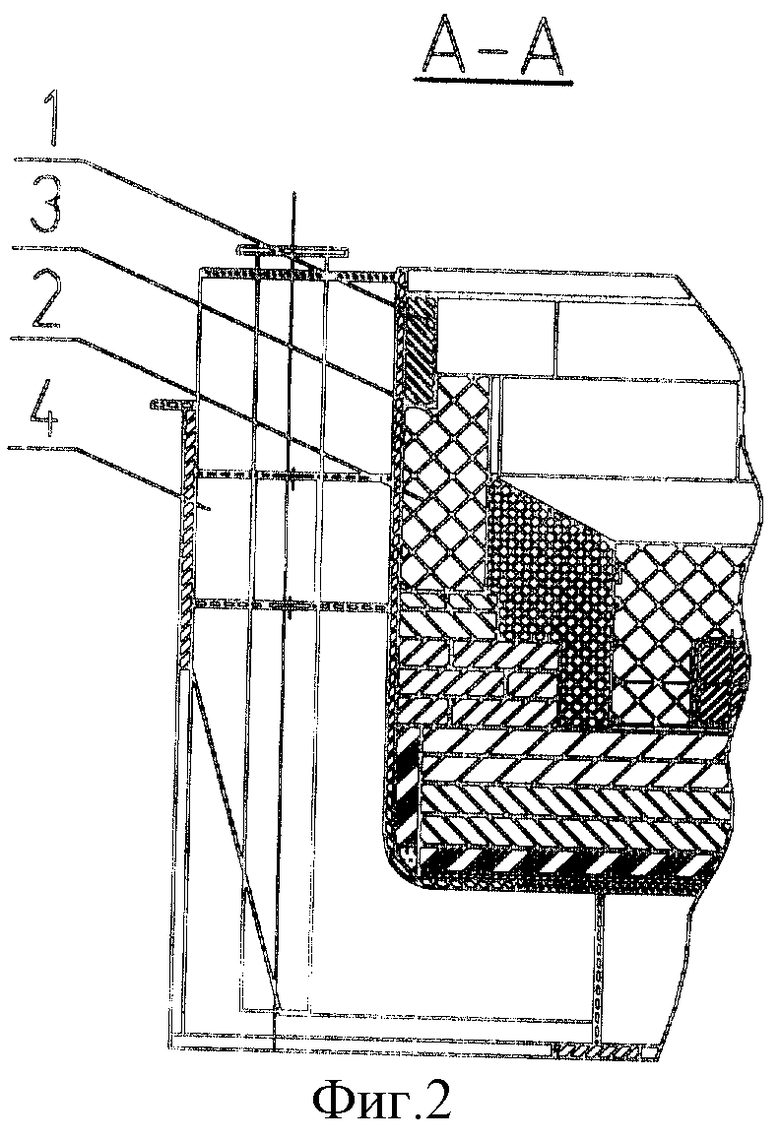
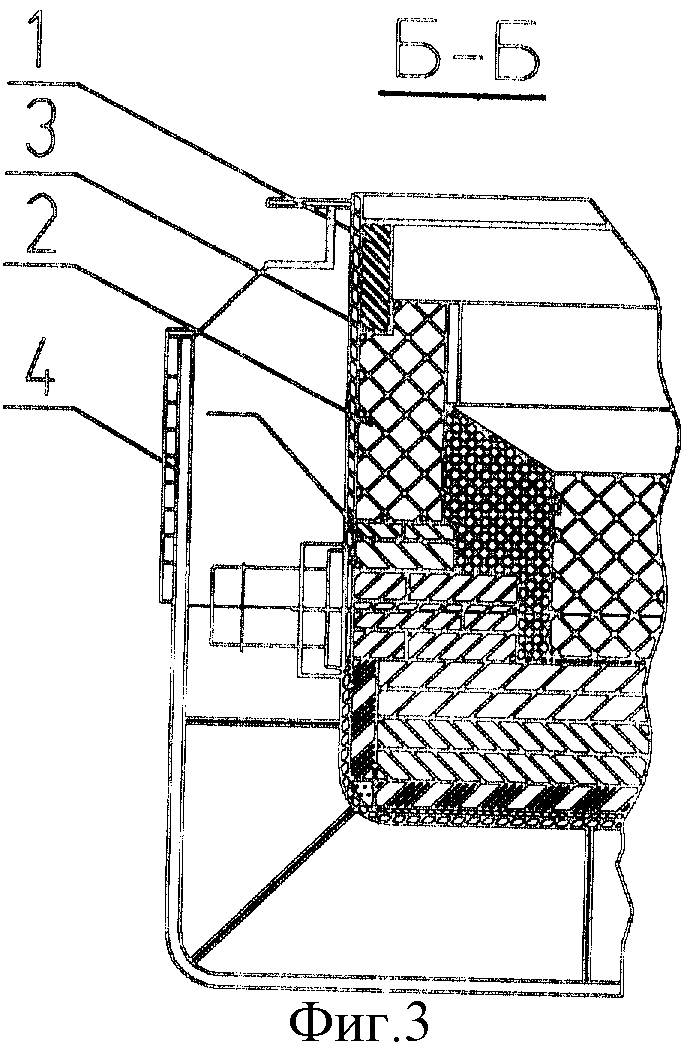
Сущность изобретения поясняется следующими чертежами. На фиг.1 изображена боковая футеровка алюминиевого электролизера, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1.
