Изобретение относится к области черной металлургии и может быть использовано для производства отливок из чугуна с наполнителем из сыпучих материалов.
Наиболее близким к заявленному является известная конструкция (прототип) "Разливочная машина для отлива чушек из чугуна", (авт.св. СССР N 1105273, кл. B 22 D 5/00, от 17.12.81 г. опубл. 30.07.84 г. Бюлл. N 28), где железорудные материалы (окатыши) непрерывно подаются питателем в изложницы разливочной машины с последующим заполнением чугуном.
Однако, известная конструкция машины не обеспечивает заданной точности дозирования сыпучего компонента.
Целью изобретения является повышение точности и пределов крупности дозируемого компонента, улучшение качества отливок с наполнителем.
Поставленная цель достигается тем, что разливочная машина для получения полуфабриката для металлургического передела, содержащая конвейер с изложницами, заливочное устройство и бункер с сыпучим наполнителем, согласно предложенного, снабжена дозатором для подачи сыпучего наполнителя в изложницы и коллектором водовоздушного охлаждения, заливочное устройство выполнено двухручьевым с двумя поворотными желобами, сливные носки которых расположены по ходу конвейера, при этом расстояние от изложниц до сливного носка первого ручья составляет 50 250 мм, до сливного носка второго ручья 300 500 мм, а коллектор водовоздушного охлаждения расположен между сливными носками желобов.
Дозатор для подачи сыпучего наполнителя в изложницы выполнен в виде прямоугольного корпуса, состоящего из верхней и нижней плит жестко соединенных посредством сухарей и имеющих отверстия для набора и выгрузки порций сыпучего наполнителя, и шибера со сквозными полостями, служащими емкостями для дозирования порций, соединенного с пневмоприводом и размещенного между плитами, при этом отверстия в верхней и нижней плитах смещены относительно друг друга в горизонтальном направлении на величину хода шибера.
Сущность изобретения состоит в следующем.
Применение двухручьевого заливочного устройства позволит вести заливку в два приема: сначала в изложницу с сыпучим наполнителем заливается порция жидкого чугуна с носка первого ручья, которая смачивает сыпучий наполнитель и под действием водовоздушного охлаждения частично затвердевает до подхода изложницы под второй носок, где производится ее доливка. Расстояние между носками и скорость конвейера машины подбирают таким образом, чтобы порция жидкого чугуна, подаваемая с первого носка, затвердела до подхода ко второму носку. Это исключит всплывание сыпучего наполнителя в момент его заливки жидким чугуном и обеспечит хорошее качество отливки.
Установка между сливными носками водовоздушного охлаждения позволит вести регулирование охлаждения поверхности порции жидкого чугуна разлитого с первого носка.
Снабжение разливочного устройства поворотными желобами позволит вести регулирование высоты струи чугуна при сливе его с носков в изложницы.
Расстояние между конвейерной лентой и сливным носком первого ручья равно 50 250 мм, а между лентой и носком второго ручья 300 500 мм определены опытным путем и обеспечивают плавный слив жидкого чугуна в изложницы без разбрызгивания и налипания скардовин.
Снабжение машины дозатором объемного дозирования позволит в широких пределах изменять порцию сыпучего наполнителя, заливаемого чугуном, используя при этом сыпучие наполнители различной крупности, и обеспечит возможность получить отливки однородными по составу и с заранее заданными свойствами.
