Изобретение относится к термической обработке, в частности к термофиксации поршневых колец, и может быть использовано при изготовлении разрезных поршневых колец с непараллельными торцевыми поверхностями (одной наклонной торцевой поверхностью).
Известен способ термофиксации поршневых колец, в котором кольца разводятся в замке отдельно посредством вставной раздвижной пластинки, подвешиваются в печь с циркуляцией горячего воздуха и в таком виде подвергаются термообработке для снятия напряжений, возникающих в заготовке при ее разведении (аналог) (Энглиш К. Поршневые кольца. - М.: Машиностроение, 1962, т.1, с.367).
Недостатками данного способа являются трудность механизации процесса обработки, низкая производительность и невысокое качество получаемых изделий, так как не исключается коробление колец в окружной плоскости.
Указанные недостатки в значительной степени устранены в способе термофиксации поршневых колец, в котором кольца набирают в пакет с заданием размера замка колец с помощью сухаря (разводящей вставки). Затем набранный пакет сжимают с торцов для исключения коробления и подвергают термообработке в соляной ванне (аналог), (Гинцбург Б.Я. Теория поршневого кольца. - М.: Машиностроение, 1979, с.226, 227).
Для осуществления этого способа известно использование приспособления, содержащего разводящую вставку и средство осевого сжатия пакета поршневых колец в виде установленных на стержне одной фиксированной (нижней) и одной подвижной (верхней) пластин. При этом пластины с одной стороны снабжены пазами, в которые помещены концы разводящей вставки. Осевое сжатие пакета колец осуществляется путем нагружения его весом верхней пластины (Энглиш К. Поршневые кольца. - М.: Машиностроение, 1962, т.1, с.366, фиг.263).
Пакетный способ термофиксации колец допускает большую степень механизации, более производителен. Благодаря осевому сжатию пакета колец исключается коробление колец в процессе термообработки, что позволяет получать изделия более высокого качества.
Однако известный способ неприемлем для осуществления термофиксации поршневых колец с непараллельными торцовыми поверхностями, которые находят применение в условиях повышенных требований к уплотнению поршней в цилиндрах.
Это объясняется тем, что при наборе таких колец в пакет их оси располагались бы под углом друг к другу, что не позволяет сформировать пакет и произвести его осевую стяжку.
Указанный недостаток устранен в способе термофиксации поршневых колец, включающем набор колец в пакет с заданием размера замка колец с помощью разводящей вставки, сжатием пакета по наружным торцам крайних колец и термообработку колец в пакете. Набор колец в пакет осуществляют попарно с контактированием колец в каждой паре по наклонным торцовым поверхностям и диаметрально противоположным расположением замков, при этом замковые части колец располагают со смещением наружу на величину радиальной толщины кольца (прототип) (патент RU №2097436, МКИ С21D 9/06, 9/40, опубл. 27.11.97, бюл. №33).
Прототипом конструкции является приспособление для термофиксации поршневых колец, содержащее две разводящие вставки и средство осевой стяжки пакета поршневых колец, включающие установленные на стержне одну фиксированную и одну подвижную пластины, которые снабжены пазами, выполненными на диаметрально противоположных сторонах пластин, и в которые помещены концы разводящих вставок (патент RU №2097436, МКИ С21D 9/06, 9/40, опубл. 27.11.97, бюл. №33).
Указанные особенности способа и приспособления для термофиксации поршневых колец позволяют набрать кольца с непараллельными торцовыми поверхностями в пакет, сохранить однонаправленность их осей, произвести осевую стяжку пакета и осуществить термообработку колец.
Однако и такой способ термофиксации колец с предлагаемым приспособлением имеет существенный недостаток, который будет влиять на качество получаемых изделий. Недостаток заключается в том, что кольца каждой пары сдвинуты друг относительно друга так, что и замковые части колец и соответственно часть спинки каждой пары колец располагаются со смещением. Эти части колец будут находиться в свободном состоянии в уже собранном и стянутом в осевом направлении пакете. При нагревании (отжиге) такого пакета колец и дальнейшем его охлаждении будет наблюдаться неравномерное распределение температуры по окружности колец. Так, например, те части колец, которые находятся в свободном положении (замок и спинка) будут нагреваться и остывать быстрее по сравнению с остальными частями колец, которые соприкасаются между собой и фиксируют друг друга в оставшихся окружных частях колец в пакете. В этом случае возможны структурные изменения внутри различных частей колец, изменение твердости в сдвинутых частях колец и, как следствие, коробление колец после термообработки (Энглиш К. Поршневые кольца. - М.: Машиностроение, 1962, т.1, с.366).