Боковая футеровка алюминиевого электролизера состоит из двух частей, выполненных из материалов с различной стойкостью к содержащемуся в шахте электролизера расплаву. Верхняя часть футеровки выполнена из плит 1 из неметаллических тугоплавких соединений, имеющих повышенную стойкость, а ее нижняя часть - из соединенных между собой блоков 2 из углеродсодержащего материала, имеющего пониженную стойкость. Плиты 1 из неметаллических тугоплавких соединений установлены в паз 3, выполненный в верхних гранях блоков 2 из углеродсодержащего материала. Плиты 1 из неметаллических тугоплавких соединений соединены с блоками 2 из углеродсодержащего материала клеящим или цементирующим составом или заделкой паза 3 углеродсодержащим материалом. Плиты 1 из неметаллических тугоплавких соединений и блоки 2 из углеродсодержащего материала установлены вдоль стенок катодного кожуха 4 алюминиевого электролизера с приклеиванием к стенкам катодного кожуха 4 либо с зазором относительно стенок катодного кожуха 4, заполняемым теплоизоляционным огнеупором. Плиты 1 могут быть изготовлены, например, из карбида кремния, нитрида кремния, карбида бора. В качестве клеящего или цементирующего состава могут быть использованы, например, торкрет-масса, состоящая из мертеля, кремнефтористого натрия, жидкого стекла и шамотного заполнителя или порошка нефтяного прокаленного кокса, или цемент, состоящий, например, из порошка карбида кремния и связующего, например, на основе ортофосфорной кислоты. В качестве углеродсодержащего материала для заделки паза 3 может быть использована подовая масса. Плиты 1 из неметаллических тугоплавких соединений могут быть соединены между собой клеящим или цементирующим составом. Плиты 1 из неметаллических тугоплавких соединений могут быть установлены в два ряда с перевязкой швов. При этом плиты 1 из неметаллических тугоплавких соединений первого и второго ряда могут быть соединены между собой клеящим или цементирующим составом.
Промышленная применимость боковой футеровки алюминиевого электролизера подтверждается нижеприведенным примером ее практического выполнения.
Монтаж боковой футеровки алюминиевого электролизера производится после установки подовых секций и выполнения кладки так называемой бровки, представляющей собой, например, кладку шамотного кирпича вдоль стенок катодного кожуха 4. Перед установкой боковой футеровки бровка тщательно очищается от загрязнений. Боковая футеровка алюминиевого электролизера выполняется из двух частей, из которых ее верхняя часть выполняется из карбидкремниевых плит 1, имеющих повышенную стойкость к криолитоглиноземному расплаву, а ее нижняя часть выполняется из обожженных угольных блоков 2, имеющих пониженную стойкость к указанному расплаву. Для выполнения верхней части боковой футеровки возможно также использование плит из нитрида кремния или карбида бора. Установка карбидкремниевых плит 1 верхней части боковой футеровки и обожженных угольных блоков 2 нижней части боковой футеровки производится с приклеиванием их к стенкам катодного кожуха 4 алюминиевого электролизера и промазкой всех опорных и стыковочных поверхностей. Сначала производится установка обожженных угольных блоков 2 нижней части боковой футеровки. Для приклеивания блоков 2 к стенкам катодного кожуха 4 и промазки опорных и стыковочных поверхностей применяется торкрет-масса, состоящая из мертеля, кремнефтористого натрия, жидкого стекла и шамотного заполнителя. Приклеивание блоков 2 осуществляется путем выполнения следующих операций: торкрет-масса наносится щетками или мастерками на поверхность блока 2, обращенную к катодному кожуху 4, и опорную плоскость слоем 2-5 мм, затем торкрет-масса наносится на катодный кожух, в проекции приклеиваемого блока 2, и бровку толщиной 2-5 мм, после чего блок 2 прижимается к катодному кожуху вручную. После приклеивания одного блока 2 производится приклеивание следующего блока 2 в указанной последовательности операций с промазкой стыковочных поверхностей блоков 2. Возможный в отдельных местах зазор между блоками 2 и катодным кожухом 4 до 10 мм заполняется дополнительно. Допускается ширина швов между блоками 2 до 1 мм. Приклеивание блоков 2 производится с использованием струбцин, обеспечивающих фиксацию их на время приклеивания. Допускается зазор между блоками 2 и кожухом 4 до 2-10 мм. Снятие струбцин производится только после проведения операции набойки швов подины и углов. Углы боковой футеровки забиваются холодно-набивной подовой массой в процессе набойки швов подины. В процессе приклеивания блоков 2 зазор между основанием блока 2 и бровкой не должен превышать 5 мм и должен быть заполнен торкрет-массой, состоящей из мертеля, кремнефтористого натрия, жидкого стекла и порошка нефтяного прокаленного кокса. Попавшие на поверхность блока 2 остатки торкрет-массы удаляются.
