Изобретение относится к машиностроению, в частности к обработке зубчатых колес.
Цель изобретения - повышение производительности и стойкости инструмента за счет исключения отрицательного влияния неравномерного износа режущих кромок.
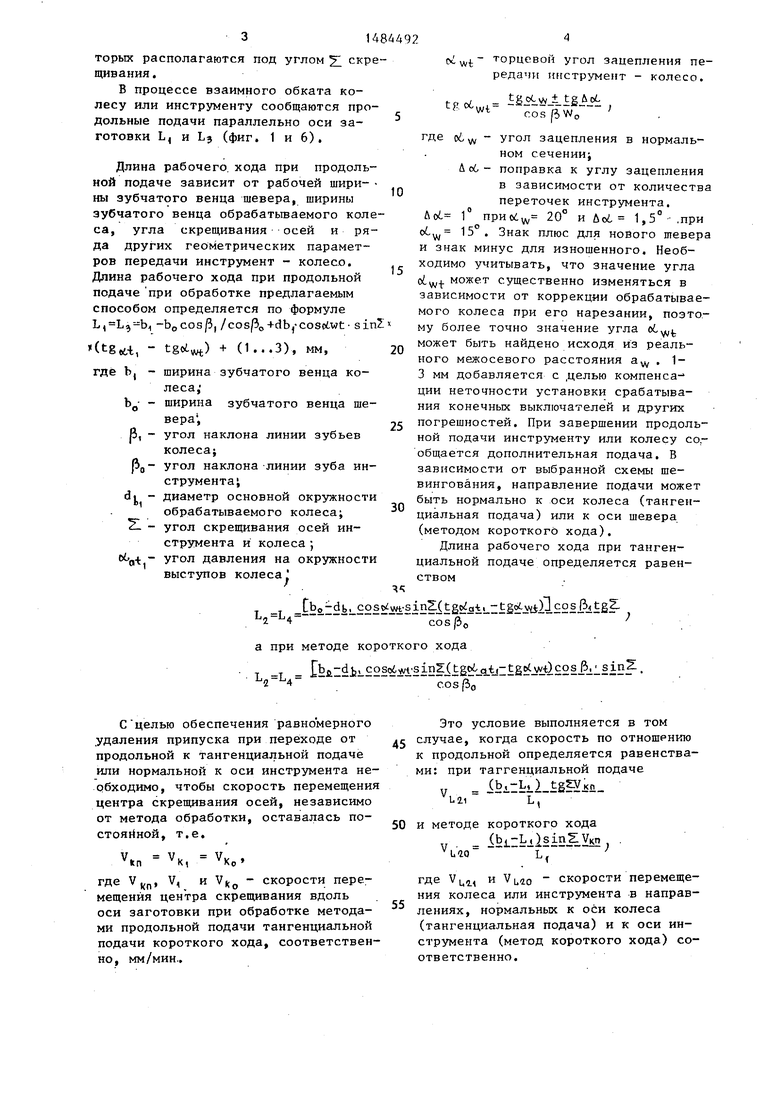
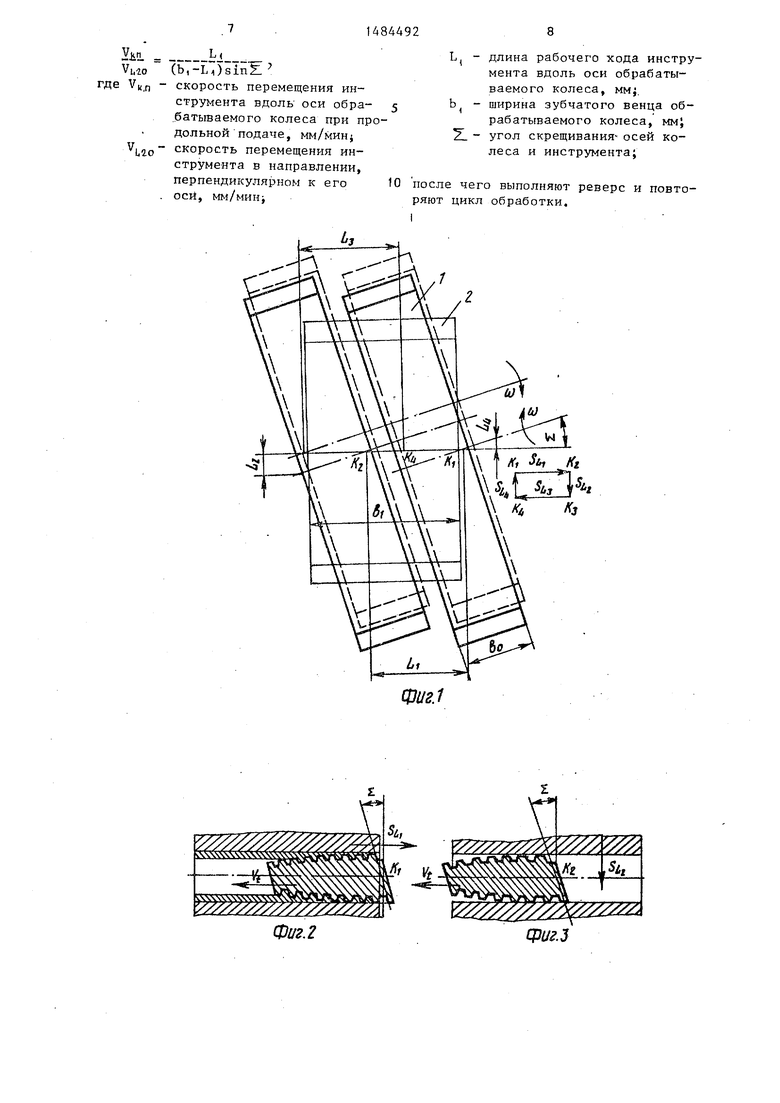
На фиг. 1 изображена схема реализации обработки колес при сочетании методов продольной и тангенциальной подачJ на фиг. 2 - шевер и колесо, исходное положение; на фиг. 3 - шевер, момент завершения продольной подачи; на фиг. 4 - то же, при завершении тангенциальной подачи; на фиг. 5 - то же, при завершении продольной
подачи при обратном ходе стола , на фиг. 6 - схема реализации обработки колес при сочетании методов продольной подачи и короткого хода; на фиг. 7 - шевер и колесо, исходное положение; на фиг. 8 - шевер, момент завершения продольной подачи; на фиг. 9 - то же, после завершения подачи, нормальной к оси шевера; на фиг. 10 - то же, после завершения продольной подачи при обратном ходе стола.
Шевингование зубьев цилиндрических зубчатых колес производится при взаимном вращении инструмента шевера 1 и обрабатываемого колеса 2, оси ко4 00 4 Јь
СО
ю
торых располагаются под углом 21 скрещивания .
В процессе взаимного обката колесу или инструменту сообщаются продольные подачи параллельно оси заготовки L, и L3 (фиг. 1 и 6).
