Изобретение относится к изготовлению деталей вырубкой на прессах и может быть использовано при изготовлении различных тонкостенных деталей, например, объемно-плетенных сеток из проволоки малого диаметра.
Известен способ изготовления детали вырубкой в штампе из листа. Согласно указанному способу плоскую металлическую заготовку укладывают на матрицу штампа, а деталь вырубают пуансоном, проходящим через отверстие в матрице (В.П. Романовский. Справочник по холодной штамповке. Л., Машиностроение, 1979 г., с.11-12, рис.3).
Недостатком указанного способа является сложность выравнивания заготовки перед вырубкой, что приводит к искажению формы и размеров вырубленной детали. Кроме того, для вырубки сеток, состоящих из тонких проволок, требуется использование точных дорогостоящих штампов с минимальным зазором между пуансоном и матрицей, так как при большом зазоре отдельные проволочки затягиваются в зазор и обрываются там в хаотическом порядке.
Использование лазерной или электроэрозионной резки недопустимо в связи с возможным загрязнением готовой сетки частичками расплавленного металла или продуктами эрозии. Поэтому в настоящее время подобные сетки вырезаются малопроизводительным слесарным способом - вырезкой ручными ножницами.
Известен способ вырезки из неметаллических листовых материалов путем воздействия на заготовку с одной стороны эластичной матрицы, а с другой - жесткого пуансона. Способ отличается тем, что на заготовке со стороны, обращенной к матрице, размещают прокладку из материала, предел прочности которого превышает предел прочности обрабатываемого материала (а.с. №479533, B26F 1/00).
Недостатком указанного способа является то, что в процессе вырубки прокладка из материала, более прочного, чем обрабатываемый материал, недопустимо деформирует заготовку, что приводит к браку. Кроме того, высокопрочная прокладка ускоряет износ режущих кромок жесткого пуансона. Вырубка деталей поштучно, а не в пачке, значительно снижает производительность труда.
В качестве наиболее близкого аналога выбран способ вырезки тонколистовых неметаллических деталей ножевым штампом. Согласно этому способу применяется штамповка пачками до 50 листов, причем существует два способа: штамповка насквозь на фибровой, полиуретановой или деревянной подкладке и штамповка половины листов утолщенной пачки, причем вторая половина листов служит подкладкой (В.П. Романовский. Справочник по холодной штамповке. Л., Машиностроение, 1979 г., с.242, рис. 207).
Недостатком указанного способа является то, что в процессе вырубки сетчатых деталей происходит переплетение по контуру детали концов оборванных проволочек смежных заготовок. Это не позволяет без повреждений разъединить готовые детали из вырубленной пачки.
Задача, решаемая предлагаемым изобретением - улучшение качества вырубки деталей из пачки листовых материалов, имеющих, например, нежесткую конструкцию, повышение производительности.
