Изобретение относится к машиностроению, в частности к обработке зубчатых колес, и может быть использовано для финишной обработки конических колес с прямыми и криволинейными зубьями в автомобильной, тракторной промышленности, сельскохозяйственном машиностроении, станкостроении и других отраслях машиностроения.
Известен способ шевингования прямозубых конических колес шевером, представляющим собой плосковершинное производящее колесо с прямобочным профилем зубьев. Процесс обработки заключается в совместной обкатке заготовки и инструмента с подачей заготовки вдоль оси шевера. Срезание стружки происходит за счет проскальзывания зубьев инструмента и заготовки (Журнал "Экспресс-информация". Выпуск N 2, с. 1, 1973 г).
При шевинговании прямозубых конических колес шевером, представляющим собой плосковершинное производящее колесо с прямобочным профилем зубьев, имеются следующие недостатки:
1) Число зубьев плосковершинного колеса, как правило, дробное, которое округлено до целого. В этом случае возникают погрешности, которые частично компенсируются конструкцией шевера и настройкой оборудования.
2) В результате округления числа зубьев до целого профиль зубьев шевера не должен быть прямолинейным, что тоже приводит к погрешностям.
3) Для обработки зубчатых колес с большим числом зубьев и при большом модуле плосковершинный шевер имеет большие габариты (диаметр), что затрудняет его изготовление и эксплуатирование.
4) Выхаживание производится без отвода обрабатываемого колеса от шевера, в результате чего на боковых поверхностях остаются следы от режущих кромок.
Наиболее близким по технологической сущности является способ шевингования конических зубчатых колес коническим шевером внеполюсного зацепления при пересекающихся осях за несколько циклов с периодической рабочей подачи в условиях реверса, когда рабочую подачу выполняют под углом к оси вращения шевера, равным углу начального конуса обрабатываемого колеса. Срезание стружки производится режущими кромками за счет поперечного проскальзывания боковых поверхностей зубьев шевера относительно боковых поверхностей зубьев колеса. Вследствие отсутствия задних углов боковые поверхности зубьев шевера осуществляют пластическое деформирование боковых поверхностей зубьев конического колеса. Таким образом за одну операцию осуществляются срезание стружки и обкатывание. Периодическая подача в направлении оси колеса позволяет осуществить врезание на величину припуска с малой скоростью, так как не является составляющей скорости относительно проскальзывания. Кроме того, подача вдоль оси колеса позволяет жестко закрепить бабку изделия, в которую перемещается только шпиндель изделия на небольшую величину, соответствующую припуску под шевингование. При таком направлении подачи упрощается отсчет величины перемещения колеса в направлении своей оси до значения, при котором достигается получение требуемых размеров зубьев шевингуемого колеса. Для обеспечения равномерной обработки всей поверхности зубьев режущие кромки шевера должны быть расположены наклонно к образующей начального конуса обрабатываемого колеса и со смещением относительно друг друга на величину P/Z0, где P - шаг винтовой стружечной канавки шевера, Z0 - число зубьев шевера. Вращение шевера реверсируется после совершения им числа оборотов, кратного числу зубьев обрабатываемого колеса, которое получает движение подачи на шевер в направлении собственной оси непрерывно или периодически в момент реверса. Циклическое выхаживание совершается при положении, в котором вершины начальных конусов обрабатываемого колеса и шевера совпадают в одной точке (А.с. N 1509202, М.кл. B 23 F 19/06, Б.И. N 35, 1989 г.).
Недостатком данного способа является невысокое качество обработанной поверхности зубьев конического зубчатого колеса из-за наличия на ней следов от режущих кромок.
Задачей данного изобретения является повышение качества обработанной поверхности за счет уменьшения влияния упругих деформаций технологической системы.
Поставленная задача решается следующим образом, что в способе шевингования конических зубчатых колес коническим шевером внеполюсного зацепления за несколько циклов с периодической рабочей подачей в условиях реверса, которую выполняют под углом к оси вращения шевера, равным углу начального конуса обрабатываемого колеса, совершают циклическое выхаживание после отвода обрабатываемого колеса от шевера на величину 0,03 мм.
На чертеже изображена схема обработки конического зубчатого колеса коническим шевером, когда выхаживание производится после отвода обрабатываемого колеса на величину 0,03 мм.
Инструмент - шевер 1 в виде конического зубчатого колеса с углом начального конуса δω0, на боковых поверхностях которого нанесены режущие кромки, установлен в инструментальном шпинделе 2. Обрабатываемое коническое колесо 3 с углом начального конуса δω1, установлено в бабке изделия 4 и зацеплено с шевером при пересекающихся или скрещивающихся осях.
