Изобретение относиться к области зубообработки и может быть использовано для крупносерийного и массового производства зубчатых колес.
Известен процесс зубообкатывания эталонным колесом (а.с. СССР 126007, B 23 F 21/28, 1960), предназначенный для повышения класса чистоты поверхности зубьев и незначительного исправления погрешностей основных параметров зубчатого венца колес с твердостью до HRC 30...32. Зубообкатывание можно производить при параллельных или при скрещивающихся осях обрабатываемого и эталонного колеса, одним или несколькими обкатниками. При зубообкатывании с параллельными осями эталонное колесо находится в плотном беззазорном зацеплении с обкатываемым колесом, создаваемом специальной пружиной. Цикл обкатывания включает вращение в обоих направлениях. Число поворотов обкатываемого колеса за цикл обработки (до и после реверсирования вращения шпинделя) выбирают в зависимости от его материала и составляет от 100 до 320 поворотов. Радиальная и продольная подачи отсутствуют.
При зубообкатывании со скрещивающимися осями углы скрещивания осей колеблются в пределах 10...30o. В целях повышения износостойкости обкатника и увеличения скоростей скольжения обкатываемых колес применяется диагональное и касательное зубообкатывание.
Недостатком известного способа является низкая исправляющая способность, так как пластической обработке подвергаются лишь гребешки неровностей, оставшиеся после предварительного зубонарезания. Различные условия скольжения по высоте зуба и полное его отсутствие на начальной окружности могут приводить к искажению профиля обкатываемого колеса.
Известен комбинированный способ зубообработки, называемый шевингобкаткой (а.с. СССР 837641 B 23 F 21/28, 1981; а.с. СССР 975267, B 23 F 21/28, 1982), осуществляемый при параллельных осях по методу свободного обката.
Шевингобкатку применяют для повышения точности и гладкости рабочих боковых поверхностей до их окончательной термической обработки и производят обкаточным шевером, осуществляющим одновременно шевингование и обкатку.
Существенным недостатком способа является значительное искажением профиля зуба вследствие значительного перепада скоростей скольжения у полюса зацепления, головки и ножки зуба. По этой причине такая зубоотделка применяется при отсутствии требования высокой точности и при снятии незначительного припуска.
Наиболее близким техническим решением является способ шевингования (а.с. СССР 963747, B 23 F 21/28, 1982), зубчатых колес принудительным обкатом с использованием шевера с наклонными режущими кромками, заключающийся в уменьшении разности скоростей скольжения зубьев инструмента относительно зубьев обрабатываемого колеса за счет выполнения их зацепления внеполюсным, а шевер для этого изготовляют со смещением исходного контура рейки. Однако известный способ не определяет геометрические и кинематические параметры процесса, что отрицательно сказывается на производительности и точности обработки.
Задача изобретения - повышение производительности и точности обработки незакаленных цилиндрических зубчатых колес. Поставленная цель достигается тем, что обработка производится методом свободного обката при параллельных осях инструментом со смещением режущих кромок, расположенных на винтовой поверхности. Инструмент образует с обрабатываемым зубчатым колесом зубчатую пару внеполюсного зацепления. Шевингование-прикатывание осуществляется с периодической радиальной подачей на величину 0,025...0,075 мм, которая производится после совершения обрабатываемым колесом числа поворотов в прямом и обратном направлениях, равного числу зубьев обрабатываемого колеса. Полный цикл обработки включает в себя 2...4 цикла с радиальной подачей и 1...2 цикла без радиальной подачи (выхаживание). Число зубьев инструмента не должно иметь общих множителей с обрабатываемым колесом.
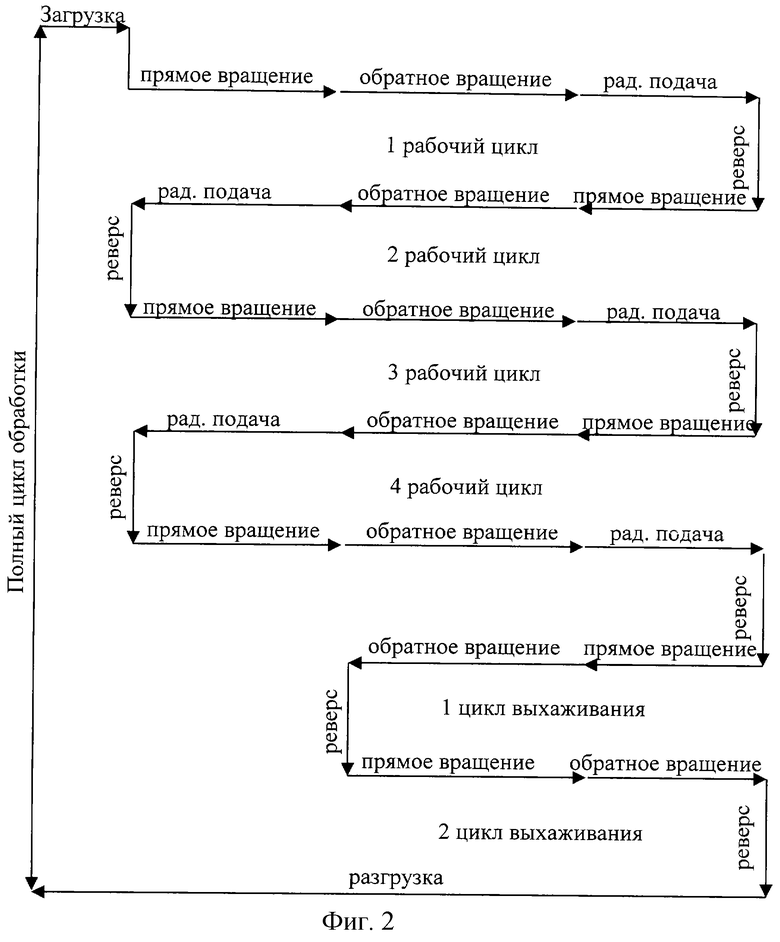
На фиг.1 изображена схема шевингования-прикатывания цилиндрического зубчатого колеса, на фиг. 2 - циклограмма работы специального станка для шевингования-прикатывания.
