Изобретение относится к средствам индивидуальной защиты, а именно к способам изготовления баллистических шлемов, защищающих голову человека от механических воздействий, пуль, ударов, осколков.
Известен способ формования шлемов в пресс-форме, состоящей из пуансона и матрицы из заготовок, каждая из которых представляет собой прямоугольную полосу из ткани, у которой в одной из широких сторон прямоугольника вырезаны зубья. Эти заготовки обертывают вокруг пуансона таким образом, чтобы зубья складывались на купольной части шлема (заявка ЕПВ 0184902 от 18.06.86 г., Составной шлем)
Недостатком этого способа является расположение зубьев в вертикальном положении, а это при прессовании может привести к образованию складок, снижающих качество и прочностные характеристики изделия.
Лишен этого недостатка способ изготовления шлема из многоугольных заготовок из композиционных материалов текстиль-смола, каждая из которых разрезана в радиальном направлении по линиям, которые выходят из вершин углов многоугольника до центральной круглой зоны. Заготовки с нанесенным на них связующим укладывают друг на друга на пуансоне с частичным поворотом друг относительно друга, с последующим горячим формованием в пресс-форме (заявка Франции 2606133 от 06.05.88 г., бюл. ИСМ 18, 1988, с.8).
Данный способ позволяет получать изделия высокого качества только при использовании при формовании заготовок с термореактивным связующим.
Однако при изготовлении шлемов с использованием термопластичного связующего невозможно получить качественное изделие вследствие трудности удаления летучих продуктов из закрытой зоны прессформы.
Задачей создания изобретения является разработка способа изготовления защитного шлема более высокого качества.
Указанная задача решается с помощью признаков, указанных в формуле изобретения, общих с прототипом, таких как способ изготовления защитного шлема, из многоугольных заготовок, вырезанных из препрега на основе баллистической ткани и пленочного связующего, каждую из которых разрезают в радиальном направлении по линиям, которые выходят из вершин многоугольника, до центральной зоны, затем заготовки укладывают друг на друга на технологическом пуансоне с частичным поворотом относительно друг друга, с последующим горячим формованием, и отличительных существенных признаков, таких как, сначала из собранного пакета первые две заготовки, а затем последние две заготовки приформовывают друг к другу, полученный пакет помещают в печь, нагревают в печи до температуры плавления связующего, затем в горячем виде устанавливают его на пуансон пресс-формы и прессуют при температуре ниже температуры размягчения связующего.
Сборка пакета заготовок между приформованными друг к другу первыми и последними двумя заготовками позволяет скрепить пакет для того, чтобы перенести его в печь, нагреть и установить на пуансон.
Нагрев в свободном пространстве печи пакета заготовок позволяет удалить все летучие вещества из ткани и связующего.
Прессование пакета заготовок шлема ниже температуры размягчения связующего позволяет также избежать появления летучих веществ и вздутий в структуре пакета от этих летучих продуктов высокотемпературного прессования.
Указанные выше отличительные признаки, каждый в отдельности и все совместно направлены на решение поставленной задачи - повышение качества изделия и являются существенными. Использование существенных отличительных признаков в известном уровне техники не обнаружено, следовательно, предлагаемое техническое решение соответствует критерию патентоспособности "новизна".
Единая совокупность новых существенных признаков с общими, известными обеспечивает решение поставленной задачи, является не очевидной для специалистов в данной области техники и свидетельствует о соответствии заявленного технического решения критерию патентоспособности "изобретательский уровень".
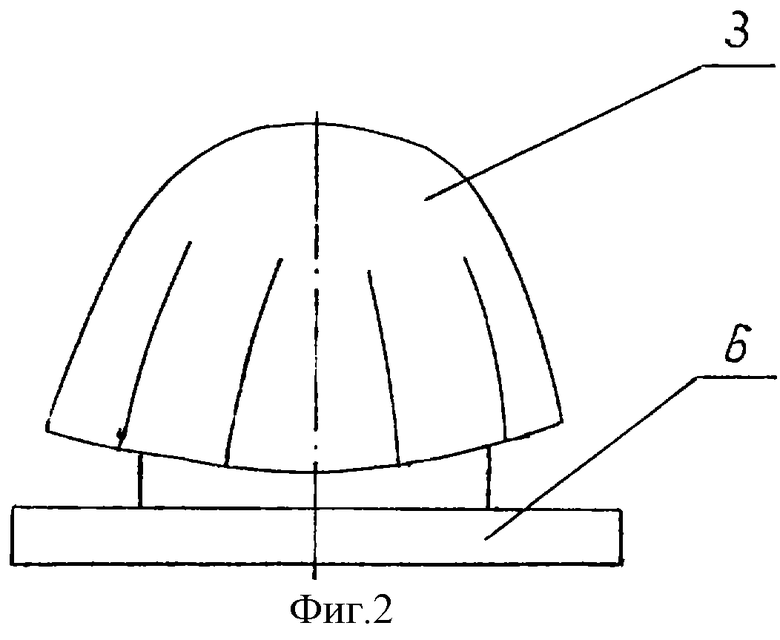
Изобретение поясняется описанием конкретного, но не ограничивающего его примера реализации и чертежами, где на фиг.1 представлена заготовка; на фиг. 2 - размещение заготовок на технологическом пуансоне.
На фиг. 1 изображена заготовка (один слой) для изготовления защитного шлема путем прессования пакета заготовок.