Способ шевингования конических зубчатых колес состоит в следующем. Шевер 1 приводится во вращение от индивидуального электропривода, колесо 3 свободно вращается вместе с оправкой и обкатывается по шеверу 1. Движение подачи шевера 1 производится в направлении оси обрабатываемого колеса 3, т.е. под углом δω0, равным углу начального конуса колеса 3, что создает дополнительно к статическим углам резания кинематические углы. Срезание стружки производится режущими кромками за счет поперечного проскальзывания боковых поверхностей зубьев шевера 1 относительно боковых поверхностей зубьев колеса 3. Вследствие отсутствия задних углов на боковых режущих кромках боковые поверхности зубьев шевера 1 осуществляют пластическое деформирование боковых поверхностей зубьев конического колеса 3. Таким образом за одну операцию осуществляются срезание стружки и обкатывание. Периодическая подача в направлении оси колеса 3 позволяет осуществить врезание на величину припуска с малой скоростью, так как не является составляющей скорости относительно проскальзывания. Кроме того, подача вдоль оси колеса 3 позволяет жестко закрепить бабку изделия 4, в которой перемещается только шпиндель изделия 2 на небольшую величину, соответствующую припуску под шевингование. При таком направлении подачи упрощается отсчет величины перемещения колеса 3 в направлении своей оси до значения, при котором достигается получение требуемых размеров зубьев шевингуемого колеса 3. Для обеспечения равномерной обработки всей поверхности зубьев режущие кромки шевера 1 должны быть расположены наклонно к образующей начального конуса обрабатываемого колеса 3 и со смещением относительно друг друга на величину P/Z0, где P - шаг винтовой стружечной канавки шевера 1, Z0 - число зубьев шевера 1. Вращение шевера 1 реверсируется после совершения им числа оборотов, кратного числу зубьев обрабатываемого колеса 3, которое получает движение подачи на шевер 1 в направлении собственной оси непрерывно или периодически в момент реверса. Выхаживание является составной частью шевингования и заключается в совместной обкатке шевера 1 и обрабатываемого колеса 3 без изменения положения шевера 1 относительно обрабатываемого колеса 3. Экспериментально установлено, что при обработке коническим шевером 1 упругие деформации составляют 0,03 мм. Чтобы выйти за пределы деформаций, необходимо циклическое выхаживание производить после отвода обрабатываемого колеса 3 от шевера 1 на величину 0,03 мм.
Применение данного процесса шевингования для конических зубчатых колес позволяет изготавливать конические зубчатые колеса точностью 7-C ГОСТ 1758-81 с шероховатостью боковых поверхностей зубьев Rz 6,0 мкм, увеличить в 3 - 5 раз по сравнению с чистовым зубостроганием производительность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2503524C1 |
| Способ шевингования конических зубчатых колес | 1987 |
|
SU1509202A1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2008 |
|
RU2374045C2 |
Способ предназначен для финишной обработки конических колес с прямыми и криволинейными зубьями в автомобильной, тракторной промышленности, сельскохозяйственном машиностроении, станкостроении и других отраслях машиностроения. Шевингование производят шевером внеполюсного зацепления за несколько циклов с периодической подачей в условиях реверса. При этом рабочую подачу выполняют под углом к оси вращения шевера, равным углу начального конуса обрабатываемого колеса, и совершают циклическое выхаживание после отвода обрабатываемого колеса от шевера. Величина отвода составляет 0,03 мм. Повышается качество обработанной поверхности за счет уменьшения влияния упругих деформаций технологической системы. 1 з.п.ф-лы, 1 ил.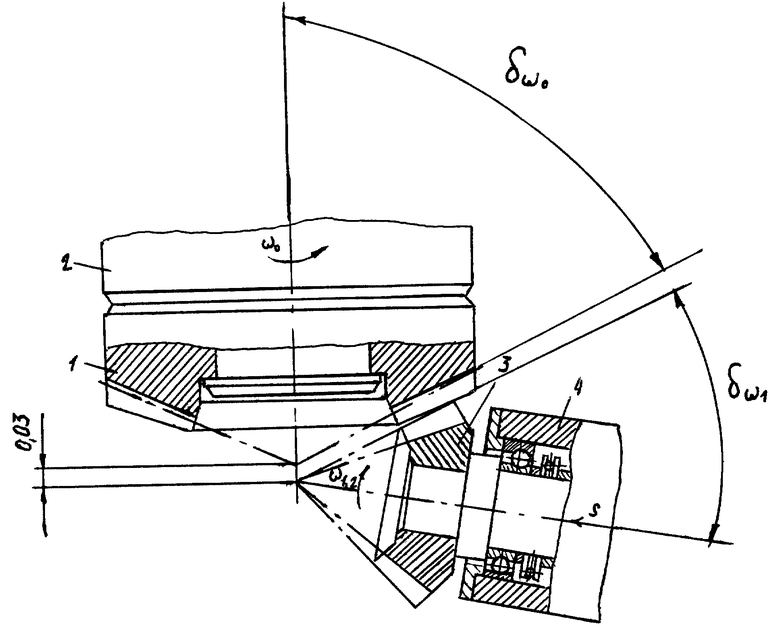
| Способ шевингования конических зубчатых колес | 1987 |
|
SU1509202A1 |
| Способ шевингования конических колес с криволинейной формой зубьев по их длине | 1950 |
|
SU93657A1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| СПОСОБ ПОВЫШЕНИЯ ЖИВУЧЕСТИ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ ЛЕТАТЕЛЬНОГО АППАРАТА | 2003 |
|
RU2256586C1 |
| Устройство для автоматического регулирования уровня жидкости в открытых водоемах и резервуарах | 1961 |
|
SU149689A1 |
