Изобретение относится к термической обработке, в частности к термофиксации поршневых колец в пакете, и может быть использовано для получения различного распределения радиального давления и упругости при изготовлении разрезанных круглых поршневых и уплотнительных колец с параллельными торцовыми поверхностями.
Известно устройство для термофиксации поршневых колец в пакете, содержащее трубу соответствующего диаметра, на которую предварительно одевают кольца и разводят замки до определенной величины для получения требуемой формы в свободном состоянии и упругости (Энглиш К. Поршневые кольца. -М.: 1962, т.1, с.365) (аналог).
К недостаткам такого устройства следует отнести получение колец с очень большой овальностью (повышенным давлением в спинке и на концах кольца), у других зон кольца возможны просветы в контрольном калибре, а также невозможность получения поршневых колец с равномерным и пониженным в зоне замка радиальным давлением.
Наиболее близкой по технической сущности к заявляемому объекту является устройство для термофиксации поршневых колец в пакете, состоящее из приспособления для осевого сжатия пакета по торцам для исключения коробления и разводящей вставки (сухаря) для разведения замков колец, позволяющей получать радиальное давление, близкое к равномерному (Гинцбург Б.Я. Теория поршневых колец. -М., Машиностроение: 1979, с.226, рис.124, а) (прототип).
К недостаткам такого устройства для термофиксации следует отнести невозможность получения равномерного радиального давления, поскольку торцовые поверхности кольца в замке при разведении его концов и установки между ними разводящей вставки располагаются под острым углом к оси симметрии кольца, проходящей через его замок и центр устройства, что вызывает условия нагружения, отличные от тех, которые позволяют получить равномерное радиальное давление (наблюдается пониженное давление в зоне замка, что подтверждается рис.125 в книге Гинцбурга Б.Я. Теория поршневых колец. -М., Машиностроение: 1979 на с.227), а также невозможность получения поршневых колец с повышенным радиальным давлением в зоне замка, что часто требуется условиями долговечной эксплуатации узла уплотнения.
Технической задачей изобретения является осуществление возможности получать поршневые кольца при их термофиксации с различными распределениями радиального давления (равномерным, повышенным и пониженным давлением в зоне замка).
Задача достигается путем использования устройства для термофиксации поршневых колец в пакете, содержащее разводящую вставку, размещенную в замке колец, средство осевого сжатия пакета поршневых колец в виде неподвижного и подвижного фланцев, связанных посредством цилиндрического стержня с резьбой и гайкой, отличающегося тем, что разводящая вставка снабжена опорными пластинами П-образной формы, которые закреплены одной своей стороной на основании разводящей вставки с возможностью поворота на оси, кроме того, опорные пластины разводящей вставки зафиксированы посредством болта с гайкой и имеют возможность изменять угол наклона (в зависимости от положения болта в пазу основания от 0° до 60°. Угол наклона опорных пластин выбирается от 0° до 60° в зависимости от величины коррекции радиального давления - чем больше угол, тем больше коррекция давления, а вершина угла расположена по оси симметрии замка кольца и центра цилиндрического стержня с внешней стороны неподвижного фланца для получения повышенного радиального давления в зоне замка. Для получения пониженного радиального давления в зоне замка необходимо вершину угла ϕ расположить по оси симметрии замка кольца и центра цилиндрического стержня с внутренней стороны неподвижного фланца.
Оригинальность в выборе решения заключается в том, что используя предлагаемое устройство для термофиксации можно получать поршневые кольца с различной формой в свободном состоянии и естественно с различным распределением радиального давления.
Предложенное решение отличается от прототипа тем, что при термофиксации поршневых колец в пакете используется разводящая вставка, опорные поверхности которой имеют возможность изменять и фиксировать угол наклона с помощью болта и гайки, тем самым концы колец испытывают определенные условия нагружения, которые обеспечивают получение требуемой формы, соответствующей равномерному давлению, повышенному или пониженному радиальному давлению в зоне замка.