Длина рабочего хода при продольной подаче зависит от рабочей шири- - ны зубчатого венца шевера, ширины зубчатого венца обрабатываемого колеса, угла скрещивания осей и ряда других геометрических параметров передачи инструмент - колесо. Длина рабочего хода при продольной подаче при обработке предлагаемым способом определяется по формуле ., -b0cos|3, /cos/30+db, coscЈwt sin5( - tgot) + (1...3), MM,
де b, - ширина зубчатого венца колеса,1
Ь0- - ширина зубчатого венца шевера ,25 В, - угол наклона линии зубьев
колеса;
(50- угол наклона линии зуба инструмента;d - диаметр основной окружности
обрабатываемого колеса; SL - угол скрещивания осей инструмента и колеса ; об - угол давления на окружности выступов колеса
30
/
0
5
0
5
0
wt т°РЦев°й УГОЛ зацепления передачи инструмент - колесо.
об w - угол зацепления в нормальном сечении;
А об - поправка к углу зацепления в зависимости от количества переточек инструмента. Ло6 Г npHcdw 20° и U«L 1,5° .при 15°. Знак плюс для нового птевера и знак минус для изношенного. Необходимо учитывать, что значение угла может существенно изменяться в зависимости от коррекции обрабатываемого колеса при его нарезании, поэтому более точно значение угла оЬу,ъ может быть найдено исходя из реального межосевого расстояния aw . 1- 3 мм добавляется с .целью компенса-1 ции неточности установки срабатывания конечных выключателей и других погрешностей. При завершении продольной подачи инструменту или колесу сообщается дополнительная подача. В зависимости от выбранной схемы шевингования, направление подачи может быть нормально к оси колеса (тангенциальная подача) или к оси шевера (методом короткого хода).
