Изобретение относится к области извлечения металлов из отходов и может быть использовано при переработке вторичного сырья, в том числе электронной промышленности, концентратов горнорудной промышленности и т.д.
Известен способ извлечения металлов из отходов (авт. св. N 1293070, кл. C 22 B 11/04) заключающийся в обработке предварительно подготовленного сырья растворами азотной кислоты или царской водки с последующим выделением металлов добавлением восстановителей.
Недостатки этого способа связаны с экологической опасностью процесса, обусловленной выделением токсичных газов и сбросных вод, безвозвратной потерей дорогостоящих реагентов.
Известен также способ извлечения металлов из электронного скрапа (патент США N 3957505, кл. C 22 B 11/04, 75/108) путем обработки его водным раствором, содержащим по весу 10 частей воды, 1 часть йода, 0,7-20 частей водорастворимого йодида, полученный раствор смешивают с восстановителем в присутствии или отсутствии буфера для восстановления растворенного йодида золота до металлического золота и осаждения практически чистого золота из раствора. После удаления осажденного золота из водного раствора к последнему добавляют окислитель (перекись водорода). Это приводит к восстановлению исходного состояния раствора, который используется повторно.
Недостатки этого способа связаны с необратимыми потерями металлов и дорогостоящего йода с выщелоченным скрапом за счет удержания продукционного раствора в влажном скрапе и образовании нерастворимых йодидов тяжелых металлов, составляющих основную массу перерабатываемого сырья. При этом необратимо тратятся дорогостоящие реагенты, регенерированный выщелачивающий раствор постоянно разбавляется и насыщается посторонними анионами, что потребует в дальнейшем введения дополнительных операций концентрирования и очистки растворов, без которых процесс выщелачивания золота в предложенном режиме окажется невозможным.
Наиболее близок к предложенному является способ извлечения металлов из отходов, преимущественно электронной промышленности (патент США N 5026420, кл. C 22 B 11/04, 75/712), включающий выщелачивание благородных металлов йодидными растворами, содержащими 10 частей водорастворимого йодида и 1 часть йода в диапазоне концентраций 1-20 г/л, очистку продукционных растворов после выщелачивания от ионов растворенных металлов, электрохимическое выделение золота и регенерацию выщелачивающего раствора. При этом очистка йодидных растворов, полученных в процессе выщелачивания золота из золотосодержащих материалов, происходит путем сорбционного извлечения растворенных металлических ионов на сильнокислой катионообменной смоле, анионов на сильноосновной ионообменной смоле. Кроме того для очистки растворов используются методы осаждения гидроокисей металлических ионов или проведение процессов в забуференной среде. Далее осуществляется процесс одновременного выделения золота и регенерации йода, заключающийся в том, что продукционный раствор подается в катодное отделение электрохимической ячейки, где золото электрохимически выделяется на катоде, а непрореагировавший йод восстанавливается до йодида, а затем из катодного отделения подается в анодное, где йодид окисляется до йода и тем самым регенерируется реактивная способность выщелачивающего раствора.
Недостатки известного способа являются неполная отмывкой йода из выщелоченного электронного скрапа, где он содержится главным образом в виде нерастворимых в воде йодидов тяжелых металлов, возможные потери золота при отмывки водой из-за пониженной растворимости йодидного комплекса золота в чистой воде, образование значительных количеств сбросных концентрированных по ионам металлов регенератов, быстрое снижением активности выщелачивающего раствора из-за взаимодействия окислителя с тяжелыми металлами и медью, составляющими основную массу обрабатываемого сырья.
Таким образом, большие потери дорогостоящего йода с нерастворимыми йодидами тяжелых и цветных металлов делают этот способ недостаточно экономичным и ограничивает возможности его использования только для скрапов с малым содержанием цветных и тяжелых металлов, что, в свою очередь, сужает сферу применения этого способа.
Задачей изобретения является создание способа извлечения металлов из отходов обладающего повышенной эффективностью, исключающего загрязнение окружающей среды токсичными газами и сбросными водами и обеспечивающего расширение сырьевой базы для производства благородных, цветных, редких и тяжелых металлов.
Технологический эффект заключается в сокращении потерь дорогостоящего йода, повышении экономичности, технологичности способа извлечения металлов из отходов электронной промышленности.