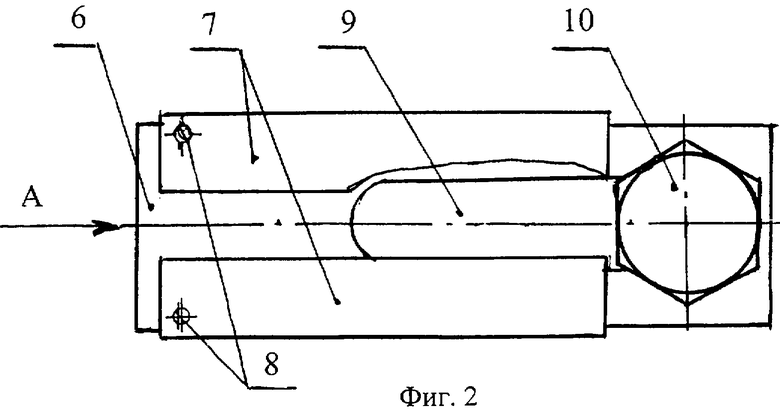
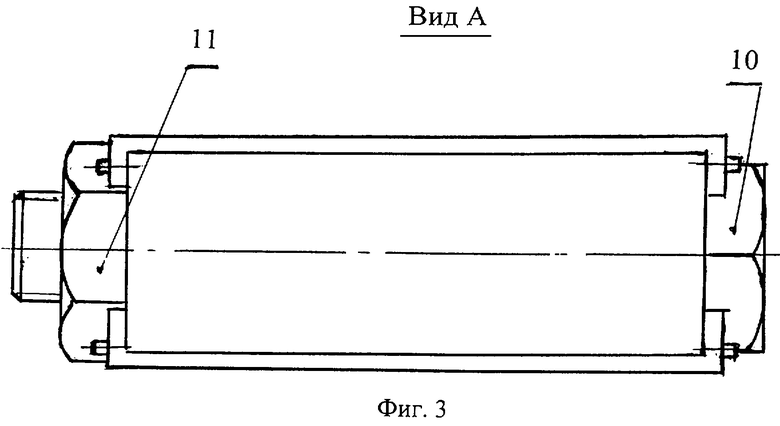
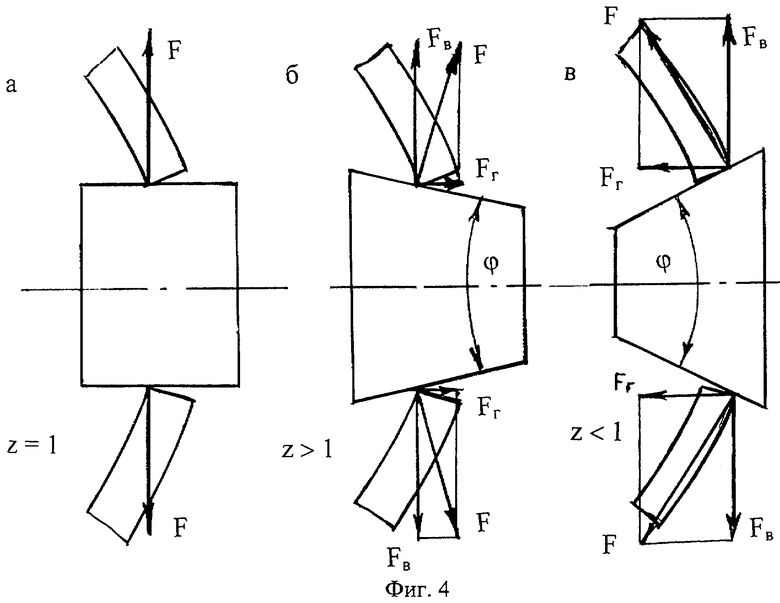
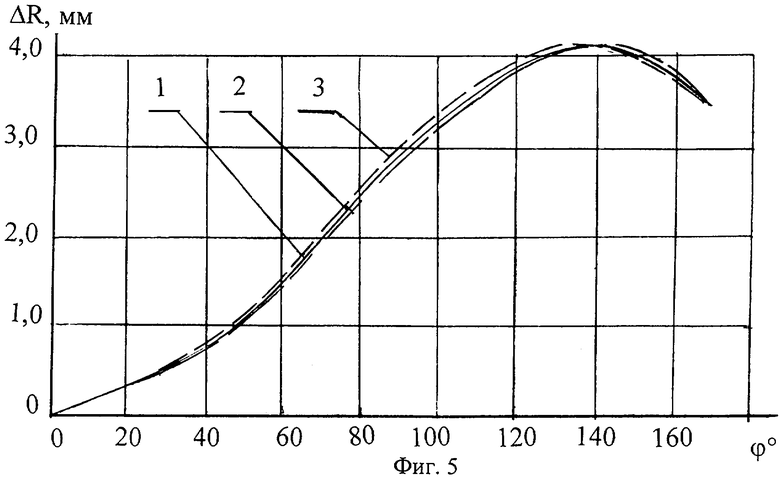
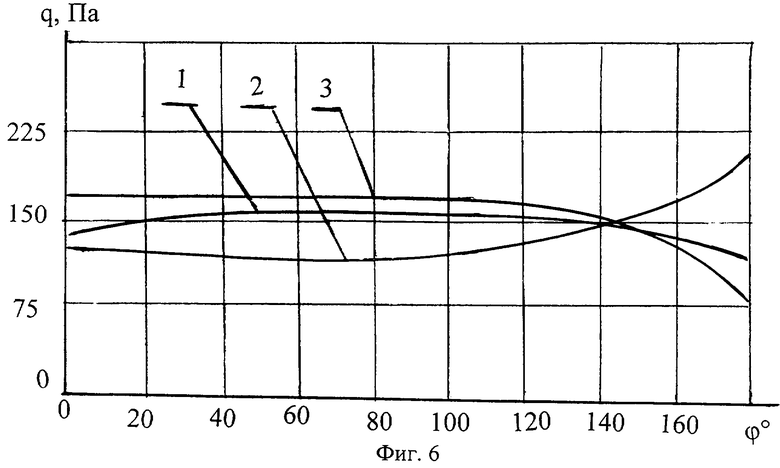
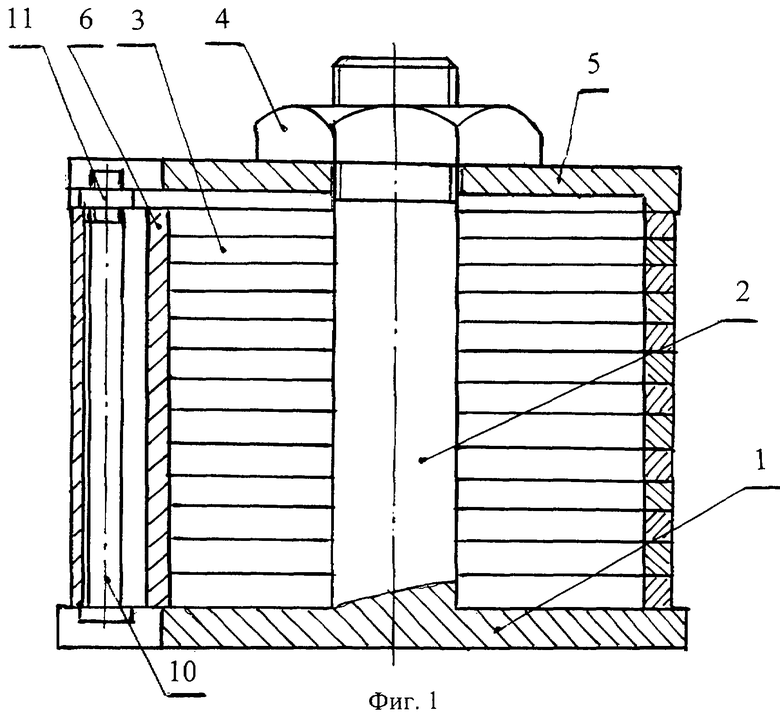
На фиг.1 приведено устройство для термофиксации поршневых колец в сборе, на фиг.2 - разводящая вставка, на фиг.3 - вид А разводящей вставки, на фиг.4 - схемы нагружения колец, обеспечивающие получение равномерного радиального давления (фиг.4а), повышенное (фиг.4б) и пониженное (фиг.4в) давление в зоне замка, на фиг.5 - приращения радиус-векторов формы в свободном состоянии уплотнительных колец диаметром 115 мм, термофиксированных по предлагаемым схемам и на фиг.6 - эпюры радиальных давлений уплотнительных колец, изготовленных по предлагаемым схемам.
Устройство состоит из неподвижного фланца 1, цилиндрического стержня 2, снабженного резьбой для осуществления осевой стяжки пакета поршневых колец 3 гайкой 4, подвижного фланца 5 и разводящей вставки, основание 6 которой приведены на фиг.1. Разводящая вставка состоит из основания 6 (фиг.2), двух опорных пластин 7, имеющих П-образный профиль, концы пластин подвижно закреплены на основании с помощью осей 8. Основание имеет паз 9, через который болтом 10 и гайкой 11 фиксируются опорные пластины 7 (фиг.3, 4).