Поставленная задача решается тем, что в способе вырубки в штампе деталей из пачки листовых материалов перед установкой в штамп формируют пакет заготовок, путем размещения технологических прокладок сверху, снизу и между всеми смежными собранными в пачку листовыми материалами с последующим неподвижным соединением их между собой, устанавливают сформированный пакет на подкладку штампа и осуществляют вырубку, после чего убирают технологические прокладки.
Кроме того, поставленная задача решается тем, что в способе вырубки в штампе деталей из пачки листовых материалов в качестве технологических прокладок используют гофрированный лист, пакет заготовок формируют путем установки листового материала в каждый из гофров с последующим неподвижным соединением их между собой.
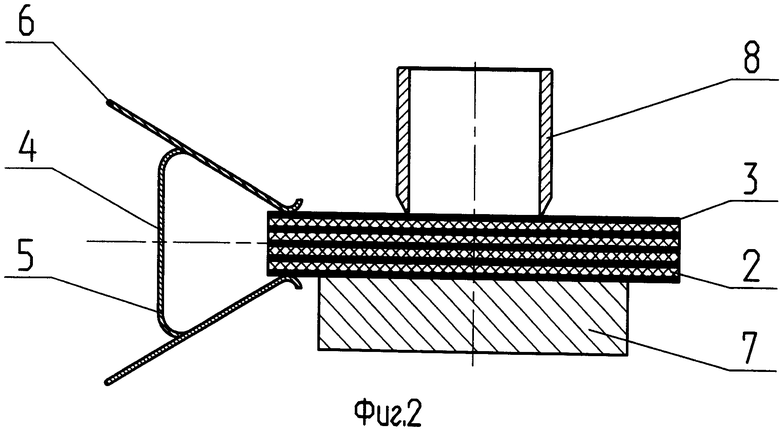
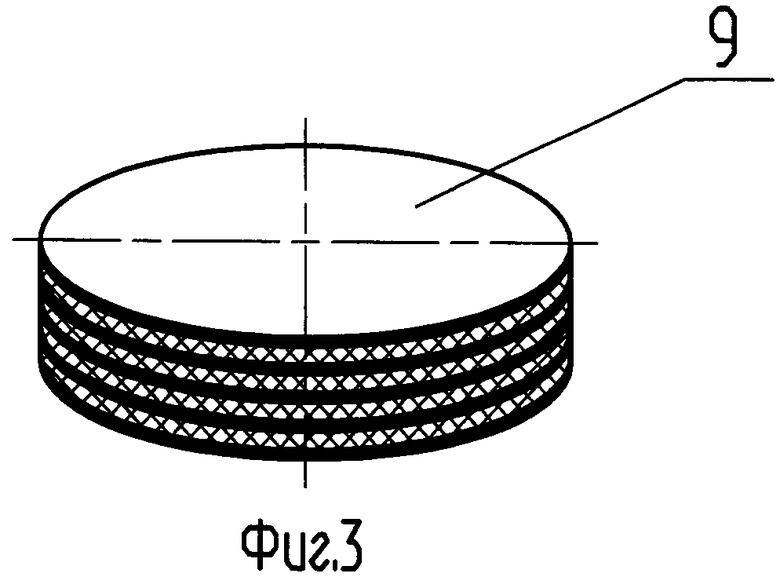
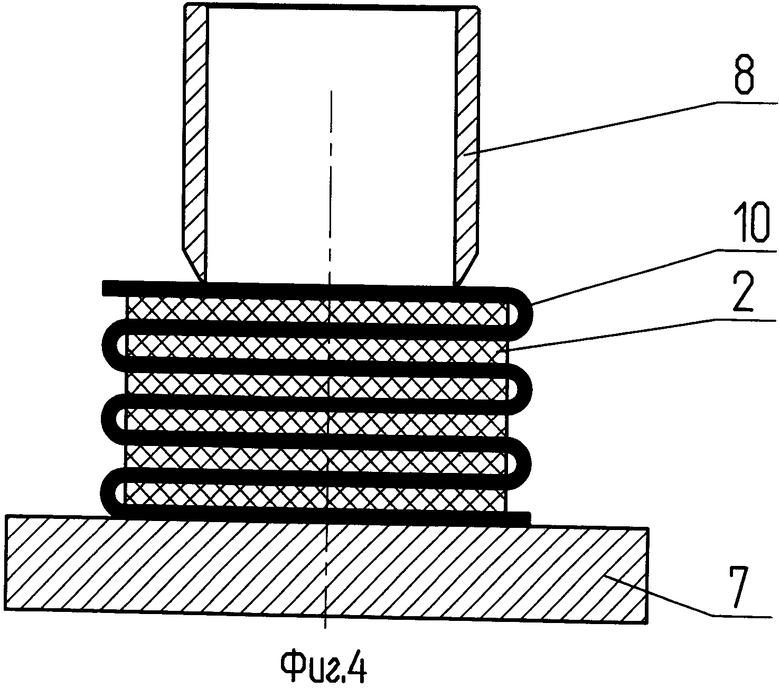
На фиг.1 изображены готовая деталь 1 и заготовка 2, предназначенная для вырубки детали 1, фиг.2 - схема вырубки, например, сеток по предлагаемому способу, фиг.3 - вырубленная пачка, состоящая из готовых деталей, разделенных технологическими прокладками, фиг.4 - схема вырубки при использовании в качестве технологической прокладки гофрированного листа.
Осуществление способа вырубки в штампе деталей из пачки листовых материалов рассмотрим на следующем примере.
Требуется из пачки, например, металлических листовых материалов сетчатой нежесткой конструкции или из фольги (алюминий или медь) толщиной 0,03÷0,05 мм изготовить круглые детали 1. Для этого берут рулон сетки или фольги, разматывают в ленту и раскраивают (разрезают) на прямоугольные заготовки 2.
Заготовки 2 в количестве 20…30 штук собирают в пакет с использованием технологических прокладок 3, которые устанавливают между всеми собранными в пачку смежными металлическими листами 2, а также снизу и сверху пачки для защиты от случайных загрязнений.
В качестве технологических прокладок 3 используют, например, бумагу или полиэтиленовую пленку.
Собранные в пакет заготовки 2 в виде металлических листов нежесткой конструкции и расположенные между ними, а также сверху и снизу технологические прокладки 3 неподвижно соединяют между собой с помощью зажимов 4. В качестве зажимов 4 могут использоваться, например, струбцины или гнутые листовые пружины 5 с рычажками 6, обеспечивающими раскрытие пружины перед сжатием пачки.
Сжатие пачки, состоящей из заготовок 2 и технологических прокладок 3, по краям с помощью зажимов 4 обеспечивает ее необходимую жесткость и отсутствие относительного сдвига слоев между собой в процессе вырубки.
Пакет заготовок 2 с технологическими прокладками 3 устанавливают на подкладку 7 штампа и вырубают на прессе матрицей 8. При этом получаем пачку 9, состоящую из готовых деталей 1, разделенных технологическими прокладками, которые впоследствии убираются.
Изготовление опытной партии деталей показало, что пачку 9, благодаря технологическим прокладкам 3, легко разделить на готовые детали 1. Таким образом, за один рабочий ход пресса получается 20…30 готовых деталей.
Кроме того, вырубка в штампе деталей из пачки листовых материалов может осуществляться путем использования в качестве технологической прокладки 3 согнутого, например, из бумаги в виде гофра листа 10.