После установки обожженных угольных блоков 2 нижней части производится установка карбидкремниевых плит 1 верхней части боковой футеровки. Для выполнения верхней части боковой футеровки используются карбидкремниевые плиты размером 650•250•70 мм. Установка таких карбидкремниевых плит 1 производится в один ряд вдоль стенок катодного кожуха 4 алюминиевого электролизера. Установка карбидкремниевых плит 1 производится так же как, и установка блоков 2 с приклеиванием их к стенкам катодного кожуха 4 алюминиевого электролизера и промазкой всех стыковочных поверхностей этих плит. Приклеивание плиты 1 к стенке катодного кожуха 4 производится также с нанесением торкрет-массы на поверхность плиты 1, обращенную к кожуху 4, и на поверхность кожуха 4, в проекции приклеиваемой плиты 1. Карбидкремниевые плиты 1 вручную прижимаются к стенкам катодного кожуха 4, затем производится их подбивка для улучшения прижатия. При этом выдавливание клеящей массы по всему периметру плиты 1 является признаком заполнения зазоров между склеиваемыми поверхностями. Карбидкремниевые плиты 1 устанавливаются в паз 3, выполненный в верхних гранях обожженных угольных блоков 2 нижней части боковой футеровки. Карбидкремниевые плиты 1 соединяются с блоками 2 торкрет-массой, состоящей из мертеля, кремнефтористого натрия, жидкого стекла и порошка нефтяного прокаленного кокса. Возможно использование для соединения карбидкремниевых плит 1 с обожженными угольными блоками 2 цемента, состоящего из порошка карбида кремния и связующего на основе ортофосфорной кислоты. Карбидкремниевые плиты 1 и блоки 2 могут быть соединены заделкой паза 3 углеродсодержащим материалом, в качестве которого может быть использована подовая масса. Ширина шва между карбидкремниевыми плитами 1 не должна превышать 1 мм. Толщина шва между карбидкремниевыми плитами 1 и обожженными угольными блоками 2 не должна превышать 5 мм.
При такой установке плит 1 обеспечивается их надежная фиксация относительно блоков 2 и исключается проникновение содержащегося в шахте электролизера расплава между указанными плитами 1 и блоками 2, а также в местах стыкования указанных плит 2 друг с другом. Это позволяет увеличить срок службы бортовой футеровки алюминиевого электролизера.