Поставленная задача достигается тем, что в известном способе извлечения металлов из отходов, преимущественно электронной промышленности (скрапа), включающего обработку отходов йодидными растворами, отмывку выщелоченного продукта, очистку продуктивных растворов после выщелачивания от ионов тяжелых металлов, электрохимическое выделение золота и регенерацию выщелачивающего раствора, согласно изобретению, перед обработкой производят химическое обогащение последовательным извлечением из отходов тяжелых, цветных металлов и серебра, а выщелачивание благородных металлов ведут одновременно с десорбцией йода с пластмассово-керамической основы обогащенного скрапа, которое осуществляется в две стадии, на первой слабокислыми йодидными растворами с повышенной концентрацией йода для извлечения основной массы золота, на второй с пониженным содержанием йода для доизвлечения золота с последующим использованием, полученных растворов в обороте, после электрохимического извлечения золота с одновременной генерацией необходимого количества йода, отмывку продукта от йодистого калия и связанного йода ведут щелочными растворами, например продукционным раствором после выделения золота, с одновременной конверсией нерастворимых йодидов металлов в гидроокиси и последующей водной отмывкой с последующей электродиализной обработкой промвод, используемых повторно, при этом выщелачивание металлов ведут агитационным методом. Кроме того выщелачивание можно вести агитационно-перкаляционным и перкаляционным методом.
Химическое обогащение, которое производят перед выщелачиванием последовательным извлечением из отходов тяжелых, цветных металлов и серебра посредством электрохимического растворения сначала олова, свинца, алюминия и цинка в щелочных растворах с одновременным выделением оловосвинцового порошка и последующей очисткой этих растворов от алюминия и цинка для повторного их использования позволяет получить дорогостоящий товарный продукт в виде оловосвинцового пропоя и обеспечивает замкнутый процесс по щелочи, экономя тем самым реагент.
Электрохимическое растворение цветных металлов, железа и серебра с помощью медно-аммиачных травильных растворов или раствора серной кислоты, с одновременным выделением меди на катоде и последующим цементированием цветных металлов и осаждением хлорида серебра для повторного использования травильных растворов и серной кислоты позволяет произвести товарную продукцию в виде меди, хлорида серебра, обеспечивая замкнутость процесса по медно-аммиачным и сернокислотным растворам, ликвидируя тем самым водосброс и экономя химические реагенты.
Введение отмывки выщелоченных отходов (скрапа) от захваченного золота йодидным раствором, позволяет снизить необратимые потери золота, сбрасываемого с выщелоченным скрапом, и то, что отмывку скрапа от захваченного йода ведут щелочными растворами с одновременной конверсией нерастворимых йодидов в гидроокиси, с последующей обработкой промвод электрохимическим и электродиализным методом и возвратом концентрированного раствора йодидной соли на доукрепление выщелачивающего раствора, а промвод на отмывку йода позволяет свести к минимуму потери йода, организовать замкнутый оборот промывных растворов, ликвидируя тем самым потери дорогого реагента, организовать замкнутый цикл по водорастворимым йодидным солям, используемых при выщелачивании, при полном отсутствии сброса токсичных вод в окружающую среду.
Пример. На переработку поступил материал, представляющий собой продукт, полученный путем механического обогащения электронного скрапа через операции дробления в замкнутом цикле, грохочения, воздушной классификации с последующим выделением металлической фракции методом магнитной и электростатической сепарации в количестве 100 г, содержащий, Au 0,52; Ag 2,20; Sn 15,9; Pb 7,48; Zn 0,36; Cu 27,60; Ni 0,20; Fe 5,00.
Выделение олова, свинца, алюминия и части цинка из скрапа осуществляли методом электрохимического растворения в 10-20% растворах щелочи, при анодной поляризации скрапа. Выщелачивание проводили в электролизере с анодом в виде корзины из нержавеющей стали, в которую загружали скрап, и цилиндрического катода, выполненного из того же материала, при постоянном перемешивании и отводе избыточного тепла. Процесс постоянно контролировали по изменению веса скрапа. При плотности тока 300 А/м2, силе тока 4А, отношении твердого к жидкому (Т:Ж)=3 и (комнатной) температуре 50-70 процесс заканчивается за 6 ч, при этом степень извлечения в раствор олова, свинца и алюминия и цинка составили соответственно (в) 92, 80, 65, 55 (концентрация элементов в растворе равна соответственно 47,38; 20,2; 2,11; 0,67 г/л). Одновременно на катоде осаждался оловосвинцовый порошок, постепенно осыпающийся на дно электролизера. Выход по току на уровне 18%
После отмывки выщелоченного скрапа от щелочи вес его составил 75,6 г Электролит фильтровали от оловосвинцового порошка и использовали повторно. По мере накопления в электролите алюминия и цинка часть раствора выводится из процесса и очищается от них высаживанием алюмината натрия путем охлаждения раствора до 16-18 градусов и последующей цементацией цинка на железной стружке. Очищенный электролит возвращается в голову процесса.