На фрагмент ткани 1 (Терлон 12-96 ТУ 12-31-839-96) путем прессования при нагревании наносят слой полиэтиленовой пленки 2 (ГОСТ 10354-84) толщиной 0,1 кг/см2. Таким образом получают полуфабрикат (препрег). Затем из настила обработанной ткани фрагмент ткани 1 разрезают на многоугольники 3. Многоугольники 3 разрезают по линии 4 до центральной зоны 5 (фиг.1).
Полученные заготовки 3 укладывают на технологическом пуансоне 6 (фиг.2) с частичным поворотом друг относительно друга. Первые две заготовки и последние две заготовки приформовывают друг к другу утюгом, полученный пакет снимают с технологического пуансона. Затем пакет помещают в печь, нагревают до температуры плавления связующего 180oC, затем пакет в горячем виде устанавливают на пуансон пресс-формы и прессуют при температуре ниже температуры размягчения связующего на 30-50oC.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ЗАЩИТНОГО ШЛЕМА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2254545C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО КОРПУСОВ ЗАЩИТНЫХ ШЛЕМОВ, ИЗ СЛОИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2097187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЖЖЕННЫХ И ГРАФИТИРОВАННЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2207977C2 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| Антифрикционная композиция и способ её получения | 2020 |
|
RU2751337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2116887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2271928C1 |
| ЭЛЕКТРОД ИОННОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2692757C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
Изобретение относится к изготовлению средств индивидуальной защиты, а именно к изготовлению баллистических шлемов, защищающих голову от механических воздействий, пуль, ударов, осколков. Предложен способ изготовления защитного шлема из многоугольных заготовок, вырезанных из препрега на основе баллистической ткани и пленочного связующего. Каждую заготовку разрезают в радиальном направлении по линиям, которые выходят из вершин многоугольника, до центральной зоны, затем заготовки укладывают друг на друга на технологическом пуансоне с частичным поворотом относительно друг друга с последующим горячим формованием. При этом сначала из собранного пакета первые две заготовки, а затем последние две заготовки приформовывают друг к другу. Затем пакет помещают в печь, нагревают в печи до температуры плавления связующего и в горячем виде устанавливают его на пуансон пресс-формы. Прессуют при температуре ниже температуры размягчения связующего. Техническим результатом является повышение качества шлема, поскольку в предложенной технологии удалось избежать образования летучих продуктов высокотемпературного прессования. 2 ил.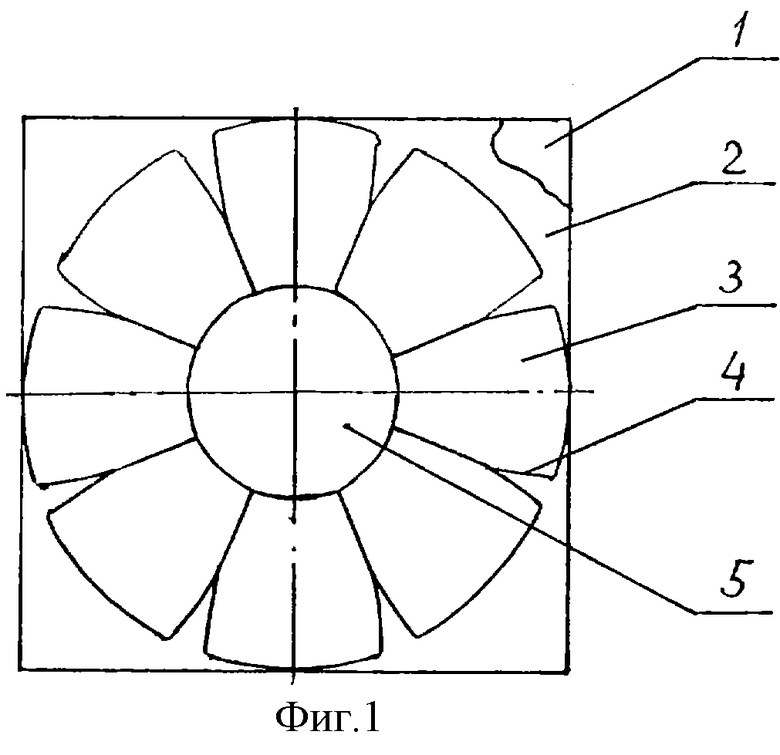
Способ изготовления защитного шлема из многоугольных заготовок, вырезанных из препрега на основе баллистической ткани и пленочного связующего, каждую из которых разрезают в радиальном направлении по линиям, которые выходят из вершин многоугольника, до центральной зоны, затем заготовки укладывают друг на друга на технологическом пуансоне с частичным поворотом относительно друг друга с последующим горячим формованием, отличающийся тем, что сначала из собранного пакета первые две заготовки, а затем последние две заготовки приформовывают друг к другу, полученный пакет помещают в печь, нагревают в печи до температуры плавления связующего, затем в горячем виде устанавливают его на пуансон пресс-формы и прессуют при температуре ниже температуры размягчения связующего.
| Концевая фреза | 2015 |
|
RU2606133C1 |
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 1998 |
|
RU2128457C1 |
| ЗАЩИТНЫЙ ШЛЕМ | 1992 |
|
RU2019110C1 |
| ЕР 0226782 А1, 01.07.1987 | |||
| US 3018210, 23.01.1962. | |||