В случае использования карбидкремниевых плит 1, имеющих меньшую толщину и длину, целесообразна их установка вдоль стенок катодного кожуха 2 в два ряда с перевязкой швов. При этом карбидкремниевые плиты 1 первого и второго ряда могут быть соединены между собой торкрет-массой, состоящей из мертеля, кремнефтористого натрия, жидкого стекла и порошка нефтяного прокаленного кокса, или цементом, состоящим из порошка карбида кремния и связующего на основе ортофосфорной кислоты. Это снижает вероятность проникновения содержащегося в шахте электролизера расплава в вертикальные швы между указанными плитами 1 и обеспечивает дополнительную фиксацию плит 1 первого и второго ряда относительно друг друга, а также исключает вероятность образования зазора между плитами 1 первого и второго ряда, обеспечивая тем самым хороший контакт между плитами 1 первого и второго ряда, необходимый для условий интенсивного отвода тепла.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2263162C2 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2237112C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169213C1 |
| ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ИНЕРТНЫМИ АНОДАМИ | 2012 |
|
RU2544727C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| СПОСОБ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ ЗАЩИТНОГО СМАЧИВАЕМОГО ПОКРЫТИЯ НА УГЛЕРОДИСТЫХ БЛОКАХ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2337184C2 |
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к конструкции катодного устройства алюминиевого электролизера. Техническим результатом является повышение срока службы боковой футеровки алюминиевого электролизера. Достижение технического результата обеспечивается тем, что в боковой футеровке алюминиевого электролизера, состоящей из двух частей, выполненных из материалов с различной стойкостью к содержащемуся в шахте электролизера расплаву, из которых ее верхняя часть выполнена из плит из неметаллических тугоплавких соединений, имеющих повышенную стойкость, а нижняя часть - из соединенных между собой блоков из углеродсодержащего материала, имеющего пониженную стойкость, плиты из неметаллических тугоплавких соединений установлены в паз, выполненный в верхних гранях блоков из углеродсодержащего материала, и соединены с блоками из углеродсодержащего материала клеящим или цементирующим составом или заделкой указанного паза углеродсодержащим материалом. 3 з.п.ф-лы, 3 ил.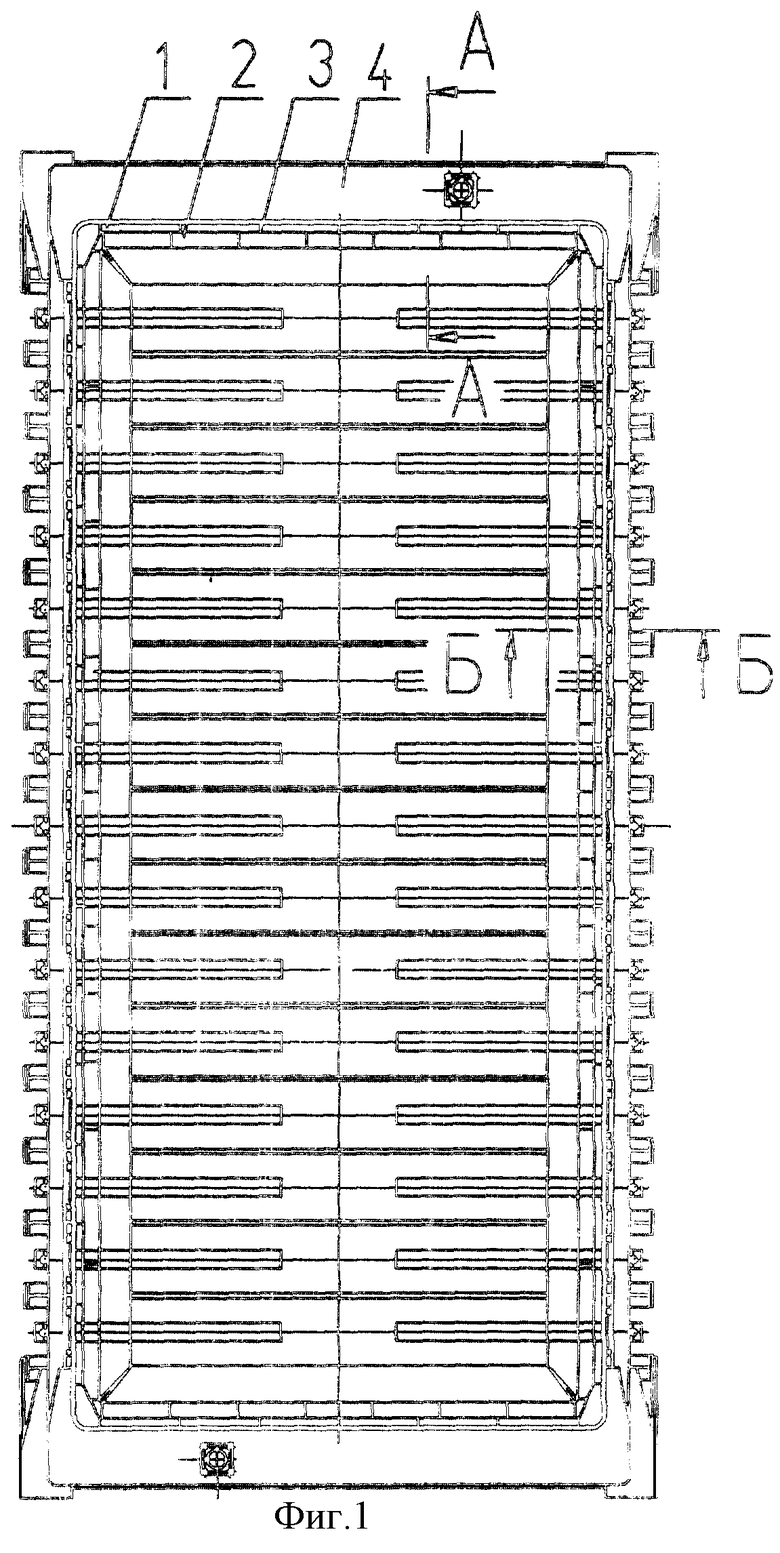
| БОРТОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU377419A1 |
| Бортовая футеровка алюминиевого электролизера | 1975 |
|
SU596662A1 |
| DE 3506200 А1, 12.09.1985. | |||

