Изобретение относится к области изготовления деталей из слоистых материалов, преимущественно корпусов защитных шлемов.
Известен способ изготовления деталей (корпусов защитных шлемов), заключающийся в формовке предварительно пропитанных связующим составом заготовок из слоистых материалов (заявка Франции N 2426238, F 41 H 1/08, 1980).
Указанный способ обеспечивает получение деталей заданной формы. Однако этот способ обладает рядом недостатков, в том числе:
большая трудоемкость необходимо предварительно раскроить каждый из слоев наполнителя, их пропитка, укладка его по определенной схеме и последовательности. Кроме трудности работ с пропитанными связующим составом слоистыми материалами следует учитывать также, что при этом выделяются, как правило, высокотоксичные летучие компоненты, что требует принятия специальных мер безопасности, которые в конечном счете не обеспечивают полной безопасности, а вредные выделения попадают в атмосферу.
Задача изобретения устранение указанных недостатков.
Указанная задача решается за счет того, что слои защитных материалов (наполнителя) чередуют с прокладками термопластичных материалов, используемых в качестве связующего, при этом в композиции связующие (прокладки) и наполнитель находятся в соотношении от 1 до 2-8.
Пакет указанной структуры с размерами, выбранными с учетом технологических припусков, зажимают между матрицей и пуансоном по контуру прессуемой детали с усилителем, обеспечивающим равномерную протяжку материала без его разрушения.
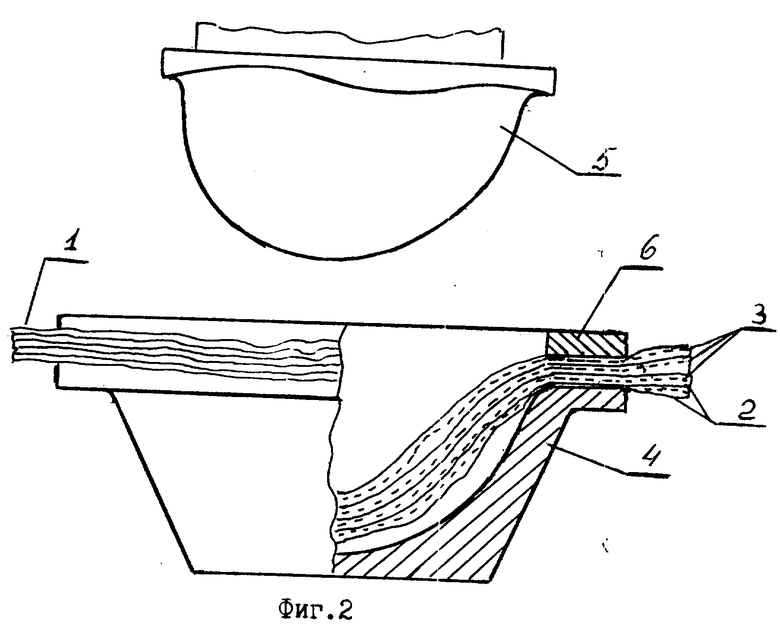
Изобретение поясняется чертежами. На фиг. 1 представлена схема прессования деталей из пакета плоских листов; на фиг. 2 схема прессования деталей из пакета предварительно раскроенных и уложенных листов материала наполнителя и прокладок.
Цифрами обозначено: 1 пакет материалов; 2 наполнитель; 3 прокладка; 4 матрица; 5 пуансон; 6 прижим.
Прессование проводят при температуре, превышающей температуру размягчения прослоек, но ниже температуры рязмягчения материала наполнителя.
Зазор между матрицей и пуансоном составляет 1-1,6 величины зазора, обеспечивающего плотную (без пор) структуру.
Материалы, используемые в качестве наполнителя и прослоек, могут быть выполнены в виде тканей, сеток, связанных структур, нетканых материалов, пленок и т.д. различных толщин и составов и с учетом целесообразности меняются по сечению и зонам детали.