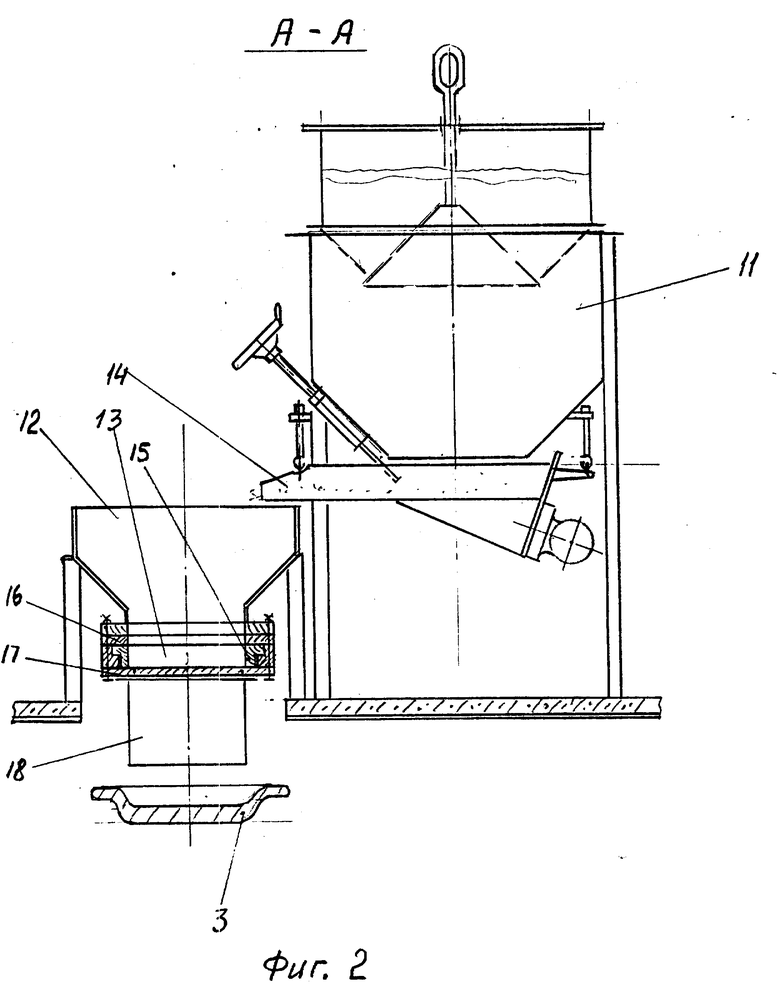
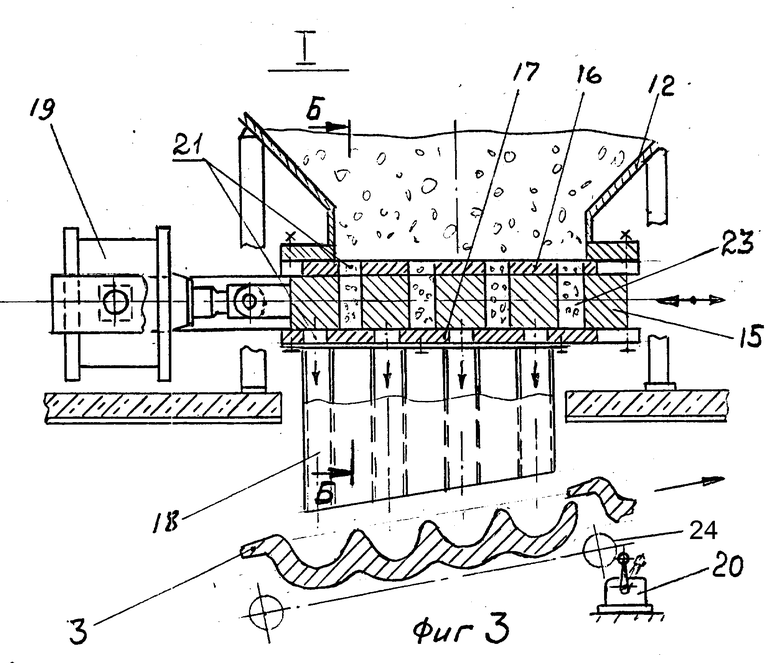
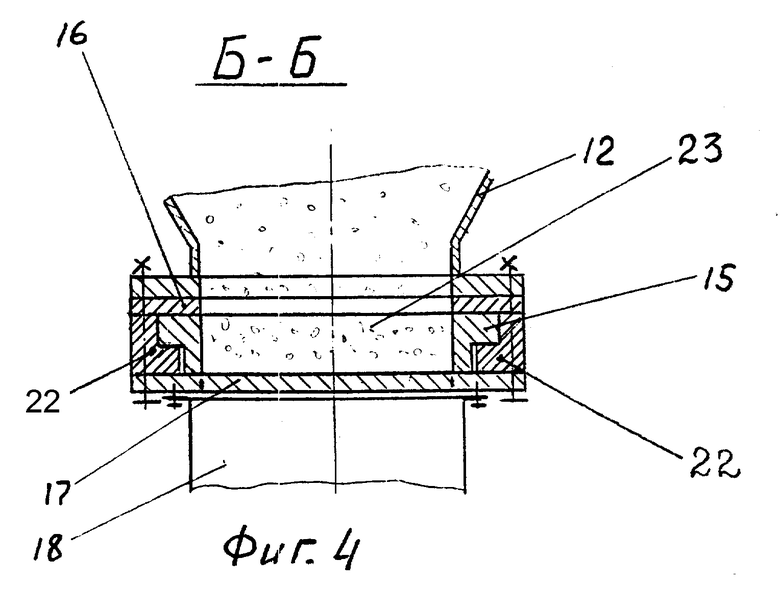
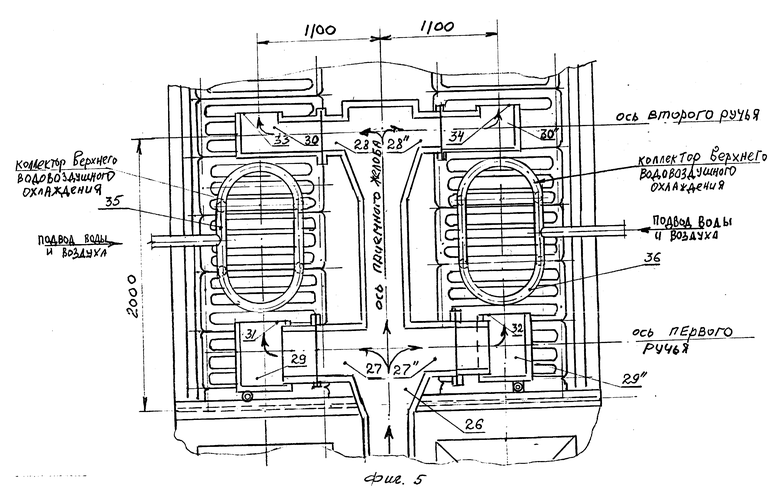
На Фиг. 1 изображен продольный разрез чугуноразливочной конвейерной машины для производства полуфабрикатов, на Фиг. 2 поперечный разрез этой машины, на фиг. 3 и 4 поперечные разрезы дозатора объемного дозирования, на фиг. 5 разливочное устройство для двух конвейерных лент, вид сверху.
Чугуноразливочная конвейерная машина содержит (фиг. 1, 2) один или два цепных конвейера 1 и 2 с закрепленными на них изложницами 3, кантовальное устройство 4, стенд 5, разливочное устройство 6, привод 7, натяжное устройство 8, лоток 9 для погрузки отливок в вагоны. Сверху установлен тельфер 10 для подачи сыпучего наполнителя из саморазгружающегося контейнера 24 в бункер 11, который посредством питателя 14 соединен с приемной воронкой 12 и дозатором 13. Питатель снабжен виброприводом и в автоматическом режиме обеспечивает наполнение воронки сыпучим наполнителем.
Конструкция заливочного устройства для двух конвейерных лент (фиг. 5) содержит приемный желоб 26, соединенный с двумя поворотными желобами 27, 27" и 29, 29", заканчивающимися сливными носками 31, 32 первого ручья, поворотными желобами 28, 28", 30, 30", со сливными носками 33, 34 второго ручья.
Между первым и вторым разливочными носками 31, 33 и 32, 34 установлены коллекторы 35 и 36 верхнего водовоздушного охлаждения, предназначенные для охлаждения чугуна, разлитого с носков 31, 32 первого ручья.
Дозатор объемного дозирования (фиг. 3, 4) выполнен в виде корпуса, состоящего из верхней плиты 16 и нижней плиты 17 с отверстиями 21 для набора порций сыпучего наполнителя из воронки 12 и их выгрузки через короб 18 в изложницу 3, жестко соединенных между собой сухарями 22, шибера 15 с полостями 23, служащими в качестве емкостей для формирования порций, соединенного с пневмоприводом 19, обеспечивающим возвратно-поступательное перемещение шибера. Управление пневмоприводом осуществляется посредством конечного выключателя 20, взаимодействующего с пальцами 24 звеньев цепи конвейера, который обеспечивает точность включения пневмопривода, время заполнения полостей 23 дозатора и выдачи порций в изложницу.
Регулировка объема порций осуществляется изменением размера полостей дозатора.
Машина работает следующим образом.