Очистка золотосодержащего электронного скрапа от меди и нерастворимых в щелочах цветных металлов осуществлялась посредством электрохимического выщелачивания этих элементов в медно-аммиачный травильный раствор или состав на основе моноэтаноламина с одновременным выделением порошкообразной меди на катоде. Процесс осуществлялся в описанном ранее электролизере с постоянным контролем убыли веса загруженного скрапа. При плотности тока 200 А/м2, Т:Ж 2, постоянной продувке воздуха и комнатной температуре процесс заканчивается за 6 ч, при этом степень извлечения меди, никеля и серебра в раствор составили соответственно (в) 98, 90, 73. Остаточное содержание меди в растворе после электролиза 10 г/л. После отмывки выщелоченного скрапа от медно-аммиачного травильного раствора вес его составил 46,8 г.
Электролит фильтровали от медного порошка и использовали повторно. По мере накопления в электролите серебра и никеля часть раствора выводится из процесса и после отгонки аммиака из него выделяется хлорид серебра и цементируется никель. Раствор доукрепляется аммонийной солью, аммиаком и возвращается в голову процесса.
Очистка скрапа от железа осуществлялась методом сернокислотного выщелачивания в присутствии окислителя с последующим осаждением гидроокиси железа.
Подготовленный таким образом материал (скрап) обрабатывался сначала йод-йодид содержащим раствором с повышенным содержанием йода (200 г/л KJ и 50 г/л J2), а затем в две стадии проводилась операция доизвлечения и отмывки золота с одновременной десорбцией сорбированного на пластмассово-керамической основе йода путем обработки йод-йодидными растворами с пониженным содержанием йода (200 г/л KJ и 0,1-5 г/л J2).
Продукционный раствор и полученные промывные воды обрабатывались электрохимическим способом в многокамерном электролизере при разных скоростях питания продукционным раствором и промывными водами.
Процесс осуществляли в четырехкамерном мембранном электролизере. В первую катодную камеру вводили промывные воды, выделяли золото и восстанавливали отмытый йод. В соседней анодной камере окисляли йод до концентрации 5 г/л и возвращали раствор на операцию отмывки золота (анолит 1).