Для исключения образования складок в процессе прессования и повышения защитных характеристик целесообразно направления основы (утка) различных тканевых слоев, входящих в структуру, ориентировать преимущественно одинаково.
Для изготовления деталей сложной формы целесообразно предварительно перед закреплением пакета его слои выкроить и уложить по форме прессуемой детали, при этом форму слоев можно зафиксировать ниточными швами или другими способами.
Изменение структуры, типов и толщин материалов по сечению детали, увеличение или уменьшение зазора между матрицей и пуансоном в сочетании с возможностью изменения температурного режима прессования позволяют, в отличие от известных способов, варьировать плотностью, жесткостью, эластичностью материала, в том числе и по сечению детали, что особенно важно для таких ответственных деталей, как корпуса защитных шлемов, бронеэлементы защитной одежды и т.д.
Таким образом, предлагаемый способ изготовления деталей отличается простотой, технологичностью, высокой производительностью, экологической чистотой и безопасностью производства, высоким уровнем качества и защитных характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНЫЙ ШЛЕМ | 1992 |
|
RU2019110C1 |
| ЖИЛЕТ ЗАЩИТНЫЙ | 1988 |
|
RU2090826C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2057093C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469859C1 |
| Способ изготовления керамических изделий из порошка | 2017 |
|
RU2704777C2 |
| СЛОИСТЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТЫ ОТ ОСКОЛКОВ И ПУЛЬ | 1993 |
|
RU2116606C1 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355535C1 |
| БРОНЕЖИЛЕТ, ШЕЙНО-ПЛЕЧЕВАЯ НАКЛАДКА И ЗАЩИТНЫЙ КОМПЛЕКТ | 1995 |
|
RU2072084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ШЛЕМА | 2002 |
|
RU2224207C1 |
Использование: изобретение относится к области изготовления деталей из слоистых материалов, преимущественно корпусов защитных шлемов. Сущность изобретения: способ изготовления деталей, преимущественно корпусов защитных шлемов, из слоистых композиций заключается в прессовании структур, в которых в качестве связующего использованы прослойки из термопластичных материалов, в виде пленок, сеток, тканых вязаных структур. Величина зазора между матрицей и пуансоном составляет 1-1,6 величины, обеспечивающей беспоровую плотную структуру. Перед прессованием слои могут быть раскроены и выложены по форме прессуемой детали. 4 з.п. ф-лы, 2 ил.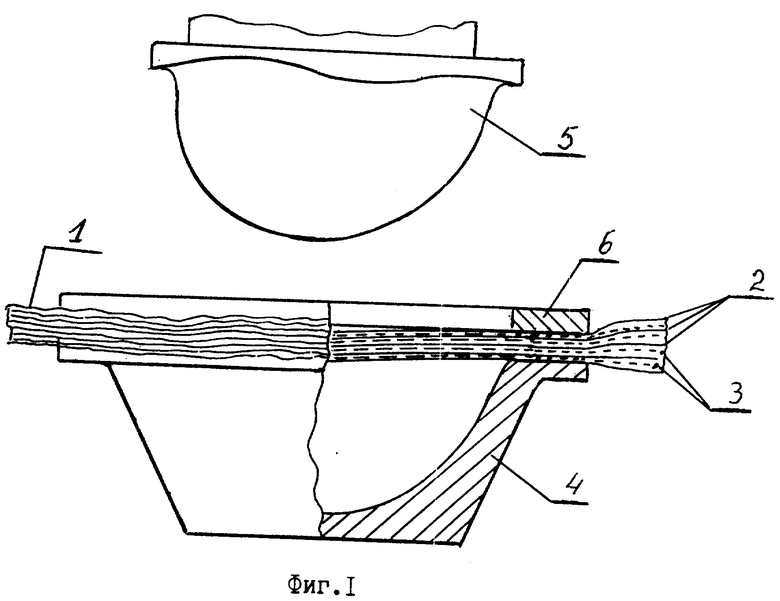
| FR, заявка, 2426238, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |

