Изобретение относится к металлообработке и предназначено для нарезания зубчатых колес.
Известен способ нарезания зубчатых колес инструментом типа шевер, установленным под перекрещивающимся углом к оси заготовки. При этом способе инструменту и заготовке сообщают вращение, последней с приводом от инструмента, относительно возвратно-поступательное движение вдоль оси заготовки и радиальную подачу. Недостатками способа являются малые глубины резания и кинематические погрешности заготовки, копируемые в окончательно обработанном колесе.
Известен способ отделочной обработки цилиндрических зубчатых колес двумя шеверами, установленными диаметрально противоположно относительно обрабатываемого зубчатого колеса. Данный способ повышает кинематическую точность обработки, но усложняет привод и требует меньших припусков, чем обычное шевингование.
Наиболее близким изобретением к предлагаемому способу по технической сущности и достигаемому техническому результату является способ шевингования, при котором заготовка к шеверу, установленным под перекрещивающимся углом к оси заготовки, сообщают вращение и относительное поступательное перемещение со скоростью подачи, при этом вращение шевера и заготовки осуществляют с маховыми массами для инерционного исправления кинематических погрешностей обрабатываемого колеса.
Недостатками известного способа являются невозможность обработки больших глубин резания на соизмеримую или полную высоту нарезаемого зуба, невысокая производительность.
Технический результат данного изобретения состоит в увеличении глубины резания до полной высоты зубы, уменьшении накопленной погрешности по шагу зубьев, повышении производительности зубообработки.
Указанный технический результат достигается тем, что в известном способе обработки зубчатых колес дисковым шевером, установленным под перекрещивающимся углом к оси заготовки и получающим относительное возвратно-поступательное перемещение со скоростью подачи, шевер устанавливают на глубину, соизмеримую или равную высоте нарезаемого зуба, вращение шевера и заготовки осуществляют по кинематической цепи согласованно друг с другом, а обратный ход шевера вдоль оси заготовки осуществляют на глубину, равную высоте нарезаемого зуба.
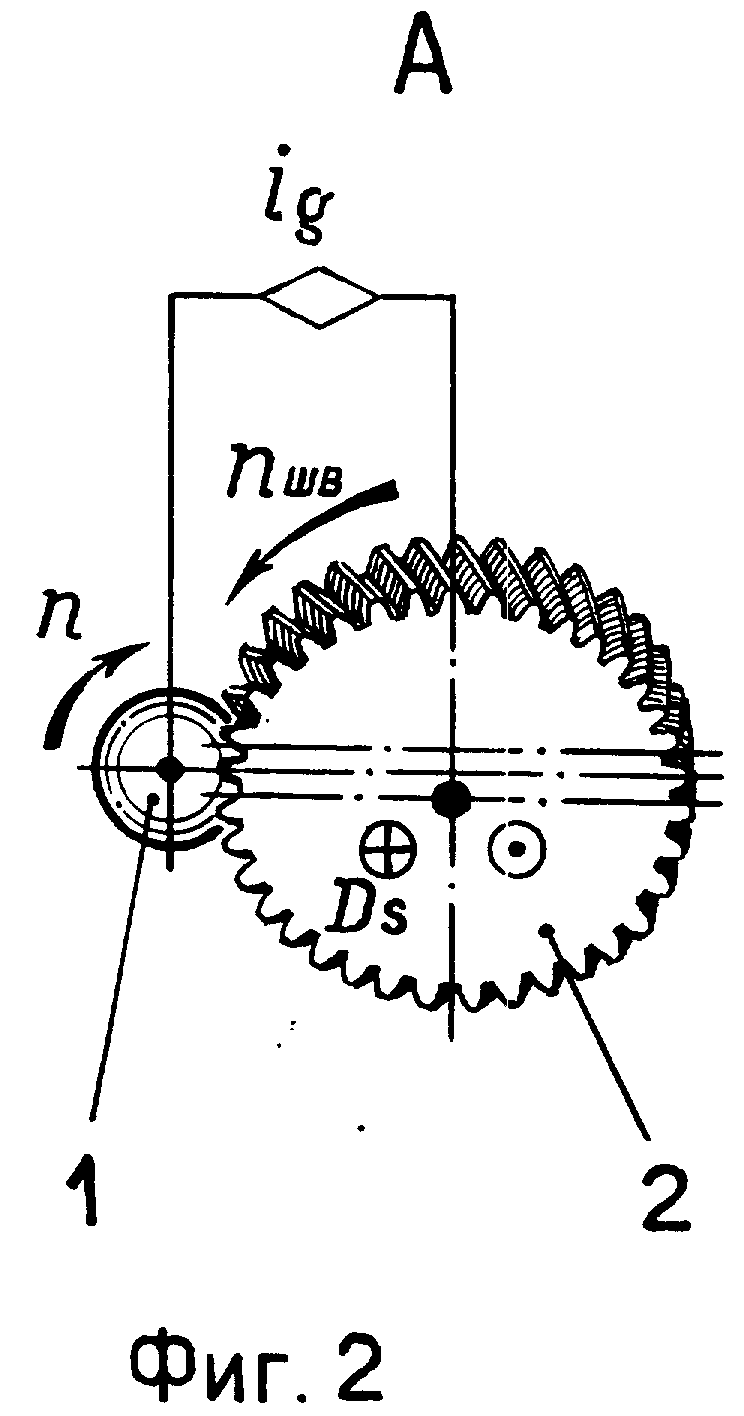
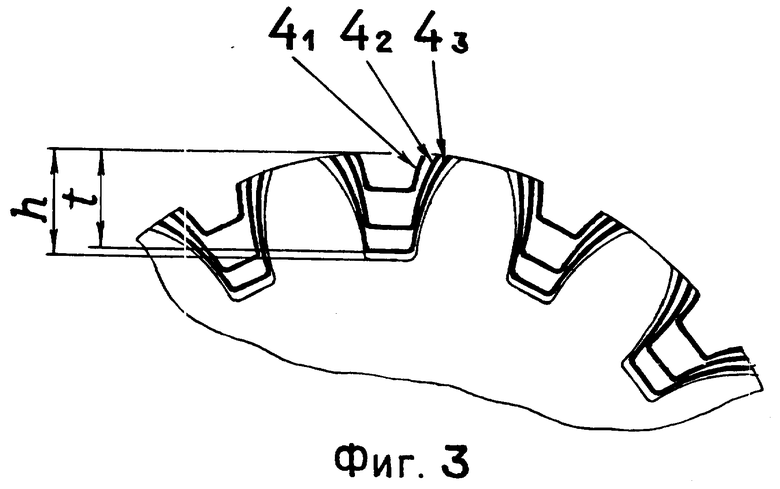
На фиг. 1 представлена схема реализации способа; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 схема срезания припуска при заходе шевера на глубину резания.
Способ осуществляется следующим образом (см. фиг. 1 и 2).
Заготовка 1 нарезаемое зубчатое колесо получает вращение с частотой n от главного привода станка (на чертеже не показан). Инструмент 2 дисковый шевер устанавливают под перекрещивающимся углом к оси заготовки на глубину резания t, соизмеримую или равную высоте зуба h (фиг. 3). Шеверу сообщают согласованное с заготовкой вращение с частотой nшв по кинематической цепи от заготовки, включающей зубчатые передачи и звено настройки iдв - сменные шестерни 3 гитары деления nшв=nzшв/z, где zшв, z число зубьев шевера и нарезаемого колеса соответственно.
Шевер получает поступательное перемещение вдоль оси заготовки со скоростью подачи Ds. В положении 1 (штрих-пунктир на фиг. 1) шевер касается заготовки, и зубья его на рабочем торце "а" начинают плавное врезание на глубину. Интенсивное врезание происходит до выхода торцевых зубьев шевера на уровень торца заготовки, положение II. Врезание заканчивается полностью при выходе точки "0" перекрещивания осей шевера и заготовки на торец заготовки. Характерные следы срезов 41, 42, 43 в процессе врезания шевера на глубину резания t при его перемещении из положения I в положение II соответствует продвижению зубьев шевера за одинаковый интервал времени, соответствующий целому числу оборотов заготовки (см. фиг. 3). Увеличение площади срезов в осевом сечении происходит непрерывно и плавно с углублением по эвольвентной траектории в радиальном направлении и постоянной толщине среза, равной подаче на оборот заготовки, в осевом направлении.
После врезания шевера осуществляется его проход по всей ширине заготовки со скоростью подачи Ds. Торцевые зубья по рабочему торцу "а" удаляют основной припуск равномерно распределенными слоями 41.43, а зубчики, образованные канавками вдоль зубьев шевера, подчищают следы обработки. После прохождение шевером всей заготовки в положение III (см. штрих-пунктир на фиг. 1) его устанавливают на полную высоту нарезаемого зуба h и осуществляют обратный ход. Разность глубин h-t соответствует припуску под обычное шевингование и снимается зубьями торца "б" и расположенными вдоль них зубчиками. Задача обратного хода Dшв осуществляется со скоростью продольного хода при шевинговании.
Способ может быть реализован с диагональной, то есть под углом к оси заготовки, подачей, например, в направлении оси шевера.
Способ обеспечивает повышение производительности зубообработки по сравнению с зубофрезерованием и высокую точность формирования, соответствующую зубошевингованию, исключающую присущую шевингованию накопленную погрешность по шагу заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1991 |
|
RU2014180C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| Способ многопроходного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1294597A1 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
| СПОСОБ ШЕВИНГОВАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2130367C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
Использование: металлообработка, нарезание зубчатых колес. Сущность: обработку производят инструментом типа шевер, установленным под перекрещивающимся углом к оси заготовки, при этом заготовке и шеверу сообщают вращение и относительное возвратно-поступательное перемещение со скоростью подачи. Перед прямым ходом шевер устанавливают на глубину резания, соизмеримую или равную высоте нарезаемого зуба. Вращение шевера и заготовки отсутствуют по кинематической цепи согласованно друг с другом, а обратный ход шевера относительно заготовки осуществляют с глубиной резания, равной высоте зуба. 3 ил.
Способ обработки зубчатых колес инструментом типа шевер, установленным под перекрещивающимся углом к оси заготовки, при этом заготовке и шеверу сообщают вращение и относительное возвратно-поступательное перемещение со скоростью подачи, отличающийся тем, что перед прямым ходом шевер устанавливают на глубину резания, соизмеримую или равную высоте нарезаемого зуба, при этом вращение шевера и заготовки осуществляют по кинематической цепи согласованно друг с другом, а обратный ход шевера относительно заготовки осуществляют с глубиной резания, равной высоте зуба.
| SU, авторское свидетельство, 30224, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