Для термофиксации поршневые кольца 3 (фиг.1} набираются в пакет на неподвижном фланце 1, в замки колец устанавливается разводящая вставка. Предварительно у разводящей вставки опорные пластины устанавливают в нужное положение. Для получения распределения радиального давления колец, близкого к равномерному, необходимо параллельное расположение опорных пластин (фиг.4а). В этом случае сила F, разводящая концы колец, направлена перпендикулярно оси симметрии, проходящей через середину замка и центр цилиндрического стержня. Для получения повышенного радиального давления в зоне замка опорные пластины располагают под углом ϕ друг к другу (фиг.4б) и фиксируют болтом 10 и гайкой 11 (фиг.3). Вершина угла расположена по оси симметрии замка кольца и центра цилиндрического стержня с внешней стороны неподвижного фланца. Этот угол может изменяться от 0 до 60°, причем чем больше угол ϕ, тем выше степень коррекции z (отношение давления в зоне замка к среднему давлению кольца), так как горизонтальная составляющая Fг результирующей силы F разведения концов кольца направлена во внешнюю сторону кольца и будет больше (фиг.4б). Для получения пониженного радиального давления в зоне замка разводящую вставку разворачивают на 180° (фиг.4в), т.е. вершину угла ϕ располагают по оси симметрии замка кольца и центра цилиндрического стержня с внутренней стороны неподвижного фланца. В этом случае горизонтальная составляющая Fг результирующей силы F разведения концов кольца направлена во внутреннюю сторону кольца и за счет нее радиальное давление у замка колец уменьшится. После сборки пакета поршневые кольца сжимают по торцам в осевом направлении для предотвращения коробления гайкой 4 через подвижный фланец 5 (фиг.1). Набранный таким образом пакет колец подвергается термообработке. Режим термообработки колец должен обеспечить снятие внутренних напряжений в материале и зафиксировать полученную форму колец в свободном состоянии.
С помощью предлагаемого устройства проведена термофиксация трех партий уплотнительных колец диаметром 115 мм, высота колец 3 мм, радиальная толщина 5 мм, размер замка 15 мм для коробок перемены передач тракторов из специального серого чугуна с модулем упругости 85·109 Па. Результаты измерения колец показали, что для первой партии, изготовленной по схеме, соответствующей фиг.4а, получена форма в свободном состоянии, представленная кривой 1, фиг.5 и эпюра радиальных давлений, близкая к равномерной (фиг.6, кривая 1). Вторая партия изготовлена по схеме, соответствующей фиг.3б. Угол наклона опорных пластин равен 40°. В этой партии кольца имеют форму в свободном состоянии (кривая 2, фиг.5) и повышенное давление в зоне замка (фиг.6, кривая 2). Третья партия, изготовленная по схеме фиг.3, в (угол наклона опорных пластин такой же, как при изготовлении второй партии), имеет форму колец в свободном состоянии (кривая 3, фиг.5) и пониженное давление в зоне замка (фиг.6, кривая 3).
Технико-экономический эффект предлагаемого устройства заключается в том, что имеется возможность изготовить поршневые и уплотнительные кольца с требуемым радиальным давлением, что повысит их долговечность и надежность работы в узлах уплотнения по сравнению с существующими устройствами для термофиксации колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2293771C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2309992C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2008 |
|
RU2364635C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2011 |
|
RU2468094C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333263C2 |
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2097436C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2012 |
|
RU2487179C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2014 |
|
RU2578892C2 |
Изобретение относится к термической обработке. Устройство содержит разводящую вставку, размещенную в замке колец, и средство осевого сжатия пакета колец в виде неподвижного и подвижного фланцев. Фланцы связаны посредством цилиндрического стержня с резьбой и гайкой. Разводящая вставка состоит из основания и двух опорных пластин П-образной формы. Пластины закреплены одной своей стороной на основании с возможностью поворота на оси. Пластины зафиксированы посредством болта с гайкой с возможностью изменения угла наклона ϕ в зависимости от положения болта в пазу основания от 0° до 60°. Изобретение позволяет изготовить поршневые кольца с требуемой эпюрой радиального давления, что позволит повысить их долговечность и надежность работы узла уплотнения. 2 з.п. ф-лы, 6 ил.
| ГИНЦБУРГ Б.Я | |||
| Теория поршневых колец, Москва, Машиностроение, 1979, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| Способ изготовления поршневых колец с замком | 1979 |
|
SU1011710A1 |
| GB 567330 A, 08.02.1945. | |||