Продукционный раствор вводили в следующую катодную камеру, выделяли золото и восстанавливали непрореагировавший йод до йодида после чего раствор направляли в анодную камеру, где йодид окисляли до йода (50 г/л). За счет протекания электрохимической реакции в катодной камере происходит подщелачивание раствора до pH 13. Часть католита направлялась на регенерацию и затем на выщелачивание (католит 1), другая часть (католит 2) на извлечение йода, захваченного с нерастворимыми йодидами металлов-примесей, путем конверсии их в гидроокиси. Полученные промывные воды с йодом объединялись с продукционным раствором и вновь подавались в катодную камеру электролизера.
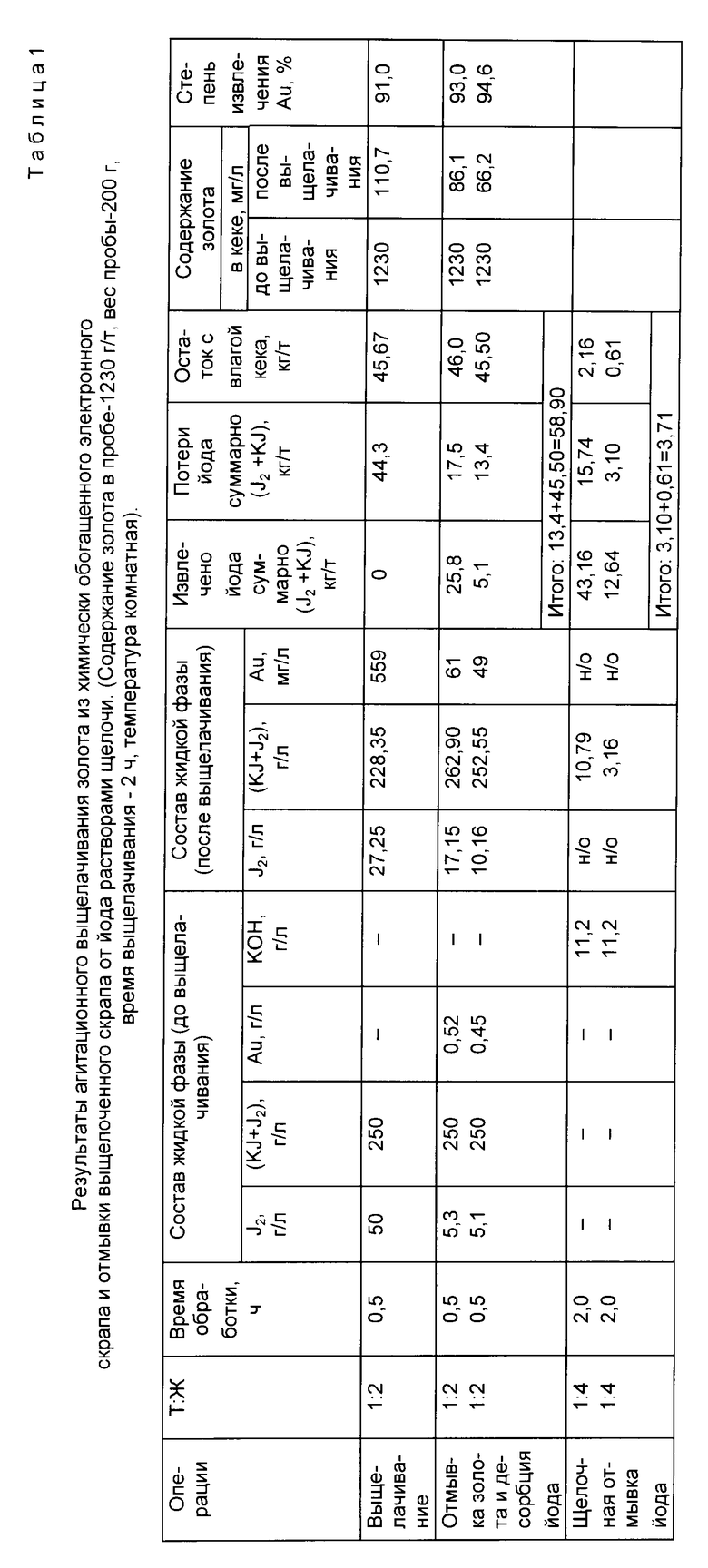
Опыты по отмывке йода осуществляли следующим образом: навеску исходного сырья (200 г) выщелачивали йод-йодидным раствором состава 200 г/л KJ и 50 г/л J2 при Ж:Т 2 и времени выщелачивания 30 мин, а затем отмывали от золота раствором с содержанием йода 5,3-5,1 г/л и суммарным содержанием J и J2, равным 250 г/л (анолит 1) в 2 стадии при Ж:Т 2 и времени перемешивания 30 мин.
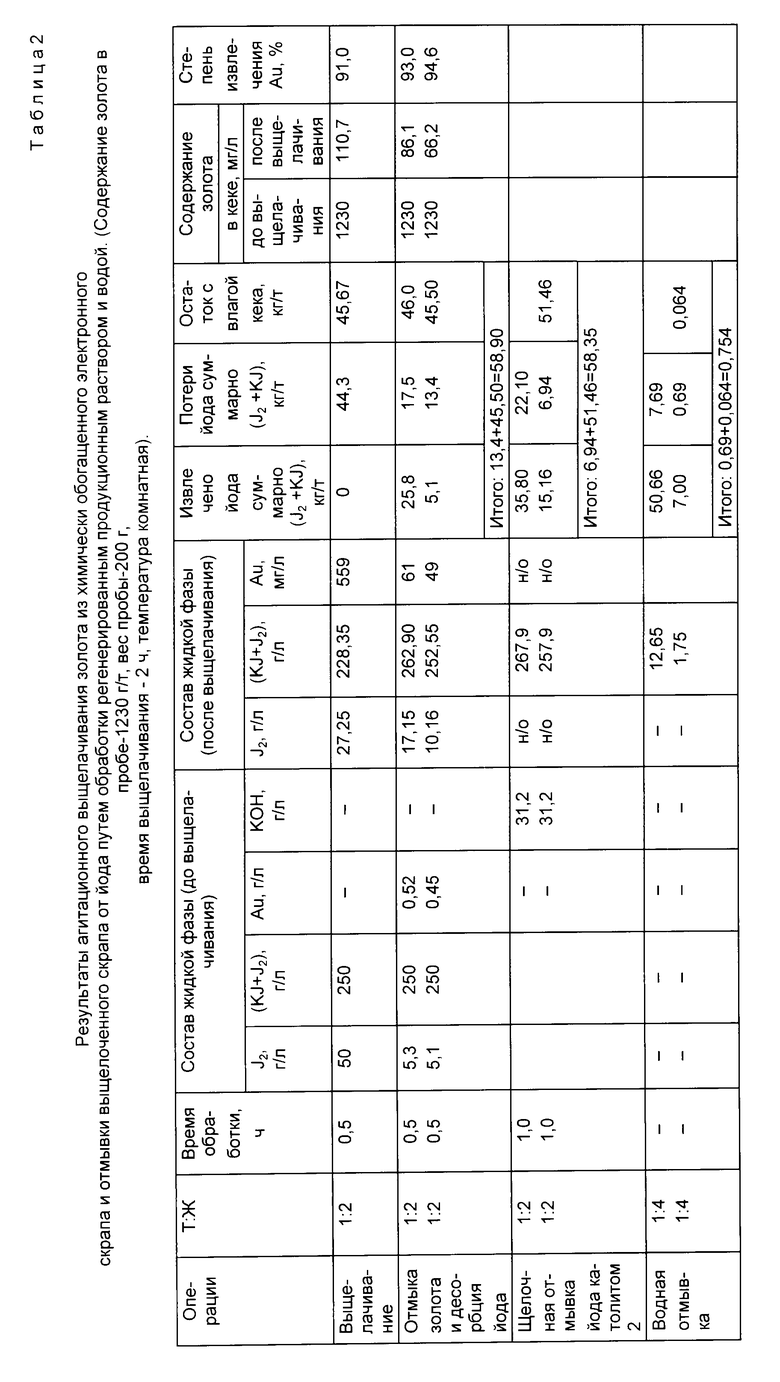
Отфильтрованный отмытый от золота скрап (кек) с влажностью 20% делили на две равные части (100 г твердому). Одну часть отмывали раствором 0,1 Н KOH, вторую католитом 2.
Окончательную отмывку кека от йодида калия проводили методом вытеснения водой в две стадии. Промывную воду направляли в электродиализатор, на выходе из которого получали рассол с концентрацией 120-140 г/л по йодиду калия и обессоленную воду, направляемую на операцию отмывки.
Результаты и условия проведения экспериментов представлены в табл. 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЙОД-ЙОДИДНОЙ ПЕРЕРАБОТКИ ЗОЛОТОСОДЕРЖАЩЕГО СЫРЬЯ | 2019 |
|
RU2702250C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ, ПРЕИМУЩЕСТВЕННО МЕДИ И ЗОЛОТА, ИЗ ПИРИТНЫХ ОГАРКОВ | 2005 |
|
RU2342446C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ЭЛЕКТРОННОЙ И ЭЛЕКТРОТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2012 |