Сыпучий наполнитель разгружается из контейнера 24 (фиг. 1, 2) в бункер 11 тельфером 10, откуда питателем 14 подается в воронку 12, установленную над дозатором 13, где через отверстия 21 в верхней плите 16 производится набор порций сыпучего наполнителя в полости 23 шибера 15. В момент прохождения пустой изложницы 3 под коробом 18 срабатывает конечный выключатель 20, который дает команду пневмоприводу 19 на перемещение шибера в положение выгрузки порций, при этом заполненные сыпучим наполнителем полости 23 шибера 15 совмещаются с отверстиями 21 нижней плиты 17 и производится высыпание порций через короб 18 в изложницу 3. После этого шибер 15 возвращается в исходное положение для набора очередной порции сыпучего наполнителя.
После высыпания очередной порции сыпучего наполнителя (агломерата) в изложницу 3 она подается под носок 31 первого ручья разливочного устройства 6, где производится заливка небольшой порции чугуна, в количестве 20 40% от объема сыпучего наполнителя, который смачивает его и способствует равномерному распределению по слитку.
В процессе движения изложницы 3 к сливному носку 33 второго ручья температура чугуна снижается, его вязкость возрастает, что предохраняет сыпучий наполнитель от всплывания при доливки изложницы с носка второго ручья. После затвердевания слитки через лоток 9 загружаются в вагоны 25.
Применение предложенного устройства для получения полуфабрикатов обеспечит равномерное распределение сыпучего наполнителя по сечению слитка, предотвратит его всплывание, позволит увеличить диапазон крупности используемых сыпучих компонентов и получить отливки заданного состава высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЛИВОЧНАЯ МАШИНА | 2007 |
|
RU2353462C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ И РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088374C1 |
| Способ изготовления слитков на разливочной конвейерной машине | 1991 |
|
SU1802741A3 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА (ВАРИАНТЫ) И МАШИНА РАЗЛИВОЧНАЯ ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491148C1 |
| РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 1995 |
|
RU2077406C1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ ЧУШЕК | 1992 |
|
RU2038895C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1998 |
|
RU2127651C1 |
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЧУШЕК ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ЧУШКА ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ И МАШИНА ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2090624C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2007 |
|
RU2356685C2 |
| Устройство для охлаждения чугуноразливочной конвейерной машины | 1989 |
|
SU1726116A1 |
Изобретение относится к области черной металлургии и может быть использовано для производства отливок из чугуна с наполнителем из сыпучих материалов. Сущность изобретения: разливочная машина содержит разливочное устройство, конвейерную ленту с изложницами, бункер с дозатором для подачи сыпучего наполнителя. Заливочное устройство выполнено двухручьевым, по крайней мере, с двумя поворотными желобами, снабженными носками или слива чугуна, расположенными по ходу ленты конвейера таким образом, что расстояние от изложниц до сливного носка первого ручья равно 50 - 250 мм, а от изложниц до сливного носка второго ручья равно 300 - 500 мм. Машина снабжена коллектором водовоздушного охлаждения, расположенным между сливными носками первого и второго ручьев и дозатором сыпучего наполнителя. 1 з.п. ф-лы, 5 ил.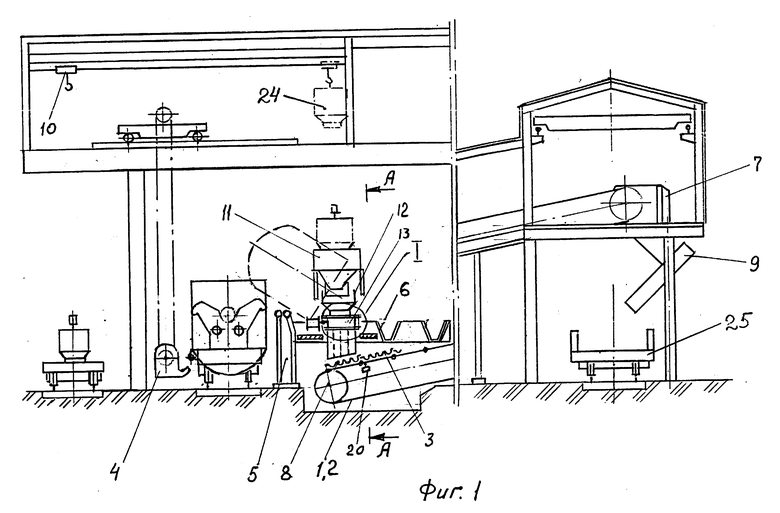
| SU, авторское свидетельство, 1105273, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