Технической задачей изобретения является получение возможности формирования пакета поршневых колец с непараллельными торцовыми поверхностями посредством использования приспособления, позволяющего равномерно нагрузить и охладить собранные в пакет кольца в процессе термообработки и избежать коробление колец.
Предлагаемое изобретение решает задачу формирования пакета колец с непараллельными торцовыми поверхностями новым способом посредством оригинального приспособления, позволяющее равномерно нагрузить и охлаждать собранные в пакет кольца в процессе термообработки изделий и тем самым в конечном итоге избежать коробления колец.
Для решения этой задачи в способе термофиксации поршневых колец с непараллельными торцевыми поверхностями, включающем комплектование колец в пары по наклонным торцевым поверхностям с диаметрально противоположным расположением замков, набор пар колец в пакет и задание размера замка колец с помощью двух разводящих вставок и термообработку, отличающемся тем, что кольца в каждой паре и пары колец в пакете собирают по общей оси симметрии.
Задача также достигается в приспособлении для термофиксации поршневых колец с непараллельными торцевыми поверхностями, содержащем средство осевой стяжки пакета поршневых колец, состоящее из установленных на болте неподвижной и подвижной пластин, выполненных с двумя диаметрально расположенными пазами, и две разводящие вставки, концы которых размещены к пазах пластин, отличающемся тем, что разводящие вставки выполнены в виде планок с разводящими пластинами, выступающими поочередно и перпендикулярно планке по всей ее длине, при этом толщина разводящих пластин меньше высоты колец в замке, а расстояния между чередующимися разводящимися пластинами равны сумме высот кольца в замке и в его спинке.
Указанные особенности способа и приспособления для термофиксации поршневых колец с непараллельными торцевыми поверхностями позволяют собрать в пакет все кольца точно друг над другом без смещения замковых частей колец, полностью фиксировать разводящими вставками кольца как по наклонным торцевым поверхностям, так и по окружным торцевым поверхностям и осуществить термообработку колец с высоким качеством, так как исключается их коробление.
Наличие изобретения в предлагаемом способе термофиксации поршневых колец с непараллельными торцевыми поверхностями и в приспособлении для его осуществления доказывается тем, что кольца в каждой паре собираются точно друг над другом без смещения так, что собранные в стопку все пары колец полностью фиксируют друг друга по торцам всех окружностей, имеют одну ось симметрии по высоте пакета, а приспособление для термофиксации поршневых колец содержит оригинальные вставки, каждая из которых представляет собой планку с выступающими поочередно и перпендикулярно к планке по всей ее длине разводящими пластинками, толщина которых должна быть меньше высоты колец в замке, а расстояние между чередующимися разводящими пластинками должны быть равны сумме высот кольца в замке и в его спинке.
Предлагаемое приспособление для осуществления оригинального способа термофиксации поршневых колец с непараллельными торцовыми поверхностями поясняется чертежами.
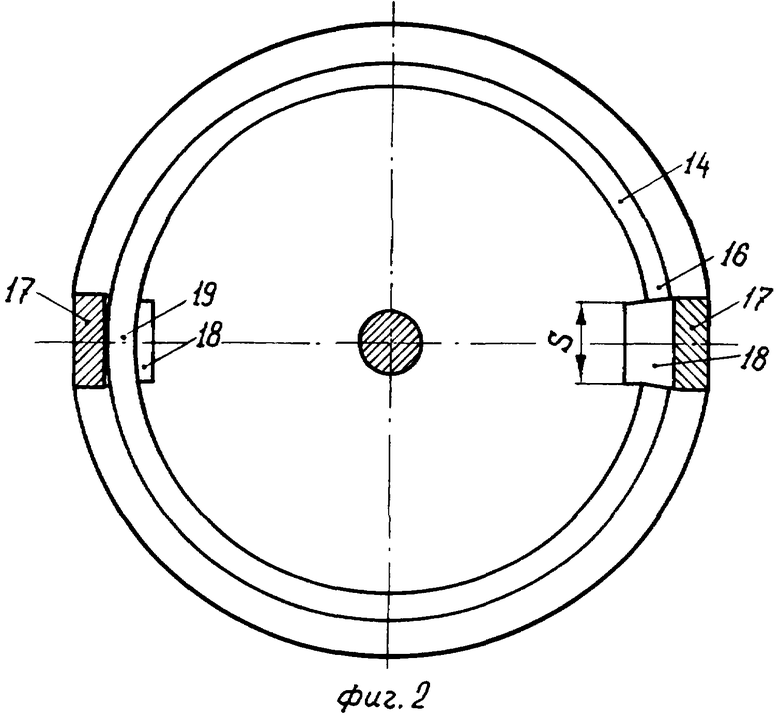
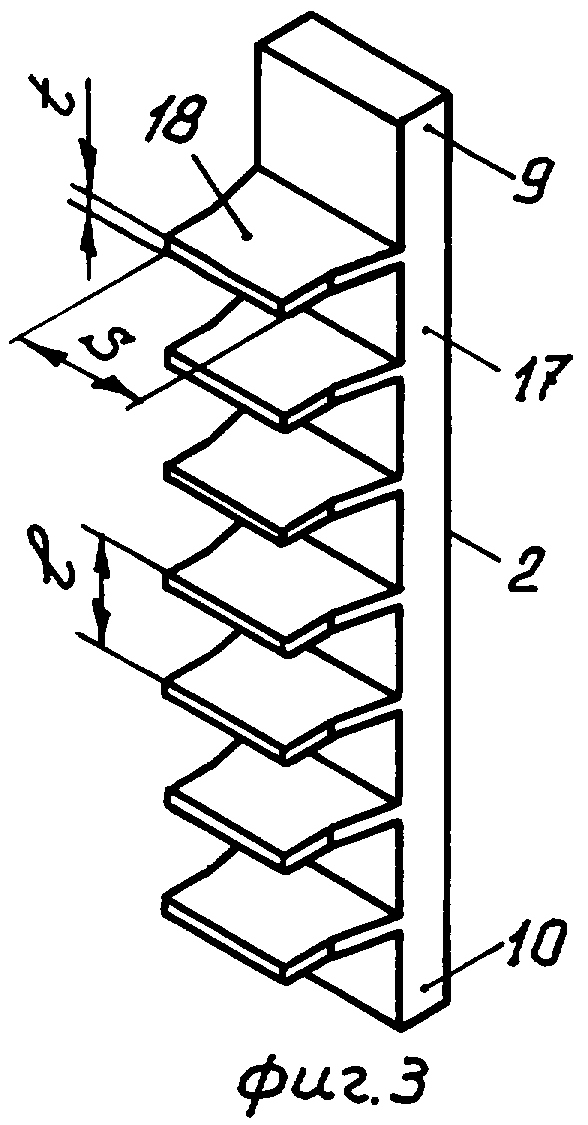
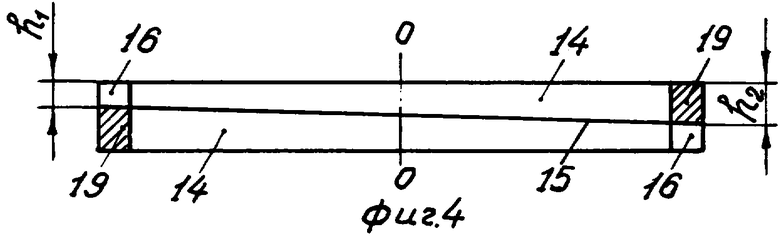
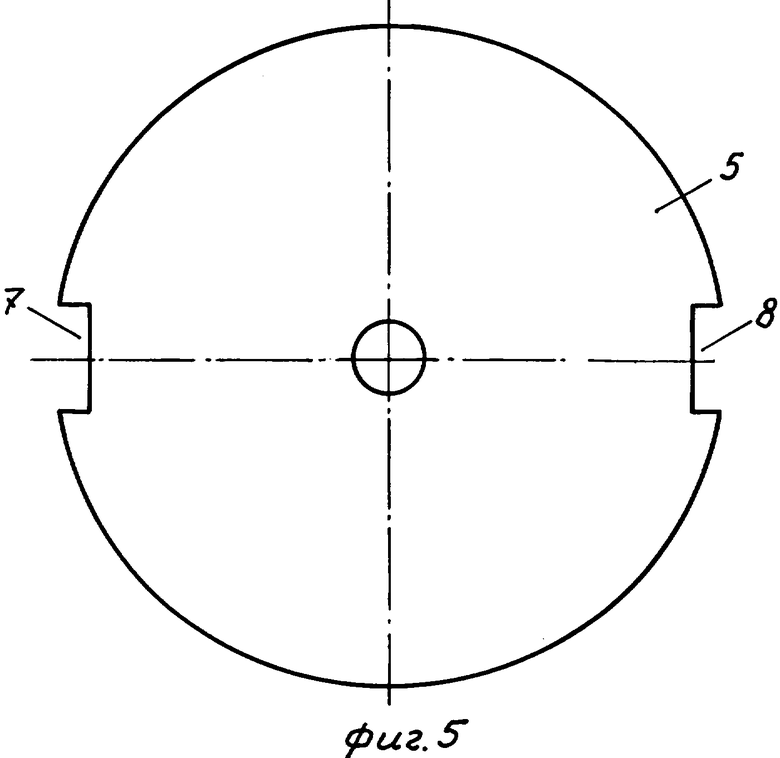
На фиг.1 показано приспособление для термофиксации поршневых колец с набранными в нем в пакет поршневыми кольцами - продольный разрез; на фиг.2 - разрез А-А фиг 1; на фиг.3 - вид разводящей вставки в аксонометрии; на фиг.4 - схема положения колец в паре; на фиг.5 - пластина приспособления - вид в плане.
Приспособление для термофиксации поршневых колец содержит две разводящие вставки 1 и 2 и средство осевой стяжки пакета поршневых колец, включающее болт 3 и две пластины 4 и 5 (фиг.1). Пластина 4 установлена на болте 3 подвижно, а пластина 5 неподвижно. Осевая фиксация пластины 5 на болте 3 обеспечивается головкой 6. Каждая из пластин 4 и 5 снабжена двумя прорезями 7 и 8, расположенными по отношению друг к другу с диаметрально противоположных сторон от геометрической оси (фиг.5). В прорези 7 и 8 помещаются концы разводящих вставок 9 и 10 (фиг.1).
Для осуществления осевой стяжки пакета поршневых колец, находящихся между пластинами 4 и 5, болт 3 со стороны подвижной пластины 4 снабжен резьбой 11, на которую навинчена гайка 12, воздействующая на эту пластину через шайбу 13 (фиг.1).
Пакет поршневых колец состоит из поочередно скомплектованных пар колец (фиг.1, фиг.4). Кольца 14 в каждой паре контактируют между собой по наклонным поверхностям 15 и находятся точно друг над другом без смещения с диаметрально противоположным расположением замков 16 (фиг.4). Такое комплектование каждой пары колец 14 позволяет иметь полное контактирование друг с другом по наклонным торцевым поверхностям 15, а параллельность наружных торцовых поверхностей каждой пары колец 14 позволяет формировать стопку колец, состоящую из пар колец, с общей вертикальной осью О-О как для каждой пары колец, так и для всего собранного пакета (фиг.4, фиг.1). Собранные в пакет кольца 14 разводятся в замках 16 двумя оригинальными разводящими вставками 1 и 2 (фиг.1).
Каждая разводящая вставка 1 и 2 представляет собой планку 17 с выступающими поочередно и перпендикулярно к планке 17 по всей ее высоте разжимными пластинками 18, которые своей шириной S задают размер замкам 16 колец 14 (фиг.3, фиг.2). Толщина t разжимных пластин 18 должна быть меньше высоты h1 колец 14 в замке 16. Такой размер толщины t разжимных пластин 18 позволит сжимать кольца 14 по оси пакета так, чтобы они все могли контактировать между собой и по наклонным поверхностям 15, и по наружным окружным поверхностям каждой пары колец. Расстояние l между чередующимися пластинами 18 должно быть равно сумме высот кольца в замке h1 и в его спинке h2 (фиг.3, фиг.4). Это необходимо для свободного прохождения каждой пары колец 14 между пластинами 18 вставок 1 и 2 в процессе сборки колец 14 в пакет.