|
RU2502813C1 |
| СПОСОБ ПЕРЕРАБОТКИ ФОСФОГИПСА | 2012 |
|
RU2504593C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ ИЗ ВТОРИЧНОГО СЫРЬЯ | 1999 |
|
RU2175679C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ МЕТАЛЛСОДЕРЖАЩЕГО МИНЕРАЛЬНОГО СЫРЬЯ | 2010 |
|
RU2476610C2 |
| Способ получения аффинированного серебра из промпродуктов драгметального производства, содержащих серебро в форме хлорида | 2021 |
|
RU2779554C1 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ПИРИТНЫХ ОГАРКОВ | 2016 |
|
RU2623948C1 |
| СПОСОБ ГИДРОМЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКИ АНОДНЫХ ШЛАМОВ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ ВТОРИЧНОЙ МЕДИ | 2024 |
|
RU2834093C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПИРИТНЫХ ОГАРКОВ | 2020 |
|
RU2740930C1 |
Изобретение относится к способу извлечения материалов из отходов, например электронной промышленности, йодидным выщелачиванием. Сущность изобретения: производят химическое обогащение отходов последовательным извлечением из них тяжелых, цветных металлов и серебра, а выщелачивание благородных металлов ведут агитационным методом одновременно с десорбцией йода с пластмассово-керамической основы обогащенного скрапа, которое осуществляется за счет последовательной обработки слабокислыми йод-йодидными растворами сначала с повышенной концентрацией йода для извлечения основной массы золота, а затем с пониженным содержанием йода для доизвлечения золота, причем эти растворы используются в обороте после электрохимического выделения золота с одновременной генерацией необходимого количества йода, после чего отмывку скрапа от йодистого калия и йода, связанного с нерастворимыми йодидами тяжелых и цветных металлов, ведут щелочными растворами, например продукционным раствором после осаждения золота, с одновременной конверсией нерастворимых йодидов металлов в гидроокиси и последующей водной отмывкой, осуществляемой в сочетании с электродиализной обработкой промвод, используемых повторно. 2 з.п. ф-лы, 2 табл.
| Патент США N 5026420, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