Длина рабочего хода при тангенциальной подаче определяется равенством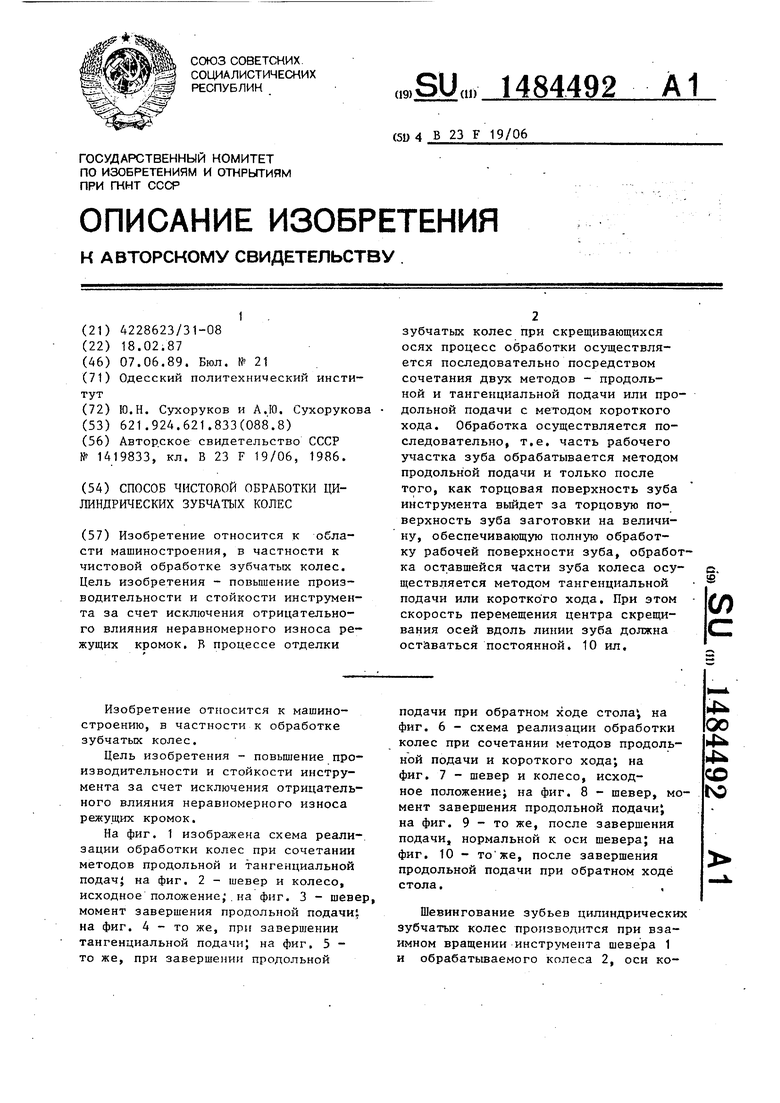

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Зубчатое колесо | 1990 |
|
SU1832168A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| Способ шевингования зубчатых колес двумя дисковыми шеверами и станок для его осуществления | 1988 |
|
SU1768359A1 |
| Способ чистовой обработки зубчатых колес | 1988 |
|
SU1634403A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| Способ шевингования цилиндрических зубчатых колес | 1985 |
|
SU1335388A1 |


Изобретение относится к области машиностроения ,в частности, к чистовой обработке зубчатых колес. Цель изобретения - повышение производительности и стойкости инструмента за счет исключения отрицательного влияния неравномерного износа режущих кромок. В процессе отделки зубчатых колес при скрещивающихся осях процесс обработки осуществляется последовательно посредством сочетания двух методов - продольной и тангенциальной подачи или продольной подачи с методом короткого хода. Обработка осуществляется последовательно, т.е. часть рабочего участка зуба обрабатывается методом продольной подачи и только после того, как торцовая поверхность зуба инструмента выйдет за торцовую поверхность зуба заготовки на величину, обеспечивающую полную обработку рабочей поверхности зуба, обработка оставшейся части зуба колеса осуществляется методом тангенциальной подачи или короткого хода. При этом скорость перемещения центра скрещивания осей вдоль линии зуба должна оставаться постоянной. 10 ил.
Cbo - d ь, со s wt-s inZ( t gftiaiL;;tЈo.vtfllc°s. L2 L4 cos/30;
а при методе короткого хода
.22 i SiSziЈS J5L tCtS i)Ј2s ilsiE. La L4-cos o
С целью обеспечения равномерного удаления припуска при переходе от продольной к тангенциальной подаче или нормальной к оси инструмента необходимо, чтобы скорость перемещения центра скрещивания осей, независимо от метода обработки, оставалась по- стояйной, т.е.
VK,
К0
где Vkn, V, и VKO - скорости перемещения центра скрещивания вдоль оси заготовки при обработке методами продольной подачи тангенциальной подачи короткого хода, соответственно, мм/мин.
Это условие выполняется в том случае, когда скорость по отношению к продольной определяется равенствами: при таггенциальной подаче
,7 Ib1-Lt)ts§yjKu
Ьц
и методе короткого хода
и-го
(bf-LOsinSVKn
-j....- у
L
где VU1, и VU10 - скорости перемещения колеса или инструмента в направлениях, нормальных к оси колеса (тангенциальная подача) и к оси инструмента (метод короткого хода) соответственно.
Способ реализуется следующим образом.
Обрабатылаемое колесо устанавливается в центрах зубошевинговального станка. Обработку производят при их взаимном вращении. Помимо вращательного движения колесу или инструменту сообщают продольную подачу параллельно оси колеса.
После установки колеса в исходное положение ему сообщается радиальная подача на врезание и продольная подача по стрелке S, . При перемещении центра скрещивания из положения К, в положение Кг продольная подача прекращается и колесу сообщается тангенциальная подача по стрелке 5л или подача, нормальная к оси шевера (метод короткого хода). Такие подачи продолжаются до тех пор пока центр скрещивания не переместится из положения К2 в Кэ.
После окончания этих подач колесу сообщается радиальная подача и осуществляется реверс вращения инструмента и продольной подачи стола. Колесу вновь сообщается продольная подача по стрелке S3. Перемещение колеса в продольном направлении продолжается до тех пор, пока центр скрещивания не переместится из точки К 3 в К.. После перемещения центра скрещивания в точку К4 продольная подача прекращается и колесу сообщается тангенциальная подача или подача, нормальная к оси шевера, по стрелкам S.. Этот период длится до тех пор, пока центры скрещивания не переместятся в исходное положение, т.е. центр скрещивания переместится в точку К(. На этом начальный цикл обработки заканчивается. Количество таких циклов зависит от величины удаляемого припуска и требований, предъявляемых к качеству обрабатываемой поверхности.
Режимы для продольной и тангенциальной подач и методом короткого хода выбираются такими же, как и при обычном шевинговании.
Для обработки могут быть использованы стандартные конструкции шеве- ров.
Для достижения продольной модификации зуба тангенциальную подачу и подачу, нормальную к оси инструмента, изменяют с таким расчетом,
чтобы обеспечить необходимую форму зуба.
Проведенный анализ показывает, что при отделке зубчатых колес данным способом, в сравнении с шевингованием методом продольной подачи, повышение производительности достигается за счет увеличения глубины врезания, поскольку длина активной части увеличивается практически в два раза. Кроме того, обеспечивается равномерный износ зубцов шевера.
. В сравнении с шевингованием методом диагональной подачи повышение производительности достигается за счет повышения глубины врезания шевера, поскольку за весь цикл обработки длина активной части обработки остается без изменения.
Кроме того, исключаются из работы торцевые кромки шевера, что исключает их поломку и обеспечивает надежное протекание процесса отделки,
Способ может найти применение при отделке зубчатых колес практически с любой шириной зубчатого венца, может быть полезен при отделке блочных зубчатых колес и колес с буртами.
Формула изобретения
Способ чистовой обработки цилиндрических зубчатых колес в условиях свободного обката дисковым инструментом за несколько переходов при скрещивающихся осях, при котором центр скрещивания осей смещают перед вы- полненнем очередного перехода, на каждом из которых используют различные по направлению подачи, отличающийся тем, что, с целью повышения производительности и стойкости инструмента за счет исключения отрицательного влияния неравномерного износа режущих кромок, в исходном положении центр скрещивания осей размещают за торцом зубьев колеса со стороны торца зубьев инструмента, обращенного к колесу, и выполняют продольную подачу до выхода другого
торца инструмента за торец колеса4 затем инструменту сообщают подачу, перпендикулярную оси до смещения центра скрещивания осей за торец колеса в соответствии с зависимостью
&n
Vuio де Vkin V
Lio
(b7-L)sinЈ. 7 скорость перемещения инструмента вдоль оси обра- 5 батываемого колеса при продольной подаче, мм/минj скорость перемещения инструмента в направлении, перпендикулярном к его 10 оси, мм/мин
Фиг. 2
L( - длина рабочего хода инструмента вдоль оси обрабатываемого колеса, мм;
Ь - ширина зубчатого венца обрабатываемого колеса, MMJ
71 - угол скрещивания осей колеса и инструмента;
после чего выполняют реверс и повторяют цикл обработки.
ЦЗиг.1
Фиг.З
XV
rf Гл, Л
Ъ гпф
vz zz%Z2
ZZ&Z/Y/SЈ&Z6
Фиг. 7
ZZ2Z/ &&
Фиг. 9
Фиг. 8
Фиг.10
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