Предлагаемый способ реализован при обработке прямозубого цилиндрического колеса с модулем m= 3 мм, числом зубьев Z=22 из стали 45 в состоянии поставки. Обработка производилась инструментом с числом зубьев Zo=41 и коэффициентом смещения контура Х=1,6 мм на токарном станке 16К20. Режимы обработки: частота вращения инструмента No=125 1/мин, радиальная подача на один рабочий цикл Sp= 0,05 мм. Количество рабочих циклов - 4, количество циклов выхаживания - 2, снимаемый припуск - 0,1 мм на толщину зуба.
Параметры точности зубчатого колеса после зубодолбления и после шевингования-прикатывания представлены в таблице.
Приведенные данные свидетельствуют о высокой производительности и исправляющей способности способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2503524C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ШЕВИНГОВАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2130367C1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |

Изобретение относится к области зубообработки, крупносерийному и массовому производству зубчатых колес. Способ включает свободный обкат шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, установленных на параллельных осях. Для повышения производительности и точности обработки незакаленных колес зацепление шевера-прикатника с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот шевера-прикатника в прямом и обратном направлении на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот шевера-прикатника в прямом и обратном направлении на количество оборотов, равное числу зубьев обрабатываемого колеса. При этом используют шевер-прикатник, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса, кроме единицы. 2 ил., 1 табл.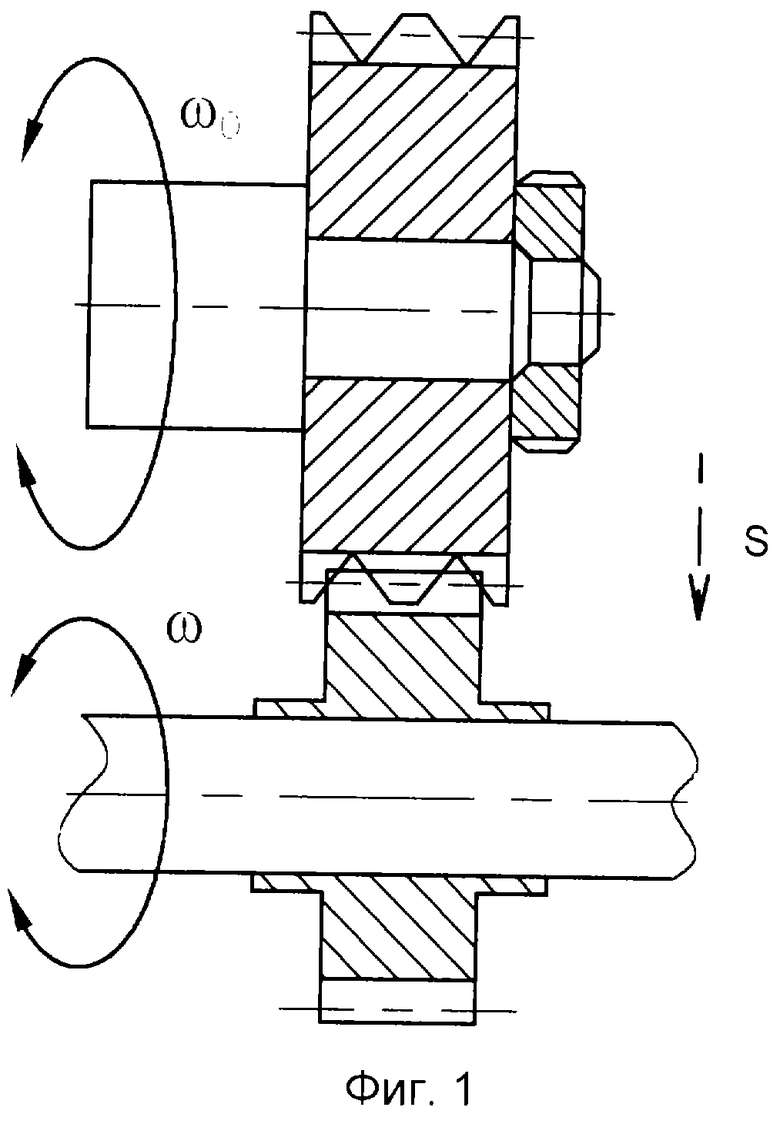
Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, установленных на параллельных осях, отличающийся тем, что зацепление шевера-прикатника с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют шевер-прикатник, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы.
| СПОСОБ ИЗМЕРЕНИЯ ЕМКОСТИ С ПОТЕРЯМИ | 1998 |
|
RU2137146C1 |
| Дисковый шевер | 1959 |
|
SU126007A1 |
| Способ отделочной обработки зубчатыхКОлЕС | 1979 |
|
SU795775A1 |
| Дисковый шевер | 1981 |
|
SU975267A1 |
| КОРАБЛЕВ А.И | |||
| и др | |||
| Повышение несущей способности и долговечности зубчатых передач | |||
| - М.: Машиностроение, 1968, с.119. | |||