Образуют пакет заготовок: раскроенные заготовки 2 перед вырубкой устанавливают в каждый из гофров листа 10 с последующим неподвижным соединением их между собой.
Образованный пакет устанавливают на подкладку 7 штампа и вырубают на прессе матрицей 8.
В результате получается пачка 9, состоящая из готовых деталей.
При таком выполнении способа облегчается выравнивание заготовок при сборке пачки перед вырубкой и обеспечивается большая жесткость пачки заготовок.
Таким образом, изложенная совокупность выполняемых операций и используемых технологических приспособлений позволяет обеспечить высокопроизводительную вырубку деталей из пачки листовых материалов, например, из нежестких объемно-плетенных сеток из проволоки малого диаметра на конструктивно простом и дешевом штампе, а также улучшить их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ КАРТОЧКИ (ВАРИАНТЫ) | 2005 |
|
RU2308343C2 |
| Способ изготовления зубчатых колес | 1980 |
|
SU871939A1 |
| СПОСОБ ВЫРУБКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ИЗ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2573464C2 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
Изобретение относится к изготовлению деталей вырубкой на прессах и может быть использовано при изготовлении различных тонкостенных деталей. Перед установкой в штамп формируют пакет заготовок путем размещения технологических прокладок сверху, снизу и между всеми смежными собранными в пачку листовыми материалами с последующим неподвижным соединением их между собой. Устанавливают сформированный пакет на подкладку штампа и осуществляют вырубку. Затем убирают технологические прокладки. В качестве технологических прокладок используют гофрированный лист. Пакет заготовок формируют путем установки листового материала в каждый из гофров с последующим неподвижным соединением их между собой. В результате обеспечивается повышение качества деталей и повышение производительности. 1 з.п. ф-лы, 4 ил.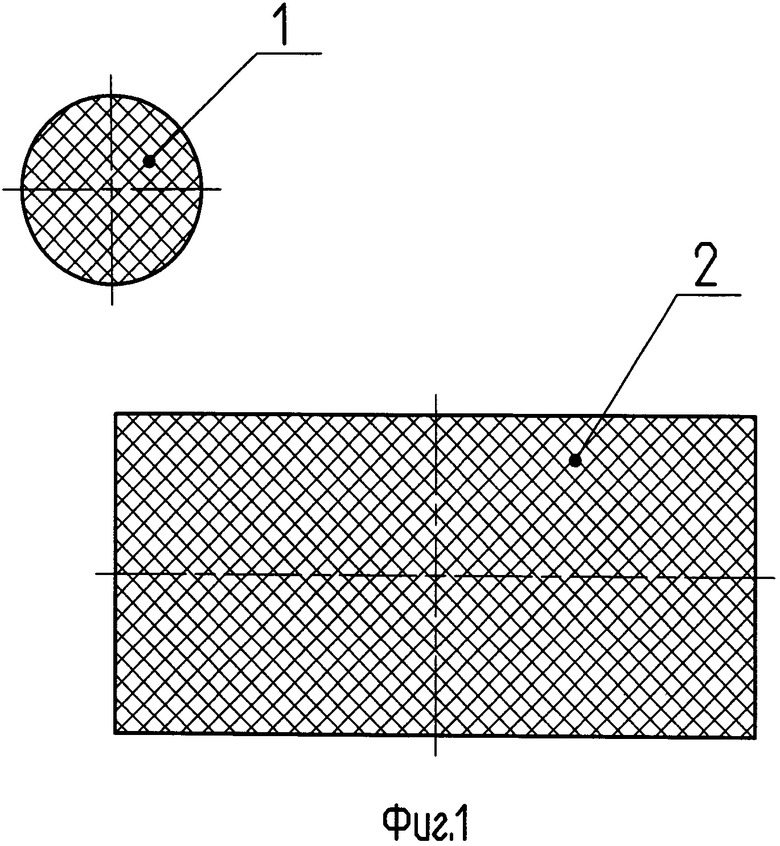
1. Способ вырубки в штампе деталей из пачки листовых материалов, отличающийся тем, что перед установкой в штамп формируют пакет заготовок путем размещения технологических прокладок сверху, снизу и между всеми смежными собранными в пачку листовыми материалами с последующим неподвижным соединением их между собой, устанавливают сформированный пакет на подкладку штампа и осуществляют вырубку, после чего убирают технологические прокладки.
2. Способ по п.1, отличающийся тем, что в качестве технологических прокладок используют гофрированный лист, причем пакет заготовок формируют путем установки листового материала в каждый из гофров с последующим неподвижным соединением их между собой.
| Романовский В.П., Справочник по холодной штамповке, Л., Машиностроение, 1979, с | |||
| Металлические подъемные леса | 1921 |
|
SU242A1 |
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| Способ вырезки из неметаллических листовых материалов | 1973 |
|
SU479533A1 |
| Способ вырубки листовых деталей | 1991 |
|
SU1780899A1 |
| СПОСОБ ВЫРУБКИ | 2008 |
|
RU2398645C1 |
| US 4856399 A1, 15.08.1989 | |||