Перед термообработкой поршневые кольца 14 комплектуют в пары так, чтобы они могли контактировать между собой по наклонным торцевым поверхностям 15, а замки 16 располагались диаметрально противоположно друг другу (фиг.4). Кольца 14 в каждой паре должны находиться точно друг над другом без смещения. При этом их оси будут совпадать и образовывать одну общую ось О-О для каждой пары. После этого кольца попарно и последовательно собирают в стопку, фиксируя их на разводящих вставках 1 и 2 (фиг.1). Для этого разжимные пластинки 18 на разводящих вставках 1 и 2 поочередно вставляют в прорези замков 16 колец 14, разводя концы колец, образующие замки 16, на ширину пластинок S (фиг.2). Набранную таким образом стопку колец вместе с разводящими вставками 1 и 2 устанавливают на нижнюю круглую пластину 5, закрепленную на болте 3, средства осевой стяжки пакета поршневых колец. При этом нижние свободные концы 9 и 10 планок 17 разводящих вставок 1 и 2 должны разместиться в прорезях 7 и 8 пластины 5. Сверху устанавливают подвижную пластину 4, совмещая прорези 7 и 8 с верхними свободными концами 9 и 10 планок 17 разводящих вставок 1 и 2. Далее на болт 3 устанавливают шайбу 13, навинчивают гайку 12, стягивают пакет колец и подвергают термообработке. После термообработки кольца приобретают требуемую форму.
Кольца в каждой паре собираются друг над другом без смещения, контактируют между собой по всей наклонной торцевой поверхности, а собранные в стопку все пары колец так же контактируют между собой внешними торцевыми поверхностями по всей окружности и имеют общую ось симметрии по высоте пакета. Это дает возможность более равномерно распределять температуру по периметру колец, получать более равномерную твердость и меньшее коробление в процессе термообработки.
Режим термообработки колец не относится к предмету данного изобретения и определяется физико-механическими свойствами и химическим составом материала, размерами колец и способом их предшествующей механической обработки.
Таким образом, предлагаемый способ термофиксации поршневых колец и приспособление для его осуществления позволит более качественно изготовить кольца с непараллельными торцевыми поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2097436C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2293771C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2008 |
|
RU2364635C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2003 |
|
RU2245376C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2011 |
|
RU2468094C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2309992C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2012 |
|
RU2487179C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2014 |
|
RU2578892C2 |
Изобретение относится к термической обработке и может быть использовано при изготовлении разрезных поршневых колец с непараллельными торцовыми поверхностями. Кольца собираются в пакет попарно без смещения друг относительно друга по наклонным поверхностям с диаметрально противоположным расположением замков. Приспособление для термофиксации поршневых колец содержит две разводящие вставки, концы которых размещены в пазах пластин, установленных на болте. Каждая вставка представляет собой планку с разводящими пластинами, выступающими поочередно и перпендикулярно планке по всей ее длине. Толщина разводящих пластин меньше высоты колец в замке. Расстояния между чередующимися разводящими пластинами равны сумме высот кольца в замке и его спинке. Обеспечивается равномерный нагрев и охлаждение собранных в пакет колец и исключается их коробление. 2 н.п. ф-лы, 5 ил.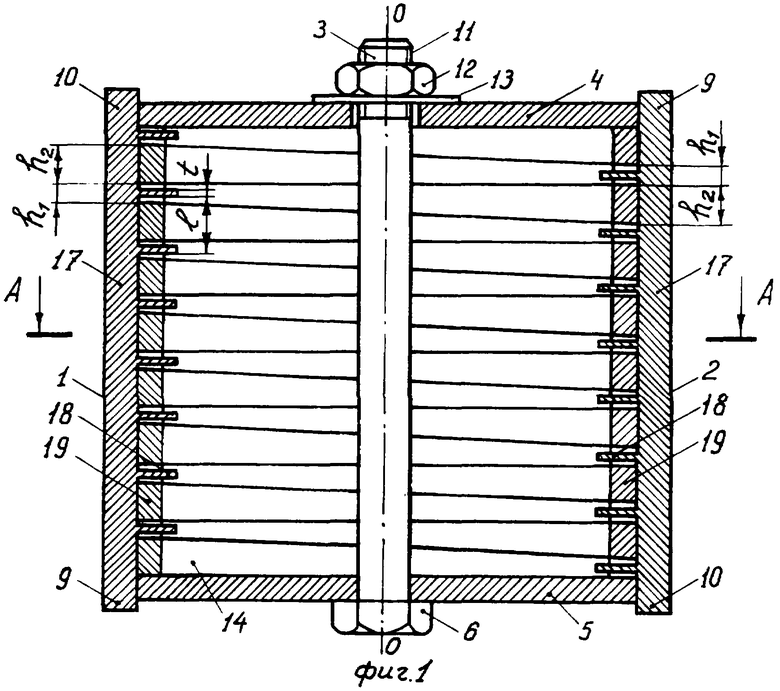
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2097436C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2003 |
|
RU2245376C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

